19
Presti Ilaria 17 novembre 2010
Presti Ilaria
17 novembre 2010

L’azienda

La raffinazione dell’olio grezzo
1. Riscaldamento dell’olio fino a 90 °C
2. Formazione delle gomme
3. Allontanamento delle gomme
4. Lavaggio dell’olio
5. Distillazione
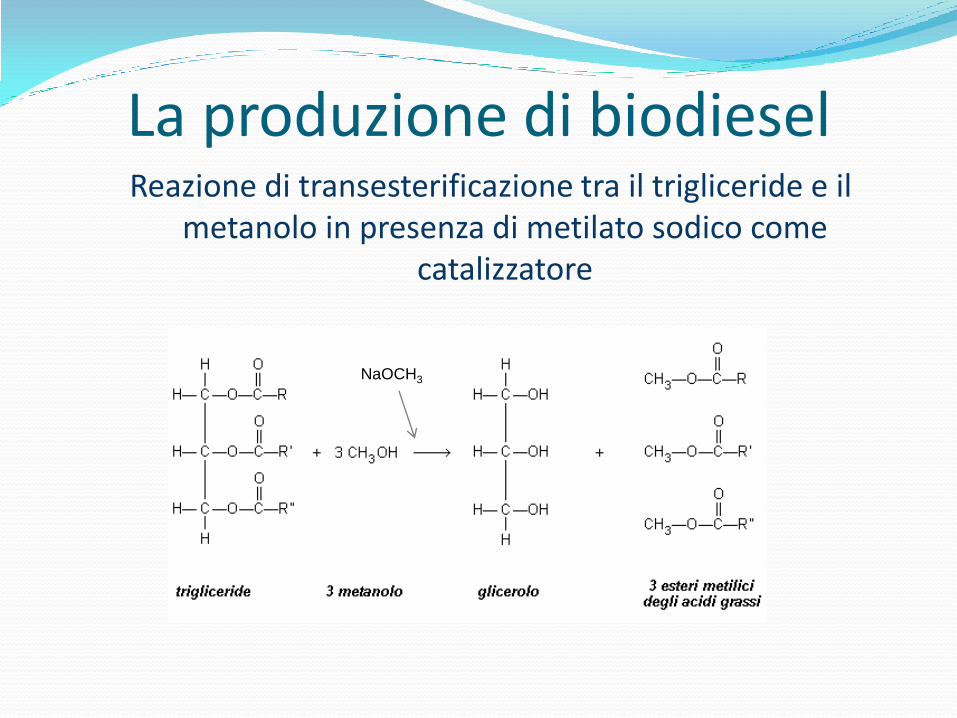
La produzione di biodiesel Reazione di transesterificazione tra il trigliceride e il
metanolo in presenza di metilato sodico come catalizzatore
NaOCH3
Separazione per decantazione dei metilesteri dalla glicerina (sottoprodotto).
Trattamenti per eliminare acqua, glicerina nel biodiesel e il metanolo, che viene recuperato tramite colonna di distillazione
Il glicerolo grezzo, che rappresenta un sottoprodotto, viene trattato per eliminare i saponi e il catalizzatore.
La produzione di biodiesel
Norma UNI EN 14214
La norma specifica i requisiti e i metodi di prova per gli esteri metilici di acidi grassi (FAME) commercializzati e distribuiti per essere utilizzati sia alla concentrazione del 100%, che in miscela con il gasolio per la produzione di combustibile per motori diesel in conformità ai requisiti della UNI EN 590
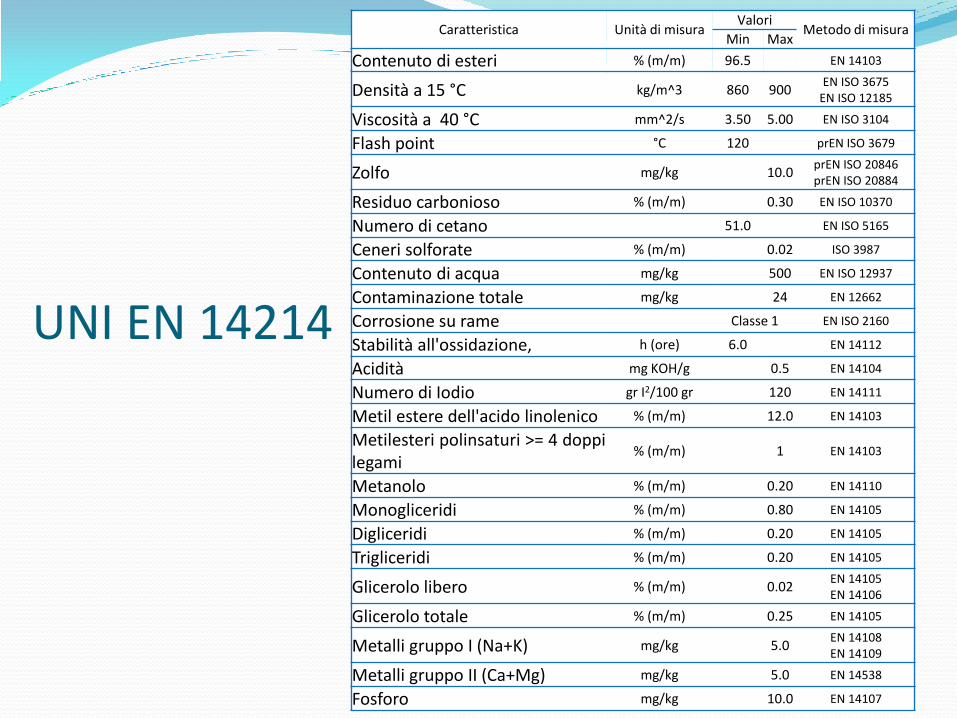
UNI EN 14214
Caratteristica Unità di misura Valori
Metodo di misura Min Max
Contenuto di esteri % (m/m) 96.5 EN 14103
Densità a 15 °C kg/m^3 860 900 EN ISO 3675
EN ISO 12185
Viscosità a 40 °C mm^2/s 3.50 5.00 EN ISO 3104
Flash point °C 120 prEN ISO 3679
Zolfo mg/kg 10.0 prEN ISO 20846 prEN ISO 20884
Residuo carbonioso % (m/m) 0.30 EN ISO 10370
Numero di cetano 51.0 EN ISO 5165
Ceneri solforate % (m/m) 0.02 ISO 3987
Contenuto di acqua mg/kg 500 EN ISO 12937
Contaminazione totale mg/kg 24 EN 12662
Corrosione su rame Classe 1 EN ISO 2160
Stabilità all'ossidazione, h (ore) 6.0 EN 14112
Acidità mg KOH/g 0.5 EN 14104
Numero di Iodio gr I2/100 gr 120 EN 14111
Metil estere dell'acido linolenico % (m/m) 12.0 EN 14103
Metilesteri polinsaturi >= 4 doppi legami
% (m/m) 1 EN 14103
Metanolo % (m/m) 0.20 EN 14110
Monogliceridi % (m/m) 0.80 EN 14105
Digliceridi % (m/m) 0.20 EN 14105
Trigliceridi % (m/m) 0.20 EN 14105
Glicerolo libero % (m/m) 0.02 EN 14105 EN 14106
Glicerolo totale % (m/m) 0.25 EN 14105
Metalli gruppo I (Na+K) mg/kg 5.0 EN 14108 EN 14109
Metalli gruppo II (Ca+Mg) mg/kg 5.0 EN 14538
Fosforo mg/kg 10.0 EN 14107
Proprietà a freddo Il comportamento di un carburante a basse temperature è
un parametro fondamentale di qualità nelle regioni a clima temperato e artiche
Il congelamento anche parziale del carburante
può causare l’intasamento di filtri e problemi
nell’avviamento del motore
Parametri di accertamento delle proprietà del biodiesel: •Cloud Point •Crystallization onset temperature •Cold filter plugging point •Low temperature flow test
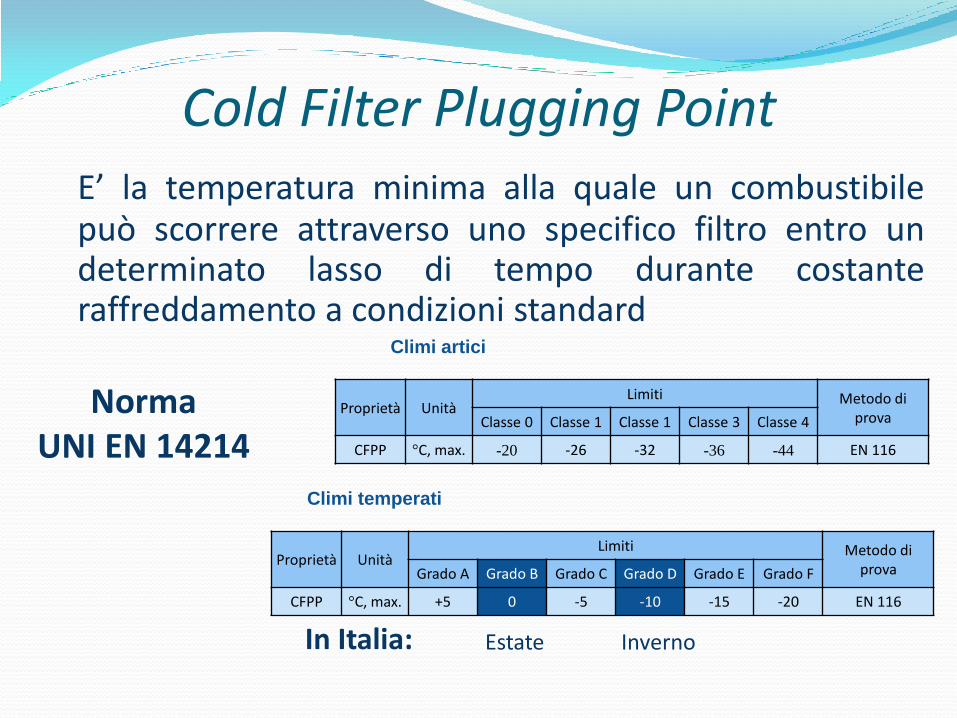
Cold Filter Plugging Point E’ la temperatura minima alla quale un combustibile
può scorrere attraverso uno specifico filtro entro un determinato lasso di tempo durante costante raffreddamento a condizioni standard
Norma UNI EN 14214
Inverno Estate In Italia:
Climi temperati
Proprietà Unità Limiti Metodo di
prova Grado A Grado B Grado C Grado D Grado E Grado F
CFPP °C, max. +5 0 -5 -10 -15 -20 EN 116
Climi artici
Proprietà Unità Limiti Metodo di
prova Classe 0 Classe 1 Classe 1 Classe 3 Classe 4
CFPP °C, max. -20 -26 -32 -36 -44 EN 116
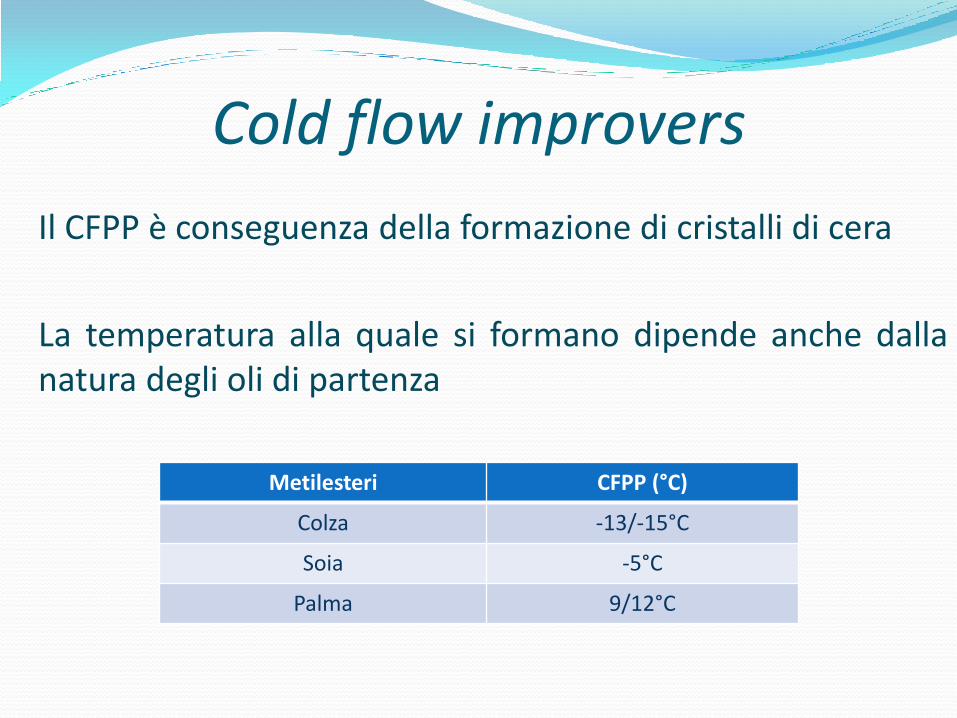
Cold flow improvers
Il CFPP è conseguenza della formazione di cristalli di cera
La temperatura alla quale si formano dipende anche dalla natura degli oli di partenza
Metilesteri CFPP (°C)
Colza -13/-15°C
Soia -5°C
Palma 9/12°C
L’aggiunta di cold flow improvers modifica la misura e la forma dei cristalli di cera. In questo modo:
• si riduce la possibilità di intasamento dei filtri
• si aumenta l’intervallo di temperatura alla quale un veicolo può operare
• si migliora la gestione del carburante
Cold flow improvers
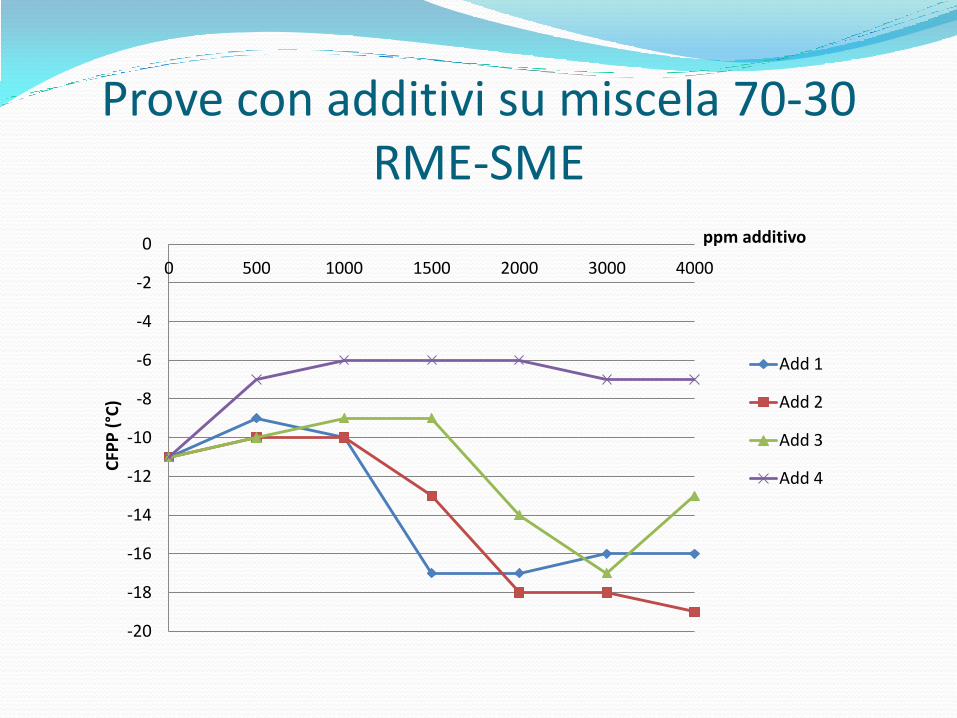
Prove con additivi su miscela 70-30 RME-SME
-20
-18
-16
-14
-12
-10
-8
-6
-4
-2
0
0 500 1000 1500 2000 3000 4000
CFP
P (
°C)
ppm additivo
Add 1
Add 2
Add 3
Add 4
Selezione oli grezzi
Oli grezzi provenienti da diverse matrici sono stati selezionati in base a:
CFPP
Numero di Iodio
Numero d’Acido
Costo
I campioni prescelti sono stati transesterificati
nell’impianto pilota presso i laboratori Desmet
Ballestra

Selezione oli grezzi
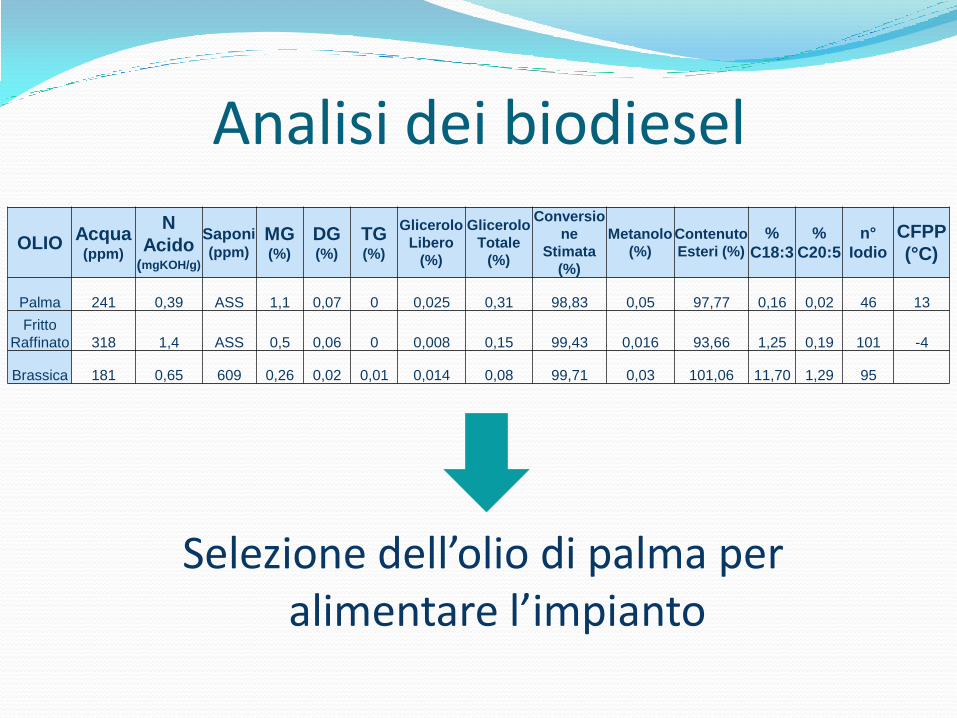
Analisi dei biodiesel
Selezione dell’olio di palma per alimentare l’impianto
OLIO Acqua (ppm)
N
Acido (mgKOH/g)
Saponi
(ppm) MG
(%)
DG
(%)
TG
(%)
Glicerolo
Libero
(%)
Glicerolo
Totale
(%)
Conversio
ne
Stimata
(%)
Metanolo
(%)
Contenuto
Esteri (%)
%
C18:3
%
C20:5
n°
Iodio
CFPP
(°C)
Palma 241 0,39 ASS 1,1 0,07 0 0,025 0,31 98,83 0,05 97,77 0,16 0,02 46 13
Fritto
Raffinato 318 1,4 ASS 0,5 0,06 0 0,008 0,15 99,43 0,016 93,66 1,25 0,19 101 -4
Brassica 181 0,65 609 0,26 0,02 0,01 0,014 0,08 99,71 0,03 101,06 11,70 1,29 95
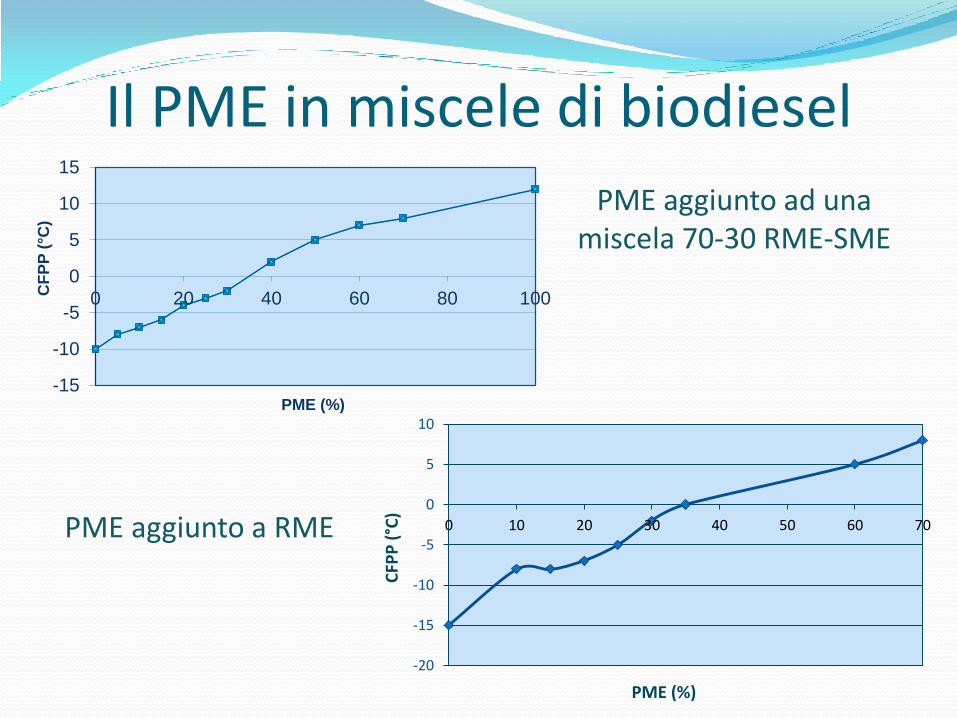
Il PME in miscele di biodiesel
-15
-10
-5
0
5
10
15
0 20 40 60 80 100CF
PP
(°C
)
PME (%)
-20
-15
-10
-5
0
5
10
0 10 20 30 40 50 60 70
CFP
P (
°C)
PME (%)
PME aggiunto ad una miscela 70-30 RME-SME
PME aggiunto a RME
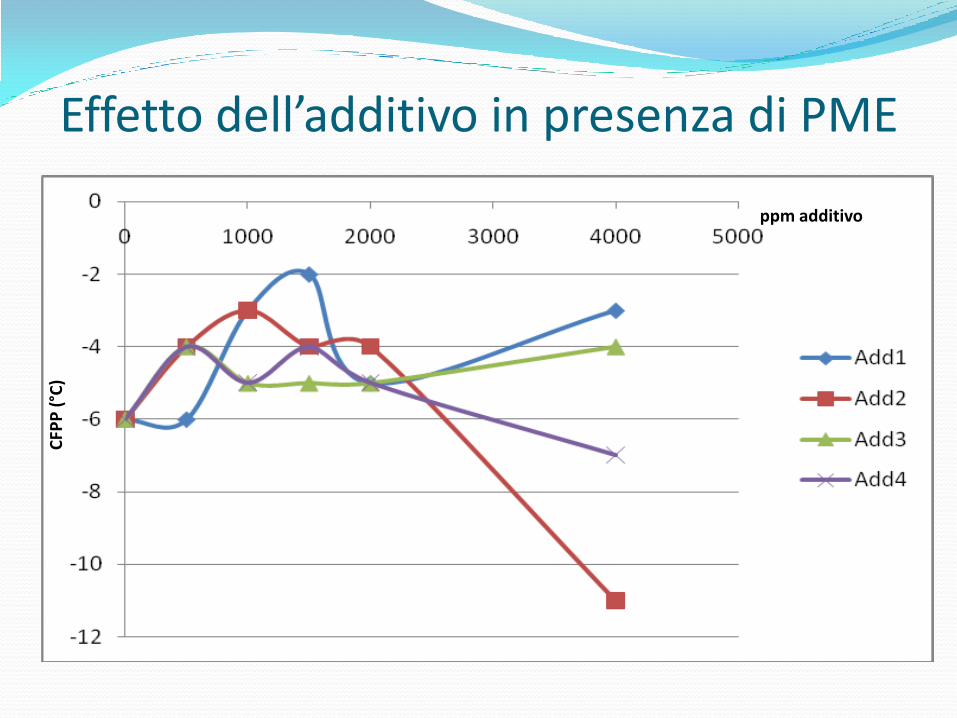
Effetto dell’additivo in presenza di PME
-12
-10
-8
-6
-4
-2
0
0 500 1000 1500 2000 2500 3000 3500 4000 4500
Serie1
Serie2
Serie3
Serie4
ppm additivo
CFP
P (
°C)
Risultati
Concentrazioni di PME crescenti innalzano il CFPP a causa della elevata presenza di acidi grassi saturi
In presenza di PME, l’additivo, a concentrazioni economicamente sostenibili, non solo non è efficace, ma fa aumentare il CFPP
Conclusione
Il PME può essere utilizzato a concentrazioni del 20-30% per blends estivi
Per blends invernali il PME si può usare solo a basse concentrazioni oppure con dosi massicce di additivo che annullano il vantaggio economico dell’utilizzo dell’olio di palma

















