DIPARTIMENTO DI INGEGNERIA MECCANICA, ENERGETICA E GESTIONALE (DIMEG) LABORATORIO DI TECNICA DEL CONTROLLO AMBIENTALE VIA P. BUCCI, Cubo 46/C - 87030 RENDE (CS) - Tel. 0984/494810 - Fax 0984/494668 C.F. 80003950781 - P.I. 00419160783 PROGETTO TEVERE SABINA – ALTO LAZIO Giornata di studio sul tema del trattamento e smaltimento dei rifiuti urbani: principi e prospettive organizzative ORTE (Interporto 7 giugno 2014 Rotary International Distretto 2080 DISSOCIAZIONE RIFIUTI SOLIDI URBANI ALLA LUCE DI NUOVE TECNOLOGIE Adolfo Sabato Organizzata dai Rotary Club: Roma Appia Antica – Cassia – Castelli Romani – Centenario Foro Italico – Mediterraneo – Nord – Ovest – Prati – Sud Ovest Flaminia Romana – Monterotondo – Rieti – Sabina Tevere Viterbo
Transcript
DIPARTIMENTO DI INGEGNERIA MECCANICA, ENERGETICA E GESTIONALE (DIMEG)
LABORATORIO DI TECNICA DEL CONTROLLO AMBIENTALE
VIA P. BUCCI, Cubo 46/C - 87030 RENDE (CS) - Tel. 0984/494810 - Fax 0984/494668 C.F. 80003950781 - P.I. 00419160783
PROGETTO TEVERE SABINA – ALTO LAZIO
Giornata di studio sul tema del trattamento e smaltimento
dei rifiuti urbani: principi e prospettive organizzative
ORTE (Interporto 7 giugno 2014
Rotary International Distretto 2080
DISSOCIAZIONE RIFIUTI SOLIDI URBANI
ALLA LUCE DI NUOVE TECNOLOGIE
Adolfo Sabato
Organizzata dai Rotary Club:
Roma Appia Antica – Cassia – Castelli Romani – Centenario
Foro Italico – Mediterraneo – Nord – Ovest – Prati – Sud Ovest
Flaminia Romana – Monterotondo – Rieti – Sabina Tevere
Viterbo
1
1. Sistemi tradizionali per lo smaltimento dei rifiuti.
Le discariche rappresentano il metodo “storico” di smaltimento dei rifiuti. La discarica è il luogo dove vengono stoccati indistintamente ed in modo definitivo tutti i tipi di rifiuto derivanti dalle attività umane. Nell’ordinamento italiano (D. Lgs. 13 gennaio 2003 n° 36, con il quale è sta recepita la Direttiva europea 99/31/CE, sono individuate tre tipologie differenti di discarica:
discarica per rifiuti inerti; discarica per rifiuti non pericolosi; discarica per rifiuti pericolosi.
Le discariche vengono realizzate generalmente in terreni argillosi e quindi impermea-bili, la cui impermeabilizzazione viene migliorata collocando uno o più strati di guaina impermeabile sul fondo, per impedire la diffusione nel terreno del liquame ricco di batteri (percolato), prodotto dalla decomposizione della frazione organica dei rifiuti causata dal passaggio dell’acqua piovana. Il sistema è completato con la realizzazione di un sistema di drenaggio del percolato, che viene raccolto ed inviato ad impianti per la depurazione. Nelle discariche si produce biogas, che può essere utilizzato per produrre energia elet-trica tramite la sua combustione. Le discariche hanno un grande impatto ambientale e producono un rilevante consumo di territorio. Allo stato attuale la tendenza è di utilizzarle solo effettuando la riqualificazione di quelle esistenti, individuando nuovi siti per alleviare i problemi nelle aree di crisi in at-tesa di realizzazione di impianti di minor impatto. 2. Linee programmatiche della Comunità Europea.
Nell’ambito del programma di revisione del sesto programma di azione in materia di am-biente e definizione delle priorità del settimo programma di azione in materia di am-biente, il Parlamento europeo, in data 20 aprile 2012, ha adottato una risoluzione con la quale sollecita l’adozione di un nuovo PAA (il settimo nella storia dell’Unione), con il quale affrontare le sfide ambientali per una crescita ed uno sviluppo equilibrati e ri-spettosi dell’ambiente, accelerando le manovre per rallentare i cambiamenti climatici in atto, dovuti alle azioni antropiche su tutto il pianeta, per ridurre il deterioramento dell'e-cosistema. Nel campo della gestione dei rifiuti, suggerisce di favorire l'introduzione di incentivi volti a sostenere la domanda di materiali riciclati, in particolare se incorporati nel prodotto finale. Richiede la piena attuazione della legislazione mediante:
a. rispetto della gerarchia, garantendo coerenza con le altre politiche dell'UE; b. determinazione di obiettivi di prevenzione, riutilizzo e riciclaggio più ambiziosi; c. netta riduzione della produzione di rifiuti; d. divieto di incenerimento dei rifiuti che possono essere riciclati o compostati; e. divieto rigoroso di smaltimento in discarica dei rifiuti raccolti separatamente.
Inoltre, invita la Commissione a studiare i modi migliori per realizzare il miglioramento dell'efficacia della raccolta dei rifiuti mediante:
a. espansione dell'applicazione del principio della responsabilità estesa del produt-tore;
2
b. pubblicazione di orientamenti riguardanti la gestione dei sistemi di recupero, rac-colta e riciclaggio;
c. investimenti nel riciclaggio delle materie prime e delle terre rare, per ridurre i pro-cessi di estrazione, raffinazione e riciclaggio delle terre rare per ridurre i rischi per l'ambiente;
d. miglioramento della raccolta e della separazione dei rifiuti per ottenere il miglior recupero di materiali in tutte le fasi del riciclaggio: raccolta, smaltimento, pretrat-tamento e riciclaggio/raffinazione.
Il quadro e le modalità di azione appaiono quindi chiare e lasciano spazio a poche li-bertà di manovra. 3. La produzione dei rifiuti in Europa ed in Italia.
L produzione dei rifiuti pro-capite, in Europa, è molto disomogenea; i consumi mag-giori si hanno in Danimarca, Lussemburgo e Germania, mentre nel resto d’Europa non differiscono molto da Stato a Stato1.
Fig. 1 – Numero di abitanti e produzione pro-capite di rifiuti in Europa.
Nella figura 1 sono riportati i valori del numero di abitanti e della produzione pro-ca-pite degli abitati dei vari Stati, riferiti agli ultimi dati ufficiali disponibili. Nella tabella I e nella figura 2 vengono riportate le modalità di smaltimento dei rifiuti nei diversi Stati membri. Si nota che solo la Germania ed i Paesi Bassi non avviano rifiuti allo smaltimento in di-scarica; in genere, tutti i Paesi del Nord Europa usano poco le discariche e molto gli in-ceneritori. Paesi come l’Italia (49%), la Grecia (82%), la Polonia (71%), il Portogallo (62%), la Spagna (58%) e il Regno Unito (49%) utilizzano molto le discariche; la Francia
1 Dati da:
Eurostat rapporto 04.03 .2013 Environment in the EU27 (Dati 2011)
Use of economic instruments and waste management performances European Commission (DG ENV) 2012
0,0E+00
1,0E+07
2,0E+07
3,0E+07
4,0E+07
5,0E+07
6,0E+07
7,0E+07
8,0E+07
9,0E+07
0
100
200
300
400
500
600
700
800
Austr
ia
Belg
io
Da
nim
arc
a
Fin
lan
dia
Fra
ncia
Ge
rman
ia
Gre
cia
Irla
nda
Isla
nd
a
Ita
lia
Lu
sse
mb
ur…
No
rve
gia
Pae
si B
assi
Polo
nia
Port
og
allo
Re
gn
o U
nito
Spa
gn
a
Sve
zia
Produzionepro-capite[kg/p]
Abitanti
Pro
du
zio
ne
p
ro-c
ap
ite
kg
/np]
N°
ab
ita
nti
3
invia quasi in egual misura discarica (31%) ed incenerimento (34%)
Rifiuti totali [t]
Rifiuti in discarica [t]
Rifiuti inceneritore [t]
Rifiuti riciclaggio [t]
Rifiuti a compost [t]
Austria 4.400.524 44.005,24 1.320.157,08 1.320.157,08 1.760.209,44
Tab. I – Produzione totale e modalità di smaltimento dei rifiuti nei diversi Stati membri
Fig. 2 – Modalità di smaltimento dei rifiuti nei diversi Stati membri.
In Italia, la quantità di rifiuti prodotta nell’anno cui si riferisce la statistica Eurostat è di 31.285.178 t. La composizione merceologica media del rifiuto, per una città d grandi
0,00E+00
5,00E+06
1,00E+07
1,50E+07
2,00E+07
2,50E+07
Austr
ia
Belg
io
Da
nim
arc
a
Fin
lan
dia
Fra
ncia
Ge
rman
ia
Gre
cia
Irla
nda
Isla
nd
a
Ita
lia
Lu
sse
mb
urg
o
No
rve
gia
Pae
si B
assi
Polo
nia
Port
og
allo
Re
gn
o U
nito
Spa
gn
a
Sve
zia
Rifiuti in discarica Rifiuti agli inceneritori Rifiuti per riciclaggio Rifiuti a compost
Rif
iuti
[t]
4
dimensioni del nostro Paese è riportata nella figura seguente. La quantità prodotta per ognuno dei componenti ivi indicati, è riportata nella figura 4.
Fig. 3 – Composizione percentuale del rifiuto 1.
Descrizione Quantità [t]
Materiale organico 10.355.394
Carta - cartone 5.005.628
Materiale plastico 6.569.887
Metalli 1.470.463
Tessile - legno 2.346.388
Vetro 1.001.126
Sotto vaglio mm. 20 2.471.529
Altro 2.064.822
Fig. 4 – Distribuzione della quantità totale di rifiuti 1.
4. Possibilità di riutilizzo del materiale recuperato.
Tra i materiali recuperati durante la selezione dei rifiuti, alcuni presentano un “pregio” economico significativo (materiali metallici, carta, vetro) e sono già oggetto di un im-portante recupero per il riutilizzo. Per altri materiali, al momento attuale, non sono in atto procedure rilevanti per il loro riutilizzo; per questi materiali analizzeremo lo stato di fatto e valuteremo le possibilità
1 Riferimento:
UNI 9246:1988 appendice A - Procedura di campionamento del rifiuto. Decreto legislativo 3 aprile 2006, n. 152, e successive modificazioni
Settembre 2012
Dati: Valore medio Città di grandi dimension
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
Mate
ria
leorg
anic
o
Ca
rta
-ca
rto
ne
Mate
ria
lepla
stico
Meta
lli
Tessile
-Leg
no
Vetr
o
Vag
lio m
m.
20 A
ltro
%
0,0E+00
2,0E+06
4,0E+06
6,0E+06
8,0E+06
1,0E+07
1,2E+07
Mate
ria
leorg
anic
o
Ca
rta
-ca
rto
ne
Mate
ria
lepla
stico
Meta
lli
Tessile
-Le
gn
o
Vetr
o
Vag
liom
m.
20
Altro
Qu
an
tità
[t]
5
di incremento future del recupero per il loro riutilizzo. Nella tabella seguente sono riepilogati i materiali interessati al processo e le quantità in gioco.
MATERIALE PLASTICO
6.569.887 t
METALLI
1.470.463 t
TESSILI E LEGNO
2.346.388 t
VETRO
1.001.126 t
SOTTO VAGLIO
2.471.529 t
ALTRO
2.064.820 t
Tab. II – Quantità di materiali utili per il recupero nei rifiuti.
Nella figura seguente è riportata una suddivisione più fine, ottenuta con gli stessi me-todi di campionamento e con riferimento alla cita Norma UNI 9246:1988 appendice A - Procedura di campionamento del rifiuto e al Decreto legislativo 3 aprile 2006, n° 152, e suc-cessive modificazioni, del materiale raccolto, che può essere usato per il riuso e il riciclo.
Fig. 5 – Distribuzione della quantità totale di rifiuti 1.
a) materiale organico
La quantità totale di materiale organico ammonta ad oltre 10.000.000 t. Il compostaggio industriale consiste nel trasformare la frazione umida dei rifiuti solidi urbani e gli scarti di produzione agricola e industriale biodegradabili in terriccio (compost) e concime. Dati riepilogativi sintetici sono riportati in Tab. III. Le quantità necessarie per i diversi usi sono riportati in Tab. IV. Allo stato attuale in Italia la quantità di umido trattata ammonta a 3.000.000 t, il compost commercializzato è pari a 1.200.000 t1. La quantità di umido non trattata am-monta ad oltre 7.000.000 t, per cui si potrebbe ottenere, qualora fosse trattata tutta la quota residua, una quantità di compost di circa 3.000.000 t, facilmente assorbibile dal mercato interno.
1 Dati da
:
PROGETTO C-STEP – REGIONE TOSCANA ATO 5 – ANNO 2012
0
5
10
15
20
25
30
35
Org
anic
o
Org
anic
o…
Org
anic
o…
Ca
rta
-ca
rto
ne
Gio
rnali
e…
Ca
rto
ne
Mate
ria
le…
Imb.
cellu
losic
i
Imb.
pla
stica
…
Imb.
pla
stica
…
Pla
stica…
Meta
lli
Imb.
allu
min
io
Imb.
accia
io
Altri m
eta
lli
Tessili
-leg
no
Tessili
e c
uoio
Imb.
leg
no
Vetr
o
Vag
lio m
m. 20
Altro
Rifiu
to u
rban
i…
Pan
no
lini-
…
Mate
ria
le in
ert
e
Vari
e
%
6
COMPOST DI QUALITÀ STANDARD MINIMO EXTRA STANDARD
MATERIALE Da raccolta differenziata
Da matrice biodegrabile con possibile utilizzo di fanghi di depurazione
Da qualsiasi rifiuto biodegradabile
USO Nessuna restrizione In agricoltura, su suoli non a rischio di conta-minazione
Non utilizzabile in agri-coltura; solo per ripri-stini ambientali ed in cantieri
Tab. III – Possibilità di utilizzo del compost1.
Tipo di impiego Dose Tipo di impiego Dose
Colture da rinnovo 25-30 t/ha Applicazione in buca di piantagione
5-20 t/ha
Foraggere 25-30 t/ha Allestimenti di giardini 30-40 t/ha
50-100 t/ha Costruzione del verde urba-no, ricreativi, sportivo.
50-100 t/ha
Fertilizzazione in copertura 40-60 t/ha Ripristino aree degradate 50-100 t/ha
Pacciamatura 30-100 t/ha Fertilizzazione in pre impianto 50-100 t/ha
Orticoltura 35-70 t/ha
Tab. IV – Quantità richieste di del compost1 in funzione dell’impiego.
b) materiale plastico
La quantità di materiale plastico recuperabile è indicata nella tabella seguente, ottenuta dai dati riportati nella figura 5.
Prodotto Quantità [t]
Imballaggi cellulosici 1.376.547,8
Imballaggi plastica flessibile 2.502.814,2
Imballaggi plastica rigida 2.002.251,4
Plastica pesante 688.273,9
Tab. V – Quantità di materiale plastico disponibile per il recupero.
1 Dati da: Tabella 7 del WORKING DOCUMENT ON SLUDGE AND BIOWASTE
n
7
Per la normativa italiana, tra i rifiuti in plastica derivanti dai rifiuti urbani possono essere riciclati solo i rifiuti classificati come imballaggi. La parte rimanente è raccolta come “materiali ingombranti” se di grandi dimensioni; i materiali di piccole dimensioni vengono smaltiti attraverso il circuito dei rifiuti indifferenziati.
La plastica separata dal resto dei rifiuti e raccolta per il recupero è costituita dai seguenti materiali:
Plastica in film buste e sacchetti di plastica, polietilene da imballo sottile ecc.;
Contenitori in plastica solo contenitori per liquidi (latte, acqua, bibite, detersivi, ecc.);
Altra plastica contenitori vari non per liquidi, plastica rigida per imballi, polistirene ed altri poliespansi, oggetti in plastica dura in ge-nere.
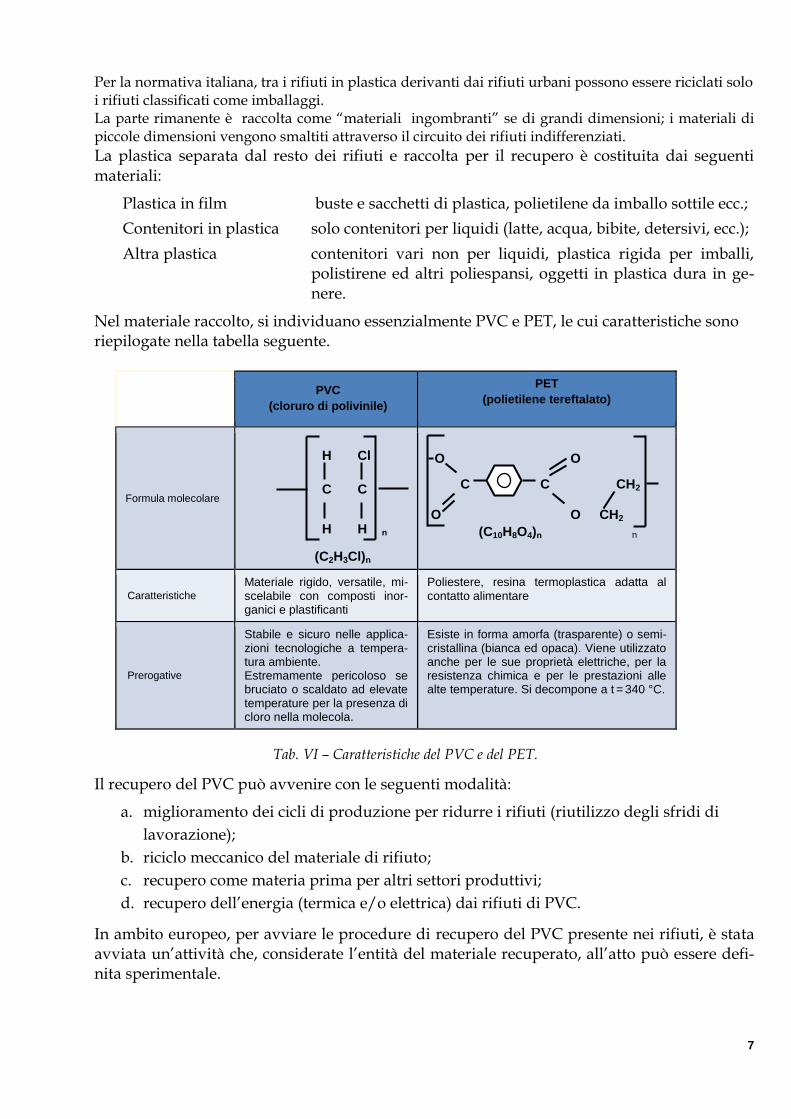
Nel materiale raccolto, si individuano essenzialmente PVC e PET, le cui caratteristiche sono riepilogate nella tabella seguente.
PVC
(cloruro di polivinile)
PET
(polietilene tereftalato)
Formula molecolare
H Cl
C C
H H n
(C2H3Cl)n
O O
C C CH2
O O CH2
(C10H8O4)n n
Caratteristiche
Materiale rigido, versatile, mi-scelabile con composti inor-ganici e plastificanti
Poliestere, resina termoplastica adatta al contatto alimentare
Prerogative
Stabile e sicuro nelle applica-zioni tecnologiche a tempera-tura ambiente. Estremamente pericoloso se bruciato o scaldato ad elevate temperature per la presenza di cloro nella molecola.
Esiste in forma amorfa (trasparente) o semi-cristallina (bianca ed opaca). Viene utilizzato anche per le sue proprietà elettriche, per la resistenza chimica e per le prestazioni alle alte temperature. Si decompone a t = 340 °C.
Tab. VI – Caratteristiche del PVC e del PET.
Il recupero del PVC può avvenire con le seguenti modalità:
a. miglioramento dei cicli di produzione per ridurre i rifiuti (riutilizzo degli sfridi di
lavorazione);
b. riciclo meccanico del materiale di rifiuto;
c. recupero come materia prima per altri settori produttivi;
d. recupero dell’energia (termica e/o elettrica) dai rifiuti di PVC.
In ambito europeo, per avviare le procedure di recupero del PVC presente nei rifiuti, è stata avviata un’attività che, considerate l’entità del materiale recuperato, all’atto può essere defi-nita sperimentale.
8
Il Consorzio volontario Vinyl Plus ha attuato un programma decennale (Vinyl 2010) con il quale ha recuperato oltre 200.000 t/anno di rifiuti plastici. I prodotti recuperati sono tubazioni, rivestimenti di tetti e profili di finestre con riciclo mec-canico. L’organizzazione Recovinyl facilita la raccolta, la selezione, lo smistamento e il riciclo di rifiuti misti in PVC post-consumo, essenzialmente nel setto-re edilizia e costruzioni. In Italia, nell’ambito del progetto Vinyl 2010, viene prodotto compound di PVC da rifiuti post consumo di manufatti compositi di PVC rigido e plastificato e da teloni in PVC. Il prodotto recuperato come riciclato meccanico ammonta a circa 70.000 t/a, e l’incidenza sul materiale presente nei rifiuti è di circa il 10%. Il recupero del PET è più complesso. Dopo la raccolta, il materiale realizzato col PET viene separato dalle altre plastiche ed inviato ai centri di riciclaggio, per la macinazione e succes-siva separazione e pulitura (rimozione di carta, metalli o altri materiali plastici). Il materiale ottenuto può essere utilizzato come:
prodotto tal quale per la realizzazione di tappeti, cinturini e contenitori per usi non alimentari;
prodotto miscelato (50% di riciclato)
contenitori per acque minerali e bevande analcoliche
Le possibili soluzioni per lo smaltimento del PET recuperato sono rappresentate schemati-camente nello schema seguente.
Fig. 6 – Diagramma di flusso possibilità di smaltimento del PET1.
Allo stato attuale, la situazione è quella riportata nella tabella seguente1.
DESCRIZIONE QUANTITÀ [t]
Recupero complessivo 1.357.742
Raccolta differenziata di imballaggi plastici 614.190
Recupero energetico totale 743.552
Tab. VII – Caratteristiche del PVC e del PET.
1 Fonte Corepla, Anno 2010
SMALTIMENTO
PET
RICICLAGGIO
CHIMICO
DEPOLIMERIZZAZIONE (prodotto di qualità)
RICICLAGGIO
MECCANICO
LAVORAZIONI
DI TIPO MECCANICO
RECUPERO
ENERGETICO
9
c) materiale tessile – legno
La quantità di fibre tessili e lego raccolta ammonta a 2.346.388 t. Il ciclo del circuito di recupero e riciclo è illustrato nella figura seguente1:
Fig. 7 – Raccolta e recupero del legno 1.
La raccolta ed il recupero delle fibre tessili è modesta; il recupero delle fibre tessili è in-dirizzato alla produzione di nuovi capi di vestiario. A metà anni ’90 una importante Azienda del settore ha sviluppato un processo di riciclaggio del tessuto denim. Più re-centemente, la raccolta di indumenti dismessi da impiegare come materia prima per nuovi capi di abbigliamento è diventata un’attività molto importante: in campo Euro-peo alcune Aziende recuperano abiti usati, riciclando parte del materiale per ottenere prodotti riciclabili/biodegradabili.
d) altro materiale
Il materiale residuo, al netto degli inerti, ammonta a 1.251.407,2 t. Quale può essere la destinazione dei materiali non trattati o non trattabili? Inviare tutto alla discarica non rappresenta una soluzione intelligente. E’ evidente che alcuni materiali, aventi un certo pregio energetico, possono essere trattati in modo differente. Nel prossimo paragrafo analizzeremo i sistemi che è possibile utilizzare.
Composizione
Rifiuto urbani speciali [t] 31.285,2
Pannolini-assorbenti [t] 1.032.410,9
Materiale inerte [t] 782.129,5
Varie [t] 187.711,1
Totale [t] 2.033.536,7
Tab. VIII – Caratteristiche del PVC e del PET.
1 Dati da:
Consorzio Nazionale per la raccolta e il recupero e il riciclaggio degli Imballaggi di legno. n
RIFIUTI RICICLABILI (*)
BANCALI CASSETTE PER LA FRUTTA
CASSE DA IMBALLAGGIO
TRAVI DA DEMOLIZIONE
ASSI
PALLETS
MOBILI VECCHI
BOBINE CAVI ELETTRICI
POTATURE
10
5. Sistemi innovativi per il trattamento dei rifiuti solidi urbani.
La crescente difficoltà di effettuare lo smaltimento in discarica dei rifiuti solidi urbani ha reso indifferibile la valutazione dell’applicabilità di nuovi sistemi tecnologicamente avanzati e sostenibili dal punto di vista ambientale. Tra i processi innovativi, quelli che prevedono la dissociazione molecolare, ai fini dell’ottenimento di combustibili rinnovabili allo stato gassoso o liquido, sembrano quelli che consentono di raggiungere con maggiore facilità gli obiettivi sopra cennati. Tra i sistemi di dissociazione, particolarmente significativi sono quelli che utilizzano il plasma come vettore termico per la dissociazione. A valle delle attività di selezione dei materiali per il riciclo, il materiale residuo deve es-sere smaltito, attraverso uno dei sistemi attualmente disponibili sul mercato, che sono essenzialmente:
a. impianti cosiddetti di termovalorizzazione;
b. impianti di scissione molecolare con produzione di gas di sintesi.
Nella normativa europea di riferimento (Direttiva 2000/76/CE sull’incenerimento), en-trambe le tecnologie, sebbene impropriamente per quanto concerne la tecnica di disso-ciazione molecolare, sono classificate come impianti di incenerimento (cfr. Art. 3), in quanto è classificato come impianto di incenerimento “qualsiasi unità ed attrezzatura tecnica, fissa o mobile, destinata al trattamento termico dei rifiuti con o senza recupero del calore di combustione.” Il processo di termovalorizzazione del rifiuto consiste, come ben noto, in un processo di ossidazione delle sostanze organiche comprese nei rifiuti, che costituiscono il combusti-bile, il cui scopo è la produzione di energia (elettrica e termica) nonché la conversione dei rifiuti in solidi essenzialmente inerti, in modo da ridurne il volume e la massa. Durante l’esercizio di questi impianti, nonostante le rassicurazioni degli addetti ai la-vori, si osserva la formazione di sostanze inquinanti; alcune di queste sono sempre pre-senti, in quanto la loro neutralizzazione è praticamente impossibile da realizzare; altre, si formano se il processo di incenerimento non viene attentamente monitorato. Le polveri sottili costituiscono gli inquinanti praticamente ineliminabili prodotti dagli impianti di incenerimento. Negli impianti di incenerimento, il processo di combustione deve possedere un grado elevato di turbolenza, onde consentire una combustione pressoché completa del rifiuto. Il gas di combustione agisce, in ambiente turbolento, come vettore di trasporto per tutte le particelle, le quali sono di dimensioni variabili; quelle di diametro inferiore (fino a 10
m), sfuggono ai sistemi di filtraggio a maniche o ai filtri elettrostatici, in quanto questi
sistemi non riescono a trattenere le particelle aventi dimensioni inferiori a 10 m.
Inoltre, l’acqua, sempre presente nelle emissioni degli inceneritori, è responsabile del trasporto aereo dell’acido cloridrico sciolto, una delle cause preminenti nella forma-zione del fenomeno delle piogge acide. Infine, negli inceneritori, a causa dell’elevato valore dell’eccesso d’aria con cui deve av-venire la combustione, con conseguente realizzazione di un ambiente molto ricco di os-sigeno, si origina la produzione di diossine e furani. Infatti queste si formano come combinazione tra componenti organici con anelli aroma-tici e cloro e questa combinazione viene favorita dalla presenza, in grandi quantità, di ossigeno, con conseguente necessità di realizzare costose camere di post combustione,
11
che mitigano gli effetti della reazione organica, ma non ne eliminano completamente la presenza. 5.1 Impianti di scissione molecolare con produzione di gas di sintesi.
Lo smaltimento dei rifiuti mediante scissione molecolare con produzione di gas di sin-tesi, può avvenire per mezzo di diversi processi. Il processo di decomposizione termochimica di materiali organici può essere ottenuto fornendo calore in assenza pressoché completa di agente ossidante (ossigeno, assente a meno della quantità contenuta nel materiale che viene dissociato), sfruttando un flusso caldo di un gas inerte quale l’azoto, oppure fornendo modeste quantità di ossigeno du-rante il processo di riscaldamento. In entrambi i casi, il materiale organico, durante il riscaldamento, subisce la rottura dei legami chimici originari, con formazione di molecole più semplici. Il processo di dissociazione molecolare ottenuto in completa assenza di ossigeno è detto pirolisi. Esso trasforma il materiale dallo stato solido in prodotti liquidi (tar), gassosi (syngas), e solidi (char), in proporzioni che dipendono dal metodo di pirolisi utilizzato (veloce, lento, o convenzionale). Quando la rottura dei legami chimici viene ottenuta grazie al riscaldamento del mate-riale in presenza di ossigeno, si realizza un processo di combustione che genera calore e produce composti gassosi ossidati. La composizione chimica ed il potere calorifico del syngas dipendono dalle caratteristi-che del rifiuto trattato, comunque i principali componenti sono: idrogeno (H2), metano (CH4), monossido di carbonio (CO) e biossido di carbonio (CO2). Allo stato attuale, i sistemi maggiormente utilizzati per la produzione di syngas dai ri-fiuti, operano in ambiente leggermente ossidante, in presenza di piccole quantità di os-sigeno, e si distinguono essenzialmente in:
impianti a temperatura medio/bassa 400 °C ÷ 650 °C impianti ad elevata temperatura 1000 °C ÷ 1300 °C impianti ad elevatissima temperatura 5000 °C ÷ 13000 °C impianti ad induzione 1100 °C ÷ 1700 °C
5.2 Impianti a temperatura medio/bassa
Negli impianti a temperatura medio/bassa, un bruciatore di servizio, funzionante a gas naturale e installato nella parte superiore del contenitore ove avviene la gassificazione, viene avviato per creare le condizioni di innesco; una volta avviato il processo, il bru-ciatore viene spento e il processo si sostiene grazie alla parziale ossidazione del carbo-nio presente nei rifiuti. Nel caso il processo di gassificazione rallenti, per effetto della diminuzione di temperatura all’interno del sistema, il processo di dissociazione mole-colare viene riattivato con l’entrata in funzione del bruciatore. Il limite di questa tecnologia consiste nel fatto che, ogni volta che è richiesto l’intervento del bruciatore, è necessario insufflare aria in eccesso per consentire la combustione del gas e questo comporta un aumento della possibilità di formazione di diossine e di ossidi di azoto.
Ciclone Rimozione dei trascinamenti oleosi e particolati più pesanti
Sistema di raffreddamento
Sistema di filtrazione a letto di soda e carboni attivi
Assorbimento dei trascinamenti e neutralizzazione dei gas acidi (metalli pesanti, alogeni, TAR)
Colonna di lavaggio a doppio stadio
Correzione finale e rimozione dei gas acidi e TAR più leggeri, ed eventuale blocco di idrogeno solforato
Sistemi aggiuntivi specifici Rimozione componenti aggiuntive (diossine, furani, ecc.)
Tab. IX – Composizione tipica del sistema di lavaggio del gas.
Il gas prodotto, caratterizzato da presenza trascurabile di particelle solide, assenza pres-soché totale di composti solforosi e di NOx, e nel quale i vapori metallici sono assenti, viene sottoposto a purificazione per la indubitabile presenza di composti organici del cloro e di gas acidi e per ottenere la rimozione degli idrocarburi pesanti e del partico-lato. Nella tabella VIII è riportata la composizione tipica di un sistema di lavaggio del gas per questa tipologia di impianto. I prodotti trattenuti durante la fase di purificazione, in fase solida o liquida (particelle solide, idrocarburi pesanti, catrami ecc.) vengono reinseriti nel sistema di gassificazione, per l’ulteriore recupero energetico.
Fig. 8 – Schema a blocchi di un impianto di produzione syngas.
Nell’impianto che tratta i rifiuti solidi urbani, vengono immessi rifiuti sottoposti a sele-zione, quindi senza metalli, vetro e plastiche. E’ possibile, però, che piccole quantità di questi materiali possano arrivare nella camera di gassificazione con il sottovaglio, che è sempre piuttosto sporco. In ogni caso, una immissione di materiale plastico aumenta l’efficienza della torcia in quanto aumenta il potere calorifico del syngas prodotto. Il materiale a base di carbonio si trasforma in gas, vapore d’acqua e residuo solido (sali minerali), quindi la presenza di vetri è dovuta al materiale contenuto nel sottovaglio.
CELLA DI
DISSOCIAZIONE
MOLECOLARE
MASSA DI CARICO(100%)
CENERI (5%)
FILTRI
GAS
SYNGAS
13
Nelle ceneri, che rappresentano circa il 5% del materiale immesso nell’impianto, non sono presenti residui carboniosi, ma la presenza di re- sidui metallici e di vetro le rende inutilizzabili in agricoltura. 5.3 Impianti a temperatura elevata ed elevatissima
Gli impianti a temperatura elevata ed elevatissima, utilizzano il plasma come vettore termico. Il plasma è un gas ionizzato composto da ioni, elettroni e particelle neutre. Ioni e neutri sono considerati particelle pesanti e possono essere in uno stato eccitato a causa dell’elevata energia contenuta nel plasma. Particelle in stati eccitati possono tornare allo loro stato fondamentale per mezzo di emissione fotonica. La miscela di ioni, elettroni, neutri in stato ground, specie eccitate, e fotoni viene detta plasma se la carica positiva bilancia quella negativa, cioè il plasma globalmente risulta essere elettricamente neutro. Diversamente dai gas ordinari, i plasmi sono elettricamente conduttivi, a causa della presenza di portatori di carica liberi, e possono raggiungere conduttività elettriche maggiori di quelle dei metalli a temperatura ambiente. Anche la conduttività termica di un plasma differisce in modo significativo da quella di un gas. Trascurando i processi di termodiffusione, il gas cede energia all’ambiente circostante solo per conduzione ato-mica (collisione atomo-atomo), mentre il plasma perde energia anche per diffusione di energia chimica (energia di dissociazione) oltre che per processi di conduzione termica degli altri costituenti del plasma (elettroni e ioni). Consideriamo un gas contenuto in un recipiente chiuso e forniamo calore. Quando la temperatura raggiunge un valore sufficientemente alto, le molecole del gas si dissociano in singoli atomi. Questi si muovono rapidamente in modo caotico, entrando in collisione tra loro in modo del tutto casuale. La velocità media del moto termico disordinato degli atomi, cresce proporzionalmente alla radice quadrata della temperatura assoluta del gas. Essa è tanto più grande quanto più legge- ro è il gas, cioè quanto più piccolo è il numero atomico della sostanza.
Stato Solido Stato Liquido Stato Gassoso Plasma
Fig. 9 – Stati della materia
L’atomo è costituito dal nucleo, carico positivamente, nel quale è concentrata quasi tutta la massa dell’atomo, e dagli elettroni, in orbita intorno al nucleo. Nell’urto tra un atomo ed una qualsiasi particella veloce, uno degli elettroni più esterni può essere strappato dall’atomo, che si trasforma così in uno ione positivo. E’ proprio questo fenomeno di ionizzazione a caratterizzare in gran parte il processo di riscaldamento della materia. A temperature piuttosto elevate il gas quindi risulta composto sostanzialmente da ioni positivi e da elettroni liberi strappati agli atomi. Con l’aumentare della temperatura, la
14
percentuale degli ioni e degli elettroni nella miscela aumenta. Quando il gas, in equili-brio termico con l’ambiente che lo circonda, raggiunge la temperatura di alcune decine di migliaia di gradi, la maggior parte degli atomi che lo costituiscono risulta ionizzata. Maggiore è il numero atomico, maggiore è il numero degli elettroni nell’atomo e più forte è il legame degli elettroni degli strati più interni col nucleo atomico. Per queste ra-gioni la ionizza- zione completa degli atomi di elementi pesanti avviene solo a tempe-rature molto alte (decine di milioni di °C). Nel suo insieme, il gas continua però a re-stare neutro, perché la ionizzazione non produce eccessi di cariche. Esempi di plasmi naturali sono i lampi e l’aurora boreale. Questi due fenomeni di pla-sma avvengono rispettivamente ad alta e bassa pressione. La pressione del plasma in-fluenza non solo la propria luminosità (bassa nei plasmi tenui) ma anche l’energia delle varie componenti del plasma e il loro stato termodinamico. I plasmi vengono caratteriz-zati in termini di temperatura elettronica e del numero di particelle cariche per unità di volume, come mostrato nella figura seguente.
Fig. 10 – Tipi di plasma
Il plasma, che nell’utilizzo di nostro interesse è parzialmente ionizzato, viene prodotto mediante archi elettrici ad alta corrente, generati in un gas a pressione atmosferica.
Le particelle di plasma interagiscono con le molecole
del rifiuto
Le molecole del rifiuto sono dissociate in componenti
atomici
Ricombinazione verso molecole con struttura
semplice
Fig. 11 – Dissociazione del rifiuto in molecole più semplici
In tal modo gli atomi del gas vengono parzialmente ionizzati, generando il plasma.
109 1015 1021 1027
[Particelle cariche/ m3 ]
104
106
108
Nucleo del Sole
Fulmini
NebuloseCorona Solare
Le particelle di plasma
interagiscono con le
molecole del rifiuto
Le molecole del rifiuto
sono dissociate
in componenti atomici
Ricombinazione verso
molecole con struttura
semplice
15
Questo gas ionizzato, denominato “plasma termico”, è generato da un sistema chiamato “torcia al plasma”. Tra gli elettrodi della torcia, si stabilisce una differenza di potenziale, per cui si genera un arco elettrico alimentato generalmente da corrente continua, in modo da generare il plasma. La torcia converte l’energia elettrica in calore e il plasma trasporta l’energia termica al rifiuto da smaltire. Come fluido da ionizzare può essere utilizzata aria, azoto, argon. Le torce possono essere del tipo ad arco trasferito e del tipo ad arco non trasferito. Nelle torce del primo tipo, l’arco elettrico viene generato tra un elettrodo interno alla torcia ed uno esterno. Nel secondo tipo di torcia, l’arco elettrico è generato tra gli elettrodi posti all’interno della torcia. La temperatura degli elettroni e ioni del plasma è dell’ordine di 1-2 eV che corrispon-dono ad una temperatura media della massa del gas di processo compresa fra 10.000 e 20.000 °C. Il gas ionizzato provoca la decomposizione delle molecole organiche, mentre i materiali inorganici vengono ridotti in cenere, negli impianti che funzionano a temperatura più bassa, ed in scorie vetrificate negli altri. Nella zona di reazione, ove i rifiuti organici si decompongono, il carbonio è libero di reagire con l’ossigeno, formando un gas di sintesi essenzialmente composto da ossido di carbonio ed idrogeno molecolare. Nei processi chimici legati alle varie fasi, non si hanno emissioni di gas tossici, quali diossine, furani e SVOCs (Composti Organici Volatili Semilavorati), non si ha produ-zione di scorie e ceneri di fondo contenenti materiali incombusti e metalli pesanti, e non vengono prodotte ceneri volanti contenenti metalli pesanti (cadmio, mercurio, piombo, ecc). I principali prodotti generati dal processo sono:
Gas di sintesi: tutti gli elementi organici contenuti nei Rifiuti Solidi Urbani si trasforma- no in gas di sintesi, essenzialmente composto da N2 (48,4%), H2 (14,5%), CO (21%), CO2 (9,7%), con qualche percentuale di CH4 (1,6%) e O2 (2,4%), biossido di carbonio e me-tano.
Ceneri alcaline (negli impianti a temperatura elevata): gli elementi inorganici vengono trasformati in ceneri alcaline. Il materiale ottenuto, pari a circa il 5% del materiale im-messo nel sistema, è utilizzabile come ammendante nell’agricoltura oppure come stabi-lizzanti di cementi e calcestruzzi.
Materiale di tipo lavico (negli impianti a temperatura elevatissima): gli elementi inorga-nici vengono fusi e trasformati in una roccia di tipo vulcanico, una specie di lava total-mente inerte e non tossica, a bassissima viscosità, nella cui matrice vetrosa sono inglo-bati e totalmente inertizzati i metalli pesanti. Il materiale di sintesi ottenuto è utilizza-bile come materiale da costruzione (es., massicciate stradali, conglomerato cementizio, materiale di riempimento ecc.). Le fasi del processo di dissociazione dei rifiuti sono riportate nella figura 6. All’inizio, il materiale (solido, liquido o allo stato gassoso) viene inserito nel contenitore. La disso-ciazione in ambiente riducente, sigillato e leggermente in depressione avviene nel cro-giolo. Nello scambiatore di calore il syngas in uscita dal crogiolo viene raffreddato e successivamente filtrato in apposi filtri. Infine, nelle colonne impaccate, avviene la neu-tralizzazione del syngas.
16
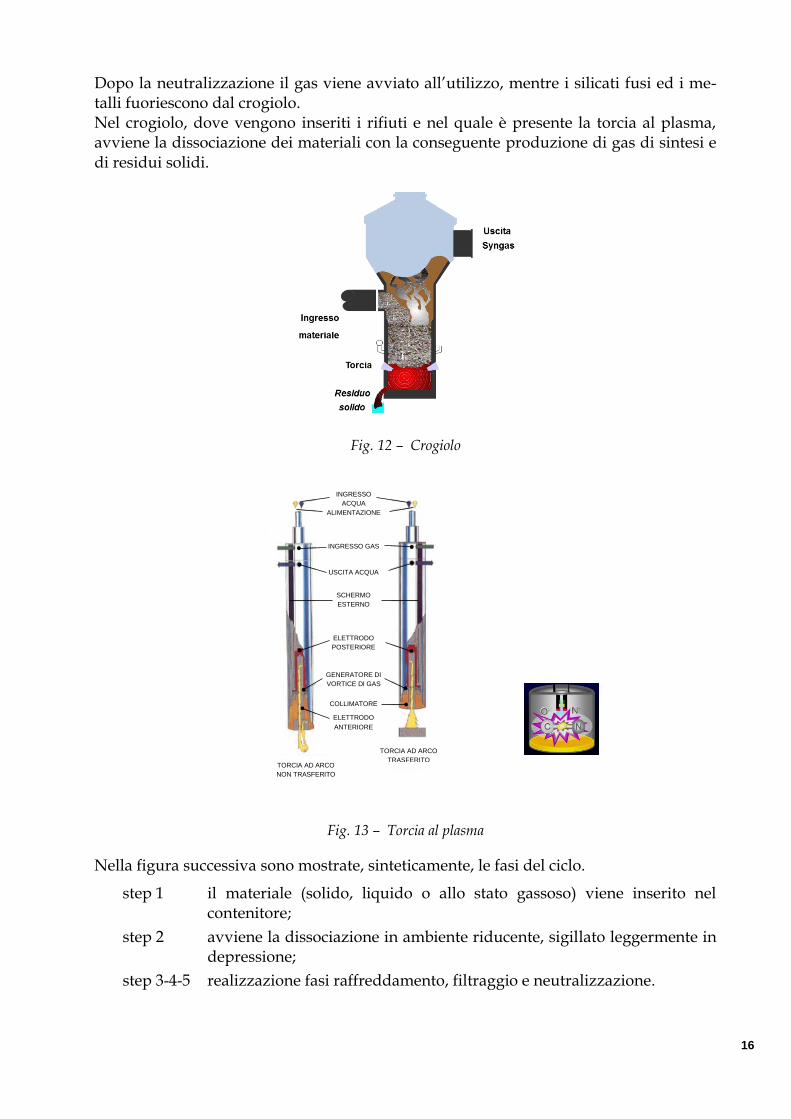
Dopo la neutralizzazione il gas viene avviato all’utilizzo, mentre i silicati fusi ed i me-talli fuoriescono dal crogiolo. Nel crogiolo, dove vengono inseriti i rifiuti e nel quale è presente la torcia al plasma, avviene la dissociazione dei materiali con la conseguente produzione di gas di sintesi e di residui solidi.
Fig. 12 – Crogiolo
Fig. 13 – Torcia al plasma
Nella figura successiva sono mostrate, sinteticamente, le fasi del ciclo.
step 1 il materiale (solido, liquido o allo stato gassoso) viene inserito nel contenitore;
step 2 avviene la dissociazione in ambiente riducente, sigillato leggermente in depressione;
step 3-4-5 realizzazione fasi raffreddamento, filtraggio e neutralizzazione.
TORCIA AD ARCO TRASFERITO
TORCIA AD ARCO NON TRASFERITO
INGRESSO ACQUA
ALIMENTAZIONE
INGRESSO GAS
USCITA ACQUA
SCHERMO
ESTERNO
ELETTRODO POSTERIORE
GENERATORE DI
VORTICE DI GAS
COLLIMATORE
ELETTRODO
ANTERIORE
17
Fig. 14 – Diagramma di flusso del processo
Il gas di sintesi può trovare diversi utilizzi. Da esso si può produrre idrogeno oppure può essere utilizzato per produrre elettricità e calore, oppure combustibili sintetici come etanolo o syn-diesel. Il processo di conversione del syngas in diesel-sintetico o etanolo avviene tramite il pro-cesso Fischer-Tropsch. La produzione di energia termica ed elettrica può essere ottenuta utilizzando impianti a ciclo combinato, oppure impianti che utilizzano motori endotermici. Gli impianti a ciclo combinato, dei quali nella figura seguente è riportato un tipico schema funzionale, utilizzano il syngas per alimentare una turbina a gas; i gas esausti in uscita dalla turbina vengono raffreddati in uno scambiatore di calore, ove viene pro-dotto vapore che alimenta una turbina sul cui asse è calettato un generatore di corrente. Il calore, che può essere utilizzato all’esterno della centrale, è ottenuto dal condensatore del ciclo termodinamico a vapore. Questa tipologia di impianto presenta un buon rendimento elettrico.
Fig. 15 – Schema funzionale per un impianto a ciclo combinato.
Serbatoio
Carico
Crogiolo Scambiatore
di calore
Filtro Colonne
Impaccate
All'utilizzo
Residuo
Solido
Pompe
Acqua dal condensatore
Al condensatore
Pompa
msyngas = 1,66 Nm3/s
p.c.i. = 10,5 MJ/Nm3
E = 17,5 MJ
Output elettrico
6,78 MJ
5,135 MJ
Output elettrico
0,98 MJ
Condensatore
ma = 1,92 kg/s
t = 673 K
p = 41 bar
4,6 MJ
Output elettrico lordo totale = 7,76 MJRendimento elettrico totale = 44 %
Rendimento tewrmico totale = 26 %
Compressore Turbine a Gas
Turbina a Gas
Generatore
Generatore
Combustore
18
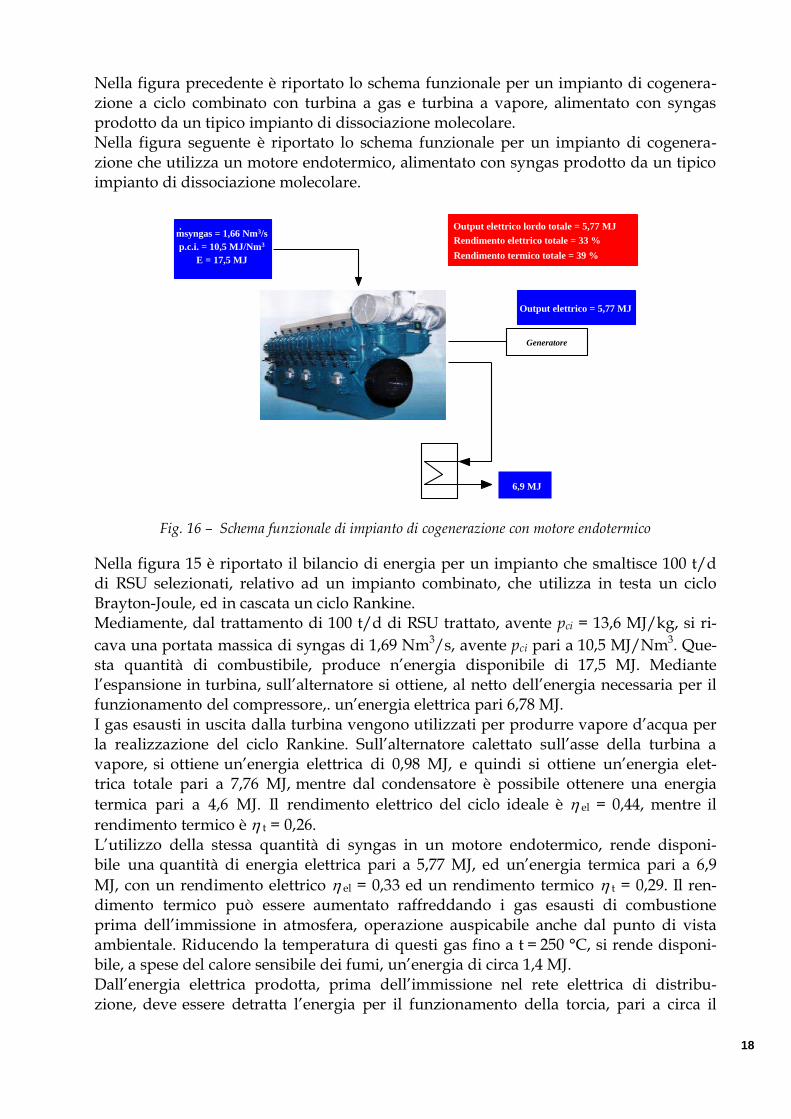
Nella figura precedente è riportato lo schema funzionale per un impianto di cogenera-zione a ciclo combinato con turbina a gas e turbina a vapore, alimentato con syngas prodotto da un tipico impianto di dissociazione molecolare. Nella figura seguente è riportato lo schema funzionale per un impianto di cogenera-zione che utilizza un motore endotermico, alimentato con syngas prodotto da un tipico impianto di dissociazione molecolare.
Fig. 16 – Schema funzionale di impianto di cogenerazione con motore endotermico
Nella figura 15 è riportato il bilancio di energia per un impianto che smaltisce 100 t/d di RSU selezionati, relativo ad un impianto combinato, che utilizza in testa un ciclo Brayton-Joule, ed in cascata un ciclo Rankine. Mediamente, dal trattamento di 100 t/d di RSU trattato, avente pci = 13,6 MJ/kg, si ri-
cava una portata massica di syngas di 1,69 Nm3/s, avente pc i pari a 10,5 MJ/Nm3. Que-sta quantità di combustibile, produce n’energia disponibile di 17,5 MJ. Mediante l’espansione in turbina, sull’alternatore si ottiene, al netto dell’energia necessaria per il funzionamento del compressore,. un’energia elettrica pari 6,78 MJ. I gas esausti in uscita dalla turbina vengono utilizzati per produrre vapore d’acqua per la realizzazione del ciclo Rankine. Sull’alternatore calettato sull’asse della turbina a vapore, si ottiene un’energia elettrica di 0,98 MJ, e quindi si ottiene un’energia elet-trica totale pari a 7,76 MJ, mentre dal condensatore è possibile ottenere una energia
termica pari a 4,6 MJ. Il rendimento elettrico del ciclo ideale è el = 0,44, mentre il
rendimento termico è t = 0,26. L’utilizzo della stessa quantità di syngas in un motore endotermico, rende disponi-bile una quantità di energia elettrica pari a 5,77 MJ, ed un’energia termica pari a 6,9
MJ, con un rendimento elettrico el = 0,33 ed un rendimento termico t = 0,29. Il ren-dimento termico può essere aumentato raffreddando i gas esausti di combustione prima dell’immissione in atmosfera, operazione auspicabile anche dal punto di vista ambientale. Riducendo la temperatura di questi gas fino a t = 250 °C, si rende disponi-bile, a spese del calore sensibile dei fumi, un’energia di circa 1,4 MJ. Dall’energia elettrica prodotta, prima dell’immissione nel rete elettrica di distribu-zione, deve essere detratta l’energia per il funzionamento della torcia, pari a circa il
msyngas = 1,66 Nm3/s
p.c.i. = 10,5 MJ/Nm3
E = 17,5 MJ
6,9 MJ
Output elettrico lordo totale = 5,77 MJ
Rendimento elettrico totale = 33 %
Rendimento termico totale = 39 %
Generatore
Output elettrico = 5,77 MJ
19
45% per l’impianto a temperatura elevatissima, e a circa l’11% per l’impianto a tempe-ratura elevata. La possibilità di utilizzare nella torcia, oltre agli RSU, altri materiali, come i materiali plastici disponibili a valle della separazione conseguente alla raccolta differenziata, au-menta significativamente il rendimento del processo. Ad esempio, se al materiale base che costituisce il prodotto utilizzato nei cicli termodinamici precedentemente illustrati, si aggiunge il 10% di plastica de il 10% di residui di pneumatici, di modo che il potere calorifico inferiore passa da pci = 13,6 MJ/kg al valore pci = 17,3 MJ/kg (incremento di
circa il 25%), la quantità di syngas passa da 1,69 Nm3/s al valore 1,84 Nm3/s, con evi-denti benefici sul bilancio energetico ed economico. Il sistema di dissociazione molecolare permette di trattare, oltre agli RSU e CDR, di-verse tipologie di rifiuti e scarti industriali all’interno dello stesso ciclo di trattamento, compatibilmente con la legislazione vigente. Le sostanze che possono essere trattate sono:
PCBs o sostanze organiche clorurate;
rifiuti ospedalieri e farmaceutici;
rifiuti derivanti da allevamenti animali
pneumatici usati e plastica mista non riciclabile;
rifiuti domestici tossici e non tossici;
rifiuti industriali tossici e non tossici ;
rifiuti da raffinerie e industria petrochimica;
oli minerali e vegetali;
biomasse vegetali;
materiali inorganici. 6. Impatto ambientale del processo al plasma.
Dal punto di vista ambientale, l’impianto di produzione di energia elettrica e termica offre sicure garanzie di impatto ambientale trascurabile. Esso è caratterizzato dalla emissione pressoché nulla di diossina e furani:
PCDD/PCDF < 0.009 g/Nm3
Fig. 17 - Raffronto fra le emissioni di un inceneritore e quelle di un impianto al plasma [ppm]
0
20
40
60
80
100
120
140
160
180
200
1 2 3 4 5
50
35
50
200
30
0,45 0,035
29 25
0,03
Inceneritore
Plasma
SO2 HCl CO NOX Polveri
pp
m
20
Gli inquinanti gassosi immessi in atmosfera presentano un livello molto basso. Nella fi-gura seguente è riportato un raffronto fra le emissioni di un impianto di incenerimento tradizionale e quelle di un impianto di dissociazione molecolare al plasma che produce energia. Nella figura seguente è riportato il confronto fra i metalli pesanti emessi da un impianto di incenerimento e quelli emessi da un impianto di dissociazione molecolare al plasma che produce energia.
Fig. 18 –Emissioni di metalli pesanti di un inceneritore e di un impianto al plasma [g/Nm3]
L’inquinamento è inferiore anche per la possibilità di utilizzare cicli termodinamici più efficienti. Gli impianti per la produzione d’energia elettrica associati ad un sistema di gassificazione al plasma possono utilizzare, come precedentemente detto, un ciclo com-binato, che ha una elevata efficienza complessiva, mentre con gli impianti di inceneri-mento si può utilizzare solo il ciclo Rankine, che ha rendimenti complessivi molto più bassi. In alternativa, come detto precedentemente, un impianto composto da una sezione di gassificazione al plasma abbinata ad un reattore FTS è in grado di ottenere combustibili liquidi con una elevata efficienza. Questa opzione non può essere realizzata negli im-pianti di incenerimento. Col processo di gassificazione mediante plasma, può essere ottenuto idrogeno, sempli-cemente per separazione. Questa possibilità non esiste per gli impianti di inceneri-mento. Infine, l’impianto di gassificazione al plasma consente, contrariamente a quanto possi-bile con gli inceneritori, di trattare contestualmente diverse tipologie di rifiuti. 7. Esempi di utilizzo dei sistemi al plasma ad elevata temperatura
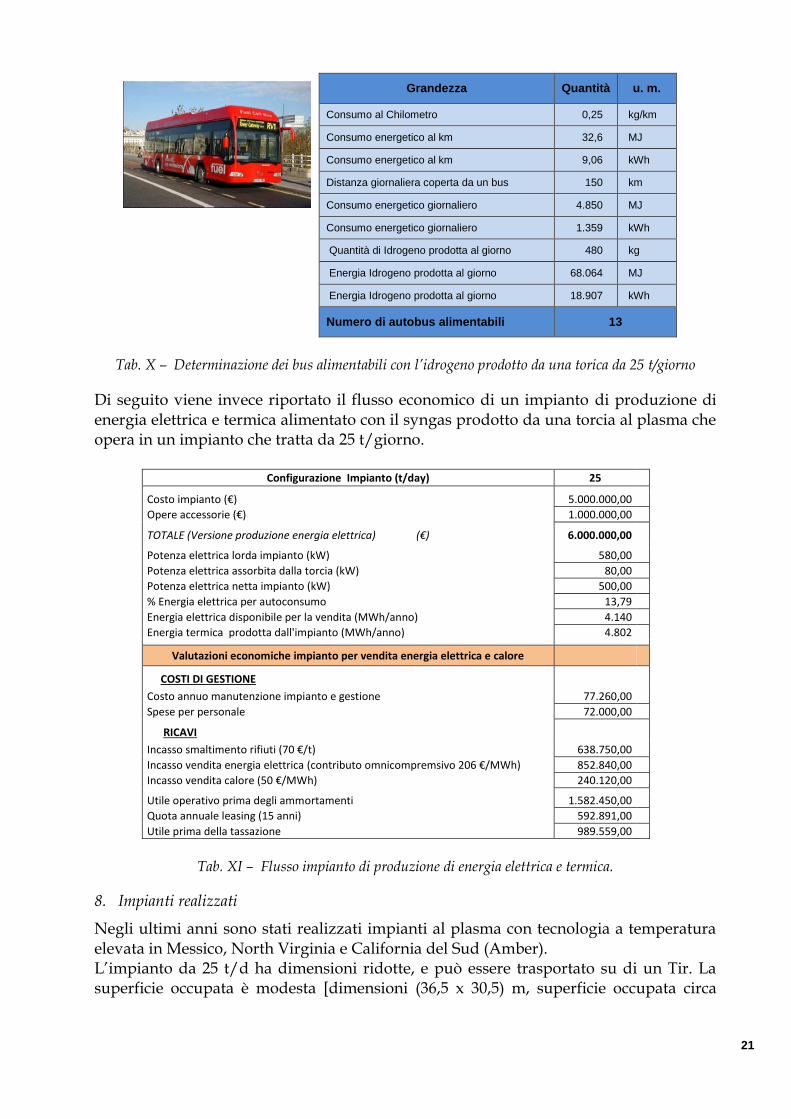
Il gas di sintesi ottenuto dalla dissociazione molecolare può avere molteplici utilizzi. A titolo di esempio, indichiamo la possibilità di utilizzare il prodotto ottenuto per la movimentazione dei bus urbani e per la produzione di energia elettrica e termica. Nella tabella seguente, è riportato, in funzione del percorso medio giornaliero di un bus urbano, pari a 150 km, e del consumo al chilometro di idrogeno per consentire il movi-mento, pari 0,25 kg/km, il calcolo per determinare il numero di bus che possono essere alimentati utilizzando l’idrogeno prodotto da una torcia al plasma che opera in un im-pianto che tratta da 25 t/giorno, pari a circa 489 kg.
0
5
10
15
20
25
30
35
40
45
50
1 2 3
45
50
24
0,021 0,057 0,029
Inceneritore
Plasma
Mercurio Piombo Cadmio
g
/Nm
3
21
Grandezza Quantità u. m.
Consumo al Chilometro 0,25 kg/km
Consumo energetico al km 32,6 MJ
Consumo energetico al km 9,06 kWh
Distanza giornaliera coperta da un bus 150 km
Consumo energetico giornaliero 4.850 MJ
Consumo energetico giornaliero 1.359 kWh
Quantità di Idrogeno prodotta al giorno 480 kg
Energia Idrogeno prodotta al giorno 68.064 MJ
Energia Idrogeno prodotta al giorno 18.907 kWh
Numero di autobus alimentabili 13
Tab. X – Determinazione dei bus alimentabili con l’idrogeno prodotto da una torica da 25 t/giorno
Di seguito viene invece riportato il flusso economico di un impianto di produzione di energia elettrica e termica alimentato con il syngas prodotto da una torcia al plasma che opera in un impianto che tratta da 25 t/giorno.
Configurazione Impianto (t/day) 25
Costo impianto (€) 5.000.000,00 Opere accessorie (€) 1.000.000,00
TOTALE (Versione produzione energia elettrica) (€) 6.000.000,00
Potenza elettrica lorda impianto (kW) 580,00 Potenza elettrica assorbita dalla torcia (kW) 80,00 Potenza elettrica netta impianto (kW) 500,00 % Energia elettrica per autoconsumo 13,79
Energia elettrica disponibile per la vendita (MWh/anno) 4.140 Energia termica prodotta dall'impianto (MWh/anno) 4.802
Valutazioni economiche impianto per vendita energia elettrica e calore
COSTI DI GESTIONE
Costo annuo manutenzione impianto e gestione 77.260,00
Spese per personale 72.000,00
RICAVI
Incasso smaltimento rifiuti (70 €/t) 638.750,00
Incasso vendita energia elettrica (contributo omnicompremsivo 206 €/MWh) 852.840,00
Incasso vendita calore (50 €/MWh) 240.120,00
Utile operativo prima degli ammortamenti 1.582.450,00
Quota annuale leasing (15 anni) 592.891,00
Utile prima della tassazione 989.559,00
Tab. XI – Flusso impianto di produzione di energia elettrica e termica.
8. Impianti realizzati
Negli ultimi anni sono stati realizzati impianti al plasma con tecnologia a temperatura elevata in Messico, North Virginia e California del Sud (Amber). L’impianto da 25 t/d ha dimensioni ridotte, e può essere trasportato su di un Tir. La superficie occupata è modesta [dimensioni (36,5 x 30,5) m, superficie occupata circa
22
1.100 m2]; le foto seguenti mostrano un prototipo dell’impianto.
Fig. 19 –Prototipo di torcia al plasma da 25 t/d.
9. Conclusioni
E’ stata effettuata una analisi dei sistemi di ultima generazione disponibili sul mercato per lo smaltimento dei rifiuti solidi urbani. Dall’esame comparato di tutti gli aspetti tecnici, ambientali e gestionali, l’impianto più interessante, per la possibilità di ricavare adeguate quantità di energia elettrica e ter-
23
mica, per la facilità con la quale può essere gestito e per la versatilità, caratteristiche cui si aggiunge un ridotto impatto ambientale, è quello a dissociazione molecolare me-diante torcia al plasma ad elevata temperatura. L’uso degli impianti ad elevatissima temperatura è limitato ai casi in cui è necessario trattare rifiuti che si dissociano a temperature elevate (metalli ferrosi e non ferrosi, ve-tro, ecc.), oppure materiali il cui smaltimento è rischioso con altre tecnologie (rifiuti ospedalieri e farmaceutici, rifiuti tossici, ecc.)
Bibliografia
1. Tzeng CC, Kuo YK, Huang TF, Lin DL, Yu YJ. Treatment of radioactive wastes by plasma incineration and vetrification for final disposal, Journal of Hazardous Materials 58 (1998), pp. 207-220.