85
I QUADERNI DI ACIMAC de oraz io ne La come g Le: ottimizzare la produzione ceramica 2011 EDIZIONE

I QUADERNI DI
AC
IMA
C
de oraz ioneLa
comeg Le:
ottimizzare laproduzione
ceramica
2011E D I Z I O N E

© Copyright ACIMAC, Associazione Costruttori Italiani Macchine Attrezzature per Ceramica Via Fossa Buracchione 84 • 41126 Baggiovara (MO) • Italy • Tel. +39 059 510 336 • www.acimac.it
Edito da S.A.L.A. srl • Via Fossa Buracchione 84 • 41126 Baggiovara (MO) • Italy • Tel. +39 059 510 108
In collaborazione con:
Finito di stampare nel mese di settembre 2011
Euro 10 - IVA assolta dall'editore
I QUADERNI DI
AC
IMA
C2011E D I Z I O N E

de oraz ioneLa
comeg Le:
ottimizzare laproduzione
ceramica

2 . I quaderni di Acimac - Edizione 2011
La collana di pubblicazioni tecniche “I Quaderni di Acimac”, lanciata nel 2009 con la pubblicazione del primo instant book sulle tecnologie di de-corazione digitale, si arricchisce quest'anno di due nuovi titoli: que-sto, dedicato a "La decorazione di-gitale: come ottimizzare la produ-zione ceramica", e "Tecnologie verdi, risparmio energetico e ridu-zione dei costi in ceramica".
Entrambi, realizzati in collaborazio-ne con la rivista Ceramic World Re-view e presentati al pubblico in oc-casione di Cersaie 2011, sono peraltro già disponibili in formato elettronico su www.tiledizioni.it, in-sieme all'intera collana di manuali tecnici realizzata da Acimac nell'ar-co dell'ultimo decennio.
Lo spirito de "I quaderni di Acimac" è di promuovere la diffusione della “cultura ceramica” negli aspetti tecnologici e di processo, affrontan-do le tematiche di maggiore attuali-tà con un taglio divulgativo e snello, ma il più possibile esaustivo e appro-fondito; in questo siamo stati sup-
Premessa Pietro Cassani
portati direttamente dal know-how delle aziende fornitrici di tecnologia ceramica, che sono le vere autrici delle pubblicazioni.
L'attualità del tema "Decorazione Digitale" è indubbia e sotto gli occhi di tutti, tanto che fi n dalla prima edizione del "quaderno" nel 2009 era evidente che almeno ogni due anni avremmo dovuto procedere ad un opportuno aggiornamento. Da un la-to, perché la tecnologia digitale in ceramica si sta evolvendo a ritmi im-pressionanti e ha visto la comparsa sul mercato di nuovi operatori (co-struttori di macchine, fornitori di in-chiostri e di servizi); dall'altro, per-ché la diffusione già massiccia di sistemi di stampa digitale in cerami-ca in larga parte del mondo impone ora a molti produttori di piastrelle di affi nare le conoscenze sulle poten-zialità delle tecnologie disponibili e sulle possibilità di ulteriore ottimiz-zazione della produzione digitale ce-ramica.
Che vi sia grande sensibilità verso questo tema e "fame di conoscenza"
lo si è potuto constatare il 24 e 25 febbraio, in occasione del secondo Convegno Tecnico sulla Decorazione Digitale organizzato da Acimac a Mo-dena, che ha visto la presenza in sala di circa 450 tecnici e operatori dell'industria ceramica italiana suddi-visi nelle due giornate.
Questo nuovo "Quaderno di Acimac" che vi apprestate ad aprire contiene diversi degli interventi presentati al convegno di febbraio e contributi nuovi forniti direttamente dalle azien-de impegnate in questo segmento nel campo del Colour Management, della fornitura di inchiostri digitali e nella costruzione di macchine di stampa inkjet. Siamo certi che potrà fornire un nuo-vo valido contributo alle conoscenze degli operatori del settore in Italia e all'estero. Uguale certezza vi è sul fatto che la ricerca in questo campo continua in maniera costante e che sarà in grado di produrre ulteriori evoluzioni già nel breve periodo.
Pietro CassaniPresidente Acimac
I QUADERNI DI
AC
IMA
C
Pietro Cassani
Scatti dal convegno sulla Decorazione Digitale tenutosi a febbraio 2011Scatti dal convegno sulla Decorazione Digitale tenutosi a febbraio 2011

I quaderni di Acimac - Edizione 2011 . 3
La decorazione digitale: come ottimizzare la produzione ceramica
Colour management
Il controllo di qualità nel processo di stampa digitale su ceramica: un’utopia possibile Alessandro Beltrami, In.Te.Sa ...........................................................................................................pag. 4
ColourService, il supporto alla stampa digitale e tradizionale Colour Service ..............................................................................................................................pag. 10
Strumenti di visualizzazione, controllo, profi lazione e gestione del colore Marco Sichi, Euromeccanica ..........................................................................................................pag. 14
Inchiostri
Decorazione digitale: innovazione di prodotto o innovazione di processo? Rinnovare il modello di business
Davide Corradini, Colorobbia ..........................................................................................................pag. 18
Gli inchiostri pigmentali ceramici Daniele Verucchi, Maurizio Cavedoni, Inco .......................................................................................pag. 24
Smalti digitali per un processo di smaltatura e decorazione totalmente digitale Esmalglass-Itaca Grupo ................................................................................................................pag. 30
La nuova gamma di inchiostri Smaltink Mirko Marastoni, Smalticeram ......................................................................................................pag. 34
Macchine
Uno sguardo alla tecnologia inkjet per la decorazione di piastrelle ceramiche Terry O’Keeffe, Bailey Smith, Henrik Lauridsen, Fujifi lm Dimatix ........................................................pag. 36
Tecnologia Inkjet nella decorazione di piastrelle ceramiche Davide Sorrentino, Mauro Bedini, In.Te.sa ........................................................................................pag. 48
Vantaggi della stampa digitale nel processo di decorazione ceramica Alberto Ghisellini, Kerajet Italia ....................................................................................................pag. 56
Soluzioni innovative nelle macchine da stampa inkjet Francesco Casoni, Siti B&T - Projecta ...........................................................................................pag. 66
Innovazione di processo: la vera chiave del digitale Paolo Monari, System .................................................................................................................. pag. 72
L'evoluzione della tecnologia inkjet: fl essibilità e produttività Pedro Benito Alcántara, Cretaprint ............................................................................................. pag. 76
Indice

4 . I quaderni di Acimac - Edizione 2011
Il controllo di qualità nel processo di stampa digitale su
ceramica: un’utopia possibileLa misurazione del colore su supporti cartacei è ampiamente documentata e trattata nell’ambito delle arti gra-fi che. Ancor più documentate sono le tecniche di misurazione del colore in ambito industriale su supporti cera-mici con diverse caratteristiche su-perfi ciali. Tuttavia, sono ancora poche le ricerche disponibili sulle tecniche di caratterizzazione su supporti così vari come quelli ceramici, che posso-no andare dai bianchi lucidi dei rivesti-menti ai fondi strutturati e colorati dei gres porcellanati.
La misurazione del colore inquadra-ta in un generico set di parametri di qualità diventa non banale in quanto strettamente correlata agli altri pa-rametri dell’apparenza visiva, come i diversi tipi di strutture superfi cia-li (waviness, orange peel, …), il gra-do di lucido (gloss) o la velatura (ha-ze). Al variare di questi parametri, la percezione del colore viene enorme-mente infl uenzata e interpretata in base alle condizioni di luce. Purtrop-po gli strumenti per la misura del co-lore (spettrofotometri) si comporta-no in modo più selettivo e oggettivo rispetto all’occhio umano, che inter-preta la percezione visiva in base al
La decorazione digitale su ceramica ha avuto una crescita esponenzia-le negli ultimi anni: nuove competen-ze tecniche sono richieste per poter gestire con effi cacia un processo che presenta al suo interno molte varia-bili complesse. L’approccio sperimen-tale utilizzato da molti operatori por-ta a elevate ineffi cienze nella fase di preparazione delle grafi che digitali e, soprattutto, all’elevata dipendenza da metodi approssimativi che male si conciliano con un processo industria-le che dovrebbe essere descrivibile e ripetibile.
Quando si tratta di riprodurre un to-no di una grafi ca ceramica, è impor-tante che le persone responsabili del-la creazione dei fi le digitali, della loro separazione, della staffettatura, del-la produzione e del controllo qualità si siano tra loro accordati su un mi-nimo insieme di parametri che defi ni-scono in modo univoco le caratteristi-che visive, oltre che quelle tecniche, della ceramica decorata digitalmente. Questi parametri dovrebbero essere defi niti in modo indipendente dal pro-cedimento di stampa digitale utiliz-zato e concentrarsi soprattutto sul prodotto fi nito.
contesto e, appunto, ai parametri di apparenza del materiale osservato. Per questo motivo la ricerca di uno “spettrofotometro perfetto” si rive-lerà sempre una chimera, in quanto a seconda dell’utilizzo sarà necessario considerare o escludere alcuni di que-sti parametri superfi ciali.
Nel controllo di qualità della produzio-ne digitale il metodo più effi cace ed effi ciente è quello di utilizzare una for-ma test che permetta di controllare contemporaneamente molteplici pa-rametri, sia in modo oggettivo che percettivo. La forma test rappresen-ta un “punto zero” al quale riferirsi per valutazioni il più possibile oggetti-ve e indipendenti dall’operatore. Non esistendo uno standard per il setto-re ceramico, ogni azienda dovrà cre-are la propria forma test che possa contenere i parametri di controllo ne-cessari.
Se analizziamo Altona Test Suite (fi -gura 1), una delle più famose forme test utilizzate nel mondo delle arti grafi che, vediamo come contenga di-versi elementi che permettono di ef-fettuare rapidi controlli strumentali ma soprattutto visivi. Di seguito sono elencati quei parametri che potrebbe-ro essere utili in un controllo di quali-tà della stampa digitale su ceramica:
• Omogeneità Lo sfondo della forma test è ri-
prodotto con un grigio ottenuto da C 25%,M 19%,Y 19%, K 20%. Questa combinazione produce un grigio neutro solamente in ca-so di bilanciamento cromatico de-gli inchiostri secondo le cromie della stampa offset, molto diffi ci-le da ottenere in stampa digitale su ceramica. Tuttavia, anche se la sua riproduzione non si presen-ta come tonalità neutra, permet-te di valutare eventuali disunifor-mità nel processo di stampa con un semplice colpo d’occhio.
• Sfumature dei grigi Nella zona in alto a sinistra
si analizza la capacità di riproduzione dei grigi ottenuti come combinazione di C,M,Y. Il nostro occhio è molto sensibile
Alessandro Beltrami
Fig. 1 - Altona Test Suite, utilizzato
da molti stampatori digitali per le
valutazioni visive
L'autore:
Alessandro Beltrami è consulente
nella standardizzazione dei processi
di stampa e prestampa. Da più di
10 anni si occupa di problematiche
relative al colore nel settore
industriale, nella stampa offset e
digitale, nel restauro, nella stampa
di valori e prodotti ad alta sicurezza.
In ambito ceramico opera tramite
In.Te.Sa. del gruppo Sacmi. Ugra
Certifi ed Expert, consigliere
di TAGA Italia, collaboratore
dell’Associazione Arti Grafi che di
Bologna e Associazione Poligrafi ci
Modenesi, è fondatore del progetto
di certifi cazione cmyQ™.
I quaderni di Acimac - Edizione 2011 . 5
alla variazione cromatica e alla perdita di neutralità di una tinta grigia, per questo motivo è un punto di controllo semplice e importante per capire le variazioni cromatiche indesiderate.
• Dettagli nelle tinte scure Seconda immagine in alto e terza
immagine in basso. La capacità di riprodurre dettagli
nelle tinte scure è un indicatore di qualità molto importante in quanto si rapporta alla corretta calibrazione del sistema.
• Dettagli nelle tinte chiare e pastello Terza immagine in alto e prima
immagine in basso. Se le tinte chiare non vengono
correttamente riprodotte possiamo essere di fronte ad un problema applicativo a volte diffi cilmente visibile dai grafi ci sintetici o dagli spettrofotometri.
• Color management La forma test presenta diverse
“trappole” per verifi care che il color management dei programmi “a monte” sia correttamente impostato
• Potere risolvente effettivo del sistema Tramite la riproduzione di grafi smi
soggetti ad effetto moiré o particolarmente fi ni, viene giudicata la capacità risolvente effettiva dei dettagli.
Questi test permettono di analizzare problematiche applicative.
• Linearizzazione Le sfere colorate, una per ogni
canale e una composta dalla somma dei canali cromatici, permettono di valutare eventuali problemi di linearizzazione in modo molto intuitivo.
Se un colore si sviluppa in modo non lineare, queste appariranno
non più “tondeggianti” ma con evidenti scalini o mancanze all’interno delle stesse.
• Scala di controllo La scala di controllo
strumentale (MediaWedge) permette di rilevare in modo rapido i principali riferimenti cromatici con uno spettrofotometro.
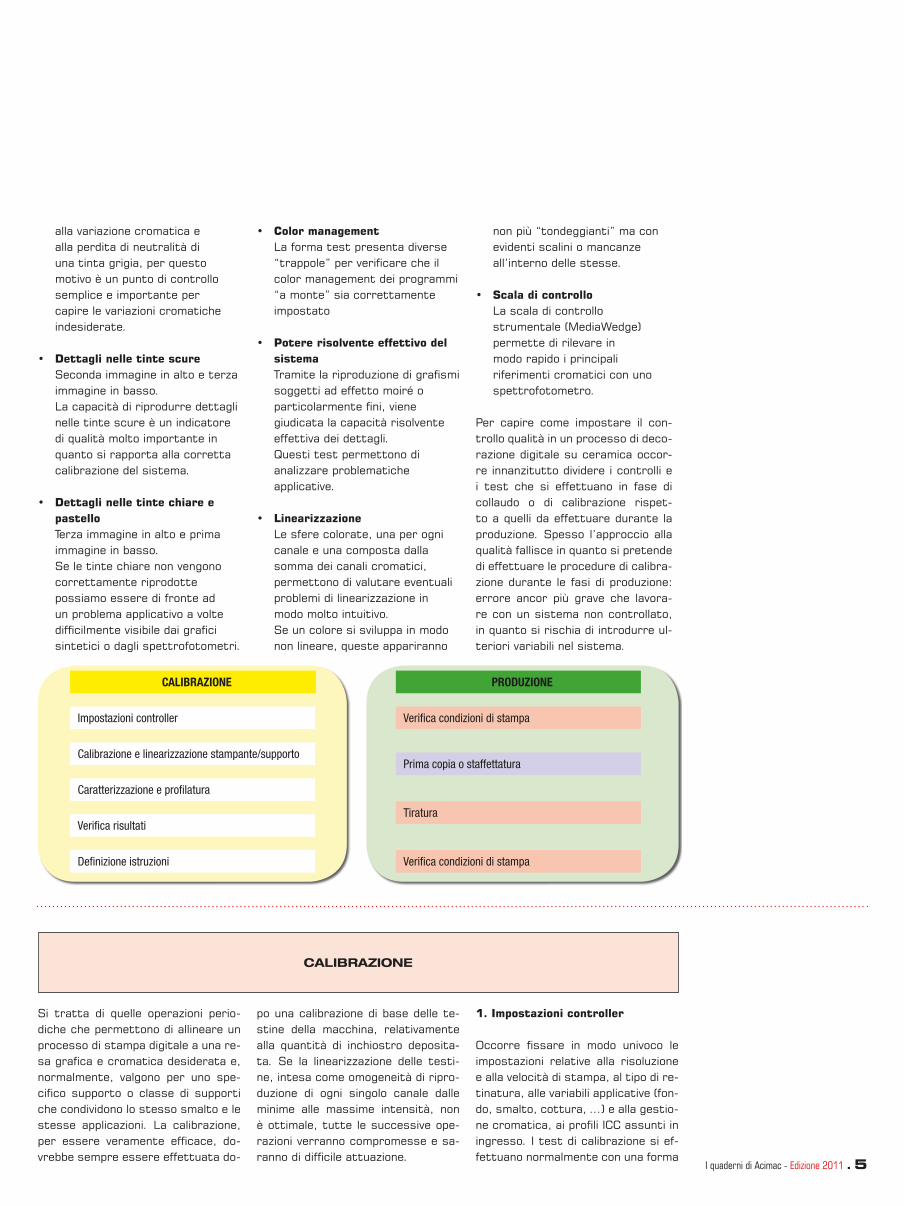
Per capire come impostare il con-trollo qualità in un processo di deco-razione digitale su ceramica occor-re innanzitutto dividere i controlli e i test che si effettuano in fase di collaudo o di calibrazione rispet-to a quelli da effettuare durante la produzione. Spesso l’approccio alla qualità fallisce in quanto si pretende di effettuare le procedure di calibra-zione durante le fasi di produzione: errore ancor più grave che lavora-re con un sistema non controllato, in quanto si rischia di introdurre ul-teriori variabili nel sistema.
CALIBRAZIONE
Impostazioni controller
Calibrazione e linearizzazione stampante/supporto
Caratterizzazione e profi latura
Verifi ca condizioni di stampa
Prima copia o staffettatura
CALIBRAZIONE PRODUZIONE
TiraturaVerifi ca risultati
Defi nizione istruzioni Verifi ca condizioni di stampa
Si tratta di quelle operazioni perio-diche che permettono di allineare un processo di stampa digitale a una re-sa grafi ca e cromatica desiderata e, normalmente, valgono per uno spe-cifi co supporto o classe di supporti che condividono lo stesso smalto e le stesse applicazioni. La calibrazione, per essere veramente effi cace, do-vrebbe sempre essere effettuata do-
po una calibrazione di base delle te-stine della macchina, relativamente alla quantità di inchiostro deposita-ta. Se la linearizzazione delle testi-ne, intesa come omogeneità di ripro-duzione di ogni singolo canale dalle minime alle massime intensità, non è ottimale, tutte le successive ope-razioni verranno compromesse e sa-ranno di diffi cile attuazione.
1. Impostazioni controller
Occorre fi ssare in modo univoco le impostazioni relative alla risoluzione e alla velocità di stampa, al tipo di re-tinatura, alle variabili applicative (fon-do, smalto, cottura, …) e alla gestio-ne cromatica, ai profi li ICC assunti in ingresso. I test di calibrazione si ef-fettuano normalmente con una forma

6 . I quaderni di Acimac - Edizione 2011
www. intesa.sacmi.it
www.sacmi.com
QUALE PROFILO COLORE PER LA
COMUNICAZIONE DEI PROGETTI
GRAFICI CERAMICI?
È uso comune degli studi grafi ci
utilizzare un fl usso colore basato sulla
cromia ISO 12647-2 per la stampa
offset su carta patinata (ISOCoated v2 o
CoatedFOGRA39) anche nelle produzioni
digitali ceramiche.
Questo metodo di lavoro è sicuramente
quello più semplice, tuttavia il risultato
fi nale rimane sempre sensibile alla
costruzione del canale del nero.
La tentazione, per alcune aziende, di
trasferire i canali C,M,Y,K pensati per la
stampa offset direttamente alla digitale,
produce effetti indesiderati e cromie
fuori controllo. Già oggi molti studi grafi ci
digitali consigliano ai clienti la fornitura di
fi les RGB, per ribadire come la grafi ca in
essi contenuti non abbia relazione con la
separazione ceramica.
La scelta di quale profi lo RGB utilizzare
è spesso derivata dal caso: sRGB
e AdobeRGB 1998 sono due profi li
molto diversi tra loro, che presentano
un minimo comune denominatore
dannoso per il settore ceramico:
fi ssano infatti il punto di bianco a D65
(6500K). Nelle successive conversioni
colore, i software dovranno utilizzare
algoritmi di adattamento cromatico
per trasformare i dati pensati in D65
verso dati colorimetrici rappresentati
in D50 (5000K), standard per i profi li di
separazione in quadricromia o multicolor.
L’adattamento cromatico è sempre
approssimativo, pertanto l’utilizzo di uno
di questi due profi li introduce un errore
nelle fasi iniziali della conversione.
Molto meglio creare un fl usso lavoro
basato su eciRGB v2, che presenta un
punto di bianco D50 e che permette una
maggior accuratezza nella conversione
cromatica delle tinte chiare.
Un approccio che si sta verifi cando
a livello internazionale è quello di
utilizzare profi li colore ICC sintetici
che rappresentano alcune condizioni
di gamut colore virtuali da utilizzare in
fase di creazione dei progetti grafi ci.
L’approccio è interessante e potrebbe
essere utilizzato anche in ambiente
industriale per favorire l’interscambio di
dati tra studi grafi ci e aziende ceramiche;
se ne sta discutendo attivamente all’ISO
TC130 nella creazione dei nuovi standard
che riguardano la stampa digitale ISO
15311 e ISO 15399, ma occorrerebbe
la volontà delle aziende ceramiche di
standardizzare alcune fasi del processo
di decorazione digitale.
test già separata per i canali del dispositivo da controllare.
2. Calibrazione e linearizzazione
Si tratta di una procedura inter-na al controller o al RIP che pilo-ta la stampante e che permette di normalizzare la risposta tona-le tramite la lettura con un densi-tometro/spettrofotometro di una scala di retini 0%-10%....90%-100%. Molti sistemi usano que-sta procedura anche per decidere la quantità massima di inchiostro da applicare per ciascun canale e per limitare la copertura totale di inchiostro (TAC) nell’utilizzo con-giunto dei canali. E’ una procedu-ra fondamentale per compensare variazioni di risposta della macchi-na dovute al tipo di supporto, al-la sua grammatura, alle condizioni di temperatura o umidità. A livello teorico, la linearizzazione dovreb-be avvicinare la risposta della mac-china ai dati digitali in ingresso, al fi ne di favorire la fase successiva di profi latura; la mancanza di uno standard di comunicazione dei da-ti ceramici pregiudica purtroppo questo approccio. Purtroppo, po-chissimi sistemi permettono di modifi care o di scegliere il target di linearizzazione al quale riferirsi e non è chiara la strategia utiliz-zata (massimo contrasto in ∆E, ∆ Densità o ∆L*, linearizzazione ver-so TVI ISO 12647-2 tipo A, verso standard interno del costruttore, verso una curva simile alla gamma 1,8/2,2 dell’RGB….). Pochi siste-mi, inoltre, permettono la verifi -ca del risultato di linearizzazione, che dipendendo da una sola lettura possono essere falsati da un erro-re dello spettrofotometro o da un difetto di stampa.Il consiglio è quello di valutare visi-vamente con una forma test ade-guata il “prima” e il “dopo” del-la procedura di linearizzazione. Se possibile, la verifi ca potrebbe avve-nire anche strumentalmente con uno dei tanti software presenti sul mercato. In questa fase il con-trollo visivo è fondamentale: se si notano delle imperfezioni di stam-pa tali da pregiudicare il proces-
so di calibrazione del sistema è inu-tile proseguire sperando in un profi lo ICC miracoloso, in particolare occor-re verifi care:
• Il registro tra i canali di stampa• L’uniformità di stampa• Tutti gli elementi di resa del
fattore di risolvenza, dei fondi, delle sfumature…
• Il dettaglio nelle ombre e nelle alte luci
Se, per esempio, dopo la linearizza-zione non si percepisce dettaglio dal 75% in poi, signifi ca che qualcosa non ha funzionato: o il software è ina-deguato o c’è stato un errore nella procedura. In questi casi, prosegui-re con la caratterizzazione e la suc-cessiva profi latura ICC permette di mascherare il problema, ma non di ri-solverlo in quanto la gamma tonale a disposizione si è notevolmente ridot-ta. La qualità di stampa fi nale sarà sicuramente limitata.
3. Caratterizzazione e profi latura
Dopo aver verifi cato che la lineariz-zazione della macchina sia adeguata al fl usso di lavoro, si procede con la stampa delle testchart e la loro let-tura con spettrofotometro. I diversi software sul mercato hanno un fun-zionamento molto simile tra loro, ci sono però alcuni aspetti che devono essere verifi cati.
• Utilizzare sempre testcharts con distribuzione casuale delle patches, adatte per lo strumento a disposizione. La IT8/7.4 (che è un’estensione della ECI2002), comunemente utilizzata nei processi a 4 colori, è valida solo in caso di dispositivi correttamente linearizzati e che possono supportare un’inchiostrazione massima del 400%: condizione rara in ceramica. Esistono software avanzati che creano testcharts basate su linearizzazioni non omogenee e con forti riduzioni di inchiostrazione. Software di nuova generazione prevedono testcharts più semplici ma con affi namenti interattivi dove
una seconda testcharts viene generata in funzione delle letture della prima.
• Leggere sempre almeno 2 testchart stampate in direzioni diverse. Se la differenza tra le due testchart è minima si può procedere anche con una singola lettura, altrimenti occorre effettuare una media più accurata di 3 o 5 piastrelle.
• Leggere sempre le forme test con spettrofotometri a scansione automatica, in quanto più precisi ed affi dabili dei sistemi manuali, che risentono della precisione dell’operatore.
• Valutare bene la tipologia di spettrofotometro (45°/0° come ad esempio X-Rite EyeOne, Barbieri LFP o KonicaMinolta FD-7 oppure a sfera di integrazione come X-Rite SP62 o KonicaMinolta CM-2600d) e la sua apertura (2,4,6,8 mm). La confi gurazione utilizzata per la caratterizzazione dei dati potrebbe non coincidere con quella da utilizzare per il controllo qualità.
• Sulla maggior parte dei sistemi che lavorano con profi li ICC di uscita CMYK, è importantissimo scegliere la giusta generazione del canale del nero (GCR, UCR), che dipende da parecchi fattori legati alla resa del retino del nero, alla presenza o meno di inchiostri con cromie particolari, alla necessità di limitare l’inchiostrazione ed ottenere una stampa più stabile oppure di ottenere i colori più vivaci possibili. Le strategie di generazione del nero (GCR = Gray Color Removal, UCR = Under Color Removal) e i parametri ad essa collegati (spessore del nero, massima percentuale di nero, curva del nero, ecc.) derivano dall’esperienza pratica degli operatori. Erroneamente si pensa che siano parametri ininfl uenti sulla resa fi nale, in quanto a parità di resa colorimetrica (ovvero a parità di L*a*b*) un misurato utilizzo del canale del nero comporta una certa pulizia e gradevolezza di stampa. Il nero, inoltre, quando sostituisce i colori cromatici CMY permette di

I quaderni di Acimac - Edizione 2011 . 7
risparmiare una certa quantità di inchiostro, con diminuzione delle problematiche applicative e con un certo risparmio di materia prima.
La scelta della strategia diventa quindi un bilanciamento tra fattori tecnici e risparmio da un lato (utilizzo elevato del nero) ed elevata qualità di stampa (utilizzo leggero o medio del nero), il fatto che il secondo parametro sia soggettivo fa sì che non esistano standard o linee guida in merito.
• Alcuni software che generano profi li ICC permettono di verifi care la “bontà” del risultato.
Ricordiamo che un profi lo ICC è buono nella misura in cui descrive correttamente il processo di stampa al quale si riferisce: è importante quindi che la tabella A2B coincida il più possibile con la tabella B2A per assicurarsi che le conversioni da e verso CMYK non presentino delle differenze cromatiche.
4. Verifi ca dei risultati
Il risultato fi nale può essere verifi ca-to con una forma test in modo visivo e strumentale; entrambe le valuta-zioni devono avere la loro importanza. E’ bene ricordarsi che la valutazio-ne strumentale non deve basarsi, in questa fase, solamente su sem-plici scale colore come Ugra/Fogra
Fig. 2 - Le curve tonali ISO 12647-2 relative alla stampa offset. La calibrazione delle stampanti
digitali normalmente avviene su curve simili a quella nera (TVI 40%=14%) oppure a quella
rossa (TVI 40%=17%).
Fig. 3 -Esempio di testchart per caratterizzazione stampa digitale su ceramica
Fig. 4 - Comparazione del risultato di una stampante digitale verso una caratterizzazione di
riferimento in forma grafi ca. Per ognuna delle 1617 combinazioni CMYK presenti nell’IT8.7/4
viene calcolato il ΔEab
rispetto al riferimento. Le combinazioni con ΔEab
superiori a 3 sono
evidenziate in giallo, quelle con ΔEab
superiori a 5 in rosso. In questo esempio si può
evidenziare che ci sono problemi generalizzati sul Ciano con aree critiche sul Magenta al 100%
e su alcune zone scure.
MediaWedge; è sicuramente da preferire un’analisi più ac-curata con un ECI2002 o un IT8/7.4. Qualora esistano dati di caratterizzazione disponibi-li (es. uno smalto di riferimen-to, una precedente produzio-ne, …) l’analisi dovrà avvenire su tutto lo spazio colore e non solo, in modo limitativo sul gamut. Il controllo effet-tuato solo sui colori con alto croma (primari e secondari) non fornisce suffi cienti indica-zioni sulle differenze cromati-che interne allo spazio colore.
5. Defi nizione delle istruzioni
Una buona procedura di ca-librazione non è completa se non si raccolgono sistemati-camente le impostazioni sof-tware/hardware utilizzate, le forme test stampate nei vari passaggi, i materiali utilizza-ti, le note soggettive. In qual-siasi momento l’azienda deve poter riferirsi ad una situazio-ne nota per verifi care lo stato del proprio sistema. È un principio base dei sistemi di gestione della qualità ISO 9001 ed è l’unico modo vera-mente effi cace sperimentato con successo in piccole, me-die e grandi aziende del setto-re grafi co.
PRODUZIONE
Il controllo in produzione deve esse-re snello e fi nalizzato a evidenziare i problemi prima che questi abbiamo un impatto sulla produzione. L’au-tomazione software del controllo è cruciale per poter rendere effi cien-te tutta la procedura. Un software di controllo qualità permette inoltre il calcolo della variabilità dello specifi co processo di stampa che, confrontato con altre tecnologie, aiuta gli impren-ditori nelle valutazioni tecniche ed
economiche tramite dati og-gettivi invece che basate sul-le sensazioni degli operatori.
1. Verifi ca condizioni di stampa
Andrebbe effettuata giornal-mente utilizzando una for-ma test che possa evidenzia-re gli elementi di difettosità principali. La valutazione visi-

8 . I quaderni di Acimac - Edizione 2011
Fig. 5 - Comparazione avanzata con distribuzione cumulativa di frequenza dei valori di
∆Eab
. Si tratta di un’analisi statistica che suddivide le 1617 aree colore della tabella 7 in
classi di ∆Eab
(in questo esempio larghe 0,5 ∆Eab
) permettendo di vedere le percentuali
di aree che sono comprese nella rispettiva classe (distribuzione di frequenza). Si nota
che solo un 10% delle aree con ∆Eab
<0,5 mentre la maggior parte (apice della curva
verde) ha un ∆Eab
compreso tra 1,5 e 2,0. La curva blu è la vera e propria distribuzione
cumulativa di frequenza (CRF) ed è calcolata dalla distribuzione rappresentata dalla
curva verde. Per questo esempio avremmo preferito un maggior numero di aree colore
nelle prime 2-3 aree e quindi una curva blu con una rampa di salita più ripida che
signifi cherebbe una maggiore fedeltà della copiatura (color matching) dei colori.
Fig. 6 -Ugra/Fogra Media Wedge v3
Fig. 7 -Scala di controllo EFI Color Verifi er
Fig. 8 - Esempio di report di conformità relativo alla MediaWedge v3 verso una
caratterizzazione standard
Fig. 9 - Esempio di forma test utilizzata per il controllo della linearizzazione Fig. 10 - Esempio di controllo su scala semplifi cata di una stampa digitale a solvente
(valori di destra - rossi) rispetto al riferimento post calibrazione (valori di sinistra - blu).
www. intesa.sacmi.it
www.sacmi.com

I quaderni di Acimac - Edizione 2011 . 9
0 255 0
255 0 0
L’IMPORTANZA DELLE CONDIZIONI
DI ILLUMINAZIONE
In ogni azienda grafi ca dovrebbe essere
analizzata e controllata la condizione di
luce del reparto grafi co e del reparto di
stampa. La norma ISO 3664:2009 fornisce
indicazioni su due aree di illuminazione da
identifi care all’interno dell’azienda: P1 e
P2. La zona P1 è quella per la valutazione
critica di uno stampato, tipicamente
riprodotta da un visore o da un tavolo di
controllo. La luce deve avere non solo
una temperatura di 5000K (D50) con
una intensità luminosa di 2000 lux sul
piano di lavoro, ma rispettare specifi che
caratteristiche di qualità (Color Rendering
Index - CRI>=90, Special Indices - SI
tutti>=80, Quality Grade - QG>=C, UV<1,5)
e presentare un’uniformità nei bordi pari
almeno al 75% rispetto al centro della zona
illuminata. La zona P2 è invece la zona
per valutazioni visive non critiche e può
coincidere con l’illuminazione dell’ambiente
di lavoro. La intensità luminosa sarà di 500
lux e la luce dovrà rispettare solamente la
temperatura di 5000 K e il CRI>=90. Per
ottenere una condizione P1 è necessario
dotarsi di un tavolo di controllo specifi co,
mentre per ricreare la condizione P2
spesso è suffi ciente inserire neon appositi
(esistono serie specifi che per la grafi ca
dai principali produttori, che garantiscono
un CRI elevato) che devono avere il
codice fi nale che termina con le cifre
“/950”. La misurazione delle condizioni
di illuminazione deve avvenire con uno
spettroradiometro e un software di analisi
specifi co. E’ prassi comune utilizzare
X-Rite Eye-One (che in modalità di lettura
in trasmissione di luce è di fatto uno
spettroradiometro) con il software gratuito
Eye-One Share, oppure KonicaMinolta
FD-7, ma esistono altre strumentazioni più
specifi che come KonicaMinolta CS2000
appannaggio solo di laboratori specializzati.
Le misurazioni di temperatura e di intensità
luminosa possono essere, all’atto pratico,
effettuate anche con un colorimetro da
fotografo, più preciso dei colorimetri in uso
nelle arti grafi che per la misurazione dei
monitor.
Bibliografi a:
- TAGA.DOC.12 - Stampa Digitale
- TAGA.DOC.13 - Color Management
- TAGA.DOC.15 - Allineamento ISO -
workfl ow per allineare e verifi care la
stampa digitale alla norma ISO 12647-
2:2004
-ISO 12647-1:2004, ISO 12647-2:2004,
ISO 12647-7:2007, ISO 3664:2009
- Schema di Certifi cazione CMYQ™ v 1.0
(TÜV Italia srl).
ferenze, preferire sempre una corre-zione sul fi le che una correzione sui canali della macchina, a meno che questa non sia temporanea per quel-lo specifi co lavoro. Molti controller memorizzano le variazioni dei cana-li, che sono comunque sempre “l’ul-tima spiaggia”, in modo permanente nel fl usso di lavoro esponendo l’ope-ratore al rischio di applicarla anche ai lavori successivi. Nelle stampanti di-gitali per ceramica, qualsiasi variazio-ne di intensità legata ai voltaggi delle testine introduce un allontanamento dalle condizioni ideali di calibrazione fornite dal costruttore, con risulta-ti non sempre prevedibili.
3. Verifi ca fi nale
In caso di produzioni particolarmente lunghe oppure in caso di analisi di una macchina da stampa appena inseri-ta in azienda, è buona prassi ripetere il controllo effettuato a inizio giorna-ta. In questo modo si possono otte-nere le evidenze oggettive della sta-bilità della macchina in produzione, sempre confrontando i risultati sia visivamente che strumentalmente.
Il controllo qualità in stampa digita-le può essere quindi razionalizzato
in poche operazioni specifi che. Il grosso del lavoro deve essere ef-fettuato nell’impostazione di un sistema di gestione della qualità, che possa fornire indicazioni cer-te agli operatori durante la fa-se di produzione e alla direzione tecnica in fase di calibrazione dei sistemi di stampa. L’esperienza sul campo ci porta ad afferma-re che la mancanza di riferimenti standard non pregiudica lo sco-po del controllo qualità. E’ possibile defi nire in azienda target diversi per ogni disposi-tivo, inserirli in un software e controllare la stabilità di rispo-sta dello stesso. L’obiettivo, in-fatti, deve essere quello di mo-nitorare le variazioni giornaliere del sistema workfl ow/macchina/supporto rispetto ad una con-dizione nota. Le variazioni visive verranno giudicate con un me-tro come quello proposto da TA-GA in alcuni documenti: I= Insuf-fi ciente S=suffi ciente B=buono. Le variazioni strumentali sul co-lore saranno invece espresse in forma di ∆E, lasciando per ora li-bera l’azienda di decidere la so-glia di attenzione e la tolleranza massima.
va dell’operatore dovrebbe essere in-crociata con una semplice valutazione strumentale utilizzando, ad esempio, la MediaWedge di Ugra/Fogra oppure una scala ancora più semplice. La fa-se di controllo deve comunque esse-re molto rapida ed automatica: sola-mente in questo modo l’azienda può assicurarsi che venga effettivamen-te svolta con la dovuta frequenza. In questo modo sarà possibile confron-tare visivamente i risultati ottenuti in una condizione nota (dopo la linea-rizzazione e prima della calibrazione) e decidere se continuare comunque a produrre oppure se effettuare inter-venti di manutenzione.L’esperienza ci insegna che l’utilizzo di lavori sempre diversi per verifi care la condizione di stampa di una mac-china digitale non è la scelta migliore, in quanto solamente l’utilizzo siste-matico della stessa forma test per-mette all’operatore di valutare con un’occhiata se tutto funziona cor-rettamente, con la certezza che il fi -le sia sempre lo stesso e realizzato a regola d’arte. Un controllo fatto con una foto di un onice che diventa trop-po azzurro, da un fi le che non cono-sco, non mi permette di capire se è il fi le ad essere sbagliato oppure se è la calibrazione della macchina che è non è più valida.Dato che ad oggi non esistono stan-dard ISO che defi niscono tolleranze di controllo per la stampa digitale, e men che meno per la decorazione di-gitale su ceramica, ogni azienda deve darsi le proprie tolleranze basando-si su una minima analisi della varia-bilità dei vari processi e adeguando-le anno dopo anno. Gli standard ISO per il controllo qualità di stampa digi-tale non saranno disponibili prima del 2013 e solamente nel 2015 ci sarà la possibilità di avere i primi standard per la stampa industriale.
2. Verifi ca della prima copia e della tiratura
Il confronto tra la prima copia di stampa digitale e il “visto si stampi” fornito dall’operatore dovrebbe avve-nire in condizioni di luce controllata di tipo ISO 3664 P1 o almeno con neon di qualità con sigla 950 e suffi cien-te intensità luminosa. In caso di dif-
COMITATO TECNICO TAGA PER LA STAMPA DIGITALE
TAGA ITALIA (www.taga.it) è nata nel giugno 1983 ad opera
di alcuni membri Italiani di TAGA U.S.A. e da un gruppo di
persone desiderose di realizzare anche in Italia un sodalizio di Tecnici altamente
qualifi cati nei diversi settori della Comunicazione Grafi ca con l'intento di operare
insieme per stimolare la ricerca, l'istruzione, la conoscenza, secondo criteri operativi e
principi di etica professionale analoghi a quelli dell'omonima Associazione
Il comitato tecnico per la stampa digitale riunisce i principali esperti del settore ed è
aperto a tutti i soci. Scopo del comitato è quello di creare un documento che sia un
glossario e quadro riassuntivo dello stato della stampa digitale, defi nire una forma
test e dei parametri di valutazione oggettivi, sperimentare e analizzare le tecnologie
nascenti e quelle consolidate.
Il comitato tecnico della stampa digitale trae dal fatto che non esistono ancora delle
unifi cazioni e dei parametri specifi ci. Taga si è già occupata di stampa digitale con il
comitato tecnico della stampa digitale elettrofotografi ca ad alta velocità (TAGA DOC
12), con “Allineamento ISO” (TAGA DOC 15) sperimentazione realizzata dal ISSM,
e con lo studio presentato alla TAGA Conference del ’09 da Carlo Balestrini. Con il
proseguimento di queste iniziative, si vuole in questo modo abbracciare un vasto
campo produttivo che va dalla stampa di piccolo formato elettrofotografi ca al “wide
format” a getto d’inchiostro, alla stampa industriale.
Per aderire al comitato tecnico di stampa digitale è suffi ciente registrarsi
gratuitamente a LinkedIn (www.linkedin.com) e ricercarlo tra i gruppi oppure
contattare i moderatori Alessandro Beltrami e Alessandro Mambretti. L’iscrizione a
TAGA come socio ordinario ha un costo di € 50,00 annuali e, oltre alla partecipazione
ai vari comitati tecnici, permette di consultare liberamente tutti i documenti TAGA.DOC.

10 . I quaderni di Acimac - Edizione 2011
ColourService, il supporto alla stampa digitale e tradizionale
punti deboli o nasconda dietro di sé delle minacce. Indagando più in pro-fondità, infatti, ci si rende conto che esistono effettivamente degli aspet-ti problematici ancora irrisolti, quali le limitate potenzialità cromatiche, l’impossibilità di “dare materia” sul-la superfi cie delle piastrelle, fi no alle diffi coltà operative legate al colour management.
Gestire il color management è infatti divenuta un’esigenza indispensabile. Ma cos’è il colour management?Colour management signifi ca tratta-re immagini digitali mantenendo il loro aspetto su diversi dispositivi, laddove per aspetto si intende il colore per-
Rappresentare, eseguire, aggiornare e ottimizzare processi è oggi una ne-cessità sempre più “impellente” per qualsiasi azienda.
La tecnologia digitale è oggi la solu-zione più evoluta e d’avanguardia per la decorazione.Sono noti infatti i molteplici punti di forza di questa nuova tecnologia, dalle nuove potenzialità decorative offerte fi no ai benefi ci in termini di ri-sparmio nel consumo di materiali per la decorazione (retini, basi serigrafi -che, ecc..). Tuttavia, per condurre un’analisi cor-retta e completa, occorre chiedersi se la stampa digitale presenti dei
cepito in una determinata condizione di illuminazione.E’ un approccio sistematico che uti-lizza le informazioni colorimetriche contenute nelle immagini (profi li colo-re) per adempiere a queste funzioni:
• Visualizzare su monitor la grafi ca originale
• Convertire la grafi ca originale per poter essere stampata
• Visualizzare su monitor un’ante-prima del risultato fi nale.
Il colour management si basa sulla trasmissione di informazioni colori-metriche, dove il colore è descritto in modo indipendente dal dispositivo.
La ceramica è per antichissima tra-dizione legata alle sue possibilità cro-matiche brillanti e durature. Ma, al di fuori dello stretto ambito artistico, il colore diventa, per chi produce, un parametro tecnico estetico da ri-spettare e da mantenere entro uno stretto intervallo di variabilità.L’obiettivo di rispettare il punto co-lore lungo tutto il ciclo produttivo
diventa quindi prioritario per chi è responsabile della qualità e della pro-duttività di un’azienda ceramica.Il punto colore comincia a farsi senti-re fi no dalla sorgente, come schema-tizza l’elenco che segue:
1. materie prime per impasto;2. preparazione e colorazione
dell’impasto;
3. ricerca e sviluppo nuovi articoli;4. preparazione e colorazione
smalti;5. preparazione e colorazione
inchiostri;6. smaltatura e decorazione in
linea;7. scelta e confezionamento;8. sala mostra;9. posa presso il cliente fi nale.
IL COLOUR MANAGEMENT DALLA SCANSIONE ALLA STAMPA
LO SVILUPPO DEL PUNTO COLORE
L’utilizzo corretto del colour mana-gement consente di padroneggiare il processo di decorazione digitale dan-do luogo ad una ottimizzazione del processo decorativo, dato che offre la certezza di poter contare su un parametro misurabile con valori nu-merici, e non derivati da impressioni soggettive.
Il colour management solitamente non funziona quando:
• I profi li colore delle immagini fornite sono sbagliati;
• Il monitor è calibrato male oppure non è adatto ad effettuare valutazioni cromatiche;
• Il processo di stampa non è sotto controllo ed è troppo variabile;
• Le condizioni di illuminazione non sono corrette.
Il profi lo colore del processo di stampa è sbagliato o approssimativo quando nel processo produttivo dell’azienda ceramica sono presenti:
• Strumento di misurazione
(spettrofotometro) non adeguato;
• Tecnica di misurazione non adeguata;
• Software di creazione profi li non adatto o mal confi gurato.
Il profi lo colore del processo di stam-pa dovrebbe essere gestito con la stessa tecnologia di acquisizione in modo da standardizzare le tecniche di misurazione e evitare anomalie do-vute ad utilizzo di strumenti di misu-ra nei diversi processi produttivi.

I quaderni di Acimac - Edizione 2011 . 11
FIG. 1 - Il workfl ow ideale secondo
Colour Service
SOLUZIONI E TECNOLOGIE PER IL COLOUR MANAGEMENT
ponendo servizi, hardware e consu-lenza per la gestione del colore e la creazione dei fi le digitali e per sfrut-tare al meglio le nuove opportunità della decorazione digitale.Colourservice padroneggia infatti le più avanzate tecnologie di colour management; le esperienze pregres-se, affi ancate all’utilizzo di soluzioni proprietarie ad alto livello tecnologi-co, la rendono il partner ideale per supportare l’azienda ceramica in un percorso di crescita che la porti ad essere “padrona” essa stessa della stampa digitale ceramica.
ColourService ha cercato di velociz-zare e rendere sicura e governabile la delicata fase della ricerca e del rinno-vamento della gamma prodotti nella produzione ceramica, sviluppando una serie di soluzioni dedicate al segmen-
La tecnologia digitale ha portato alla luce in maniera preponderante le tema-tiche della gestione del colore. La gestione del colore è un tema pre-sente da sempre nelle tecnologie di stampa digitali; la visualizzazione del colore corretto, la linearizzazione e la profi lazione di un device di stampa e il corretto colour management sono temi da sempre all’attenzione di chi lavora quotidianamente con i colori, siano essi ceramici o tradizionali (fi g. 1).
ColourService, da oltre 10 anni impe-gnata nella ricerca della padronanza dell’aspetto colorimetrico, si propo-ne al settore ceramico come partner di complemento nel controllo e nella gestione del laboratorio digitale ce-ramico. Affi anca ed indirizza l’azienda ceramica nella scelta delle tecnologie migliori per il proprio business, pro-
to del ciclo produttivo che va dalla progettazione all’industrializzazione e, a seconda dell’esigenza specifi ca, ha cercato di proporre la soluzione migliore, come descritto di seguito.
VISUAL COLOR VIEWING SYSTEMS
il cliente.Il metamerismo si può scoprire a pri-ori esaminando il tracciato della cur-va di rifl ettanza rilevata dallo spet-trofotometro ed è anche espresso da un parametro numerico, oppure, visivamente, utilizzando gli appositi box con illuminazione variabile di Co-lourService.
Il metamerismo è un’anomalia per la quale un colore risulta visivamente diverso a seconda della fonte lumino-sa alla quale viene esposto (fi g. 2). Può costituire un grave inconvenien-te in quanto un prodotto studiato e visionato in laboratorio può essere molto diverso in smalteria o in scelta, o addirittura in sala mostra o presso
È fondamentale, ad esempio, dispor-re di un luogo dove sia possibile va-lutare il risultato cromatico di una piastrella o di altro oggetto decorato senza interferenze ambientali parti-colari che possano falsare l’impres-sione visiva del risultato.
Colouroom 20 è uno dei modelli di stazioni a luminosità controllata per
FIG. 2 - Esempio di effetto metamerico: al variare
dell’illuminante alcune tonalità presentano un viraggio
diverso rispetto ad altre.
FIG. 3 e 4 - Cabina multiluce Colouroom 20 vista dall’interno: si può notare il confronto immediato e semplice tra prodotti
di diverse tonalità, realizzati su diversi materiali
FIG. 5 - Cabina monoluce per con-
trollo produzione per reparto scelta
o laboratorio

12 . I quaderni di Acimac - Edizione 2011
Una delle sfi de più importanti dell’Information Technology di ColourService è quella di coniugare le esigenze di business dell’azienda con la propria infrastruttura produttiva (fi g. 8). Le infrastrutture e i sistemi devono quindi essere al servizio di processi di business che richiedono: • continuità e disponibilità nel tempo• agilità e fl essibilità per adattarsi
ai cambiamenti
• time-to-market sempre più veloce.Di contro, la complessità di distribuzione ed accesso ai dati, insieme all’effi cienza dei costi di produzione, mettono sotto pressione il budget IT aziendale, chiedendo un ritorno dell’investimento sempre più rapido, certo e sicuro.Con questa consapevolezza, le soluzioni e i servizi sviluppati dai professionisti di ColourService
consentono al produttore ceramico di introdurre soluzioni complesse, integrate nel proprio sistema produttivo. Dal semplice rinnovo del proprio parco desktop, alle architetture di “private cloud” più complesse, ColourService affi anca le aziende con gradi di delega sempre più crescenti, che arrivano fi no ad assumere la gestione di parte o dell’intera infrastruttura ICT.
ColourService ha poi risolto all’origine il problema della scom-posizione dell’imma-gine da riprodurre su piastrella in vari livel-li, in modo quasi auto-matico, semplifi cando anche questa delicata operazione attraver-so il suo scanner in grado di dare la curva spettrale di ciascun pixel che forma l’im-magine da riprodurre. Un software dedica-to consente di divi-dere l’immagine negli “n” strati necessari e suffi cienti affi nché questa possa poi es-sere ricomposta con “n” applicazioni di in-chiostri di colore ap-propriato. L’ interfacciamento
con il software di Iride In Design con-sente di scegliere i colori necessari dalla tavolozza del gamut disponibile;
al software sarà associata la ricet-ta degli inchiostri corrispondenti per realizzare la piastrella prototipo o per sistemi di decorazione a contat-to o per sistemi di decorazione sen-za contatto. Il software di Iride In De-sign può inoltre essere interfacciato
al plotter o alla stampante inkjet già in funzione presso l’azienda cerami-ca cliente, oppure alla stampante a freddo fornita da Euromeccanica, e in ogni caso permette una prototipazio-ne rapida e fedele al ciclo di produzio-ne successivo (fi g. 6).
Il problema della riproduzione fede-le del colore nella stampa assilla co-stantemente tutti quelli che hanno come compito quello di riprodurre un originale nel modo più esatto e ripe-tibile possibile nella produzione cera-mica.
Nel caso delle piastrelle, questo è ancora più complesso per il fatto che l’oggetto da riprodurre/decorare vie-ne cotto in forno a temperature che variano dai 900° ai 1200°, mettendo quindi in gioco fenomeni chimici poco prevedibili e governabili. Le soluzioni progettate da ColourSer-vice nascono specifi catamente per la ceramica e non rappresentano quin-di una trasposizione di metodi e ap-parecchiature nati per altri merca-ti (carta o tessile), ma sono frutto di anni di collaborazione con Universi-tà e partner leadear nel settore del-la visione.
DATI TECNICI TWINVISION (fi g. 7)• Max scan area: mm 700 x 700• Max spessore: 50 mm• Max. dimensione dell’oggetto:
750 x 750x 50 mm• Max. velocità di scansione: 80
mm/sec• Max risoluzione di scansione: µm
7,4 x 7,4• Range spettrale: 400 – 700 nm• Dimensioni dell’ unità: 1850 x
1240 x 1200 (l x l x h) mm
www.colourservice.net
l’osservazione e la comparazione di modelli e decori (fi g. 3). È un box di di-mensioni contenute, corredato da di-versi tipi di fonti luminose (compreso lo standard europeo) che consento-no di giudicare il risultato cromatico della ricerca in modo assolutamente
univoco e di scoprire immediatamen-te se ci sia un difetto di metameri-smo da rimediare (fi g. 4). Anche il reparto scelta di una cera-mica ha l’esigenza di fare confronti fra prototipi e produzione o fra stan-dard e produzione, o ancora decidere
cambiamenti di tono dubbi. In ogni caso è di grande aiuto dispor-re di una lavagna o di un piano (tipo Colouroom 10) con fonti di illumina-zione standard che dia la possibilità di decidere, senza infl uenze esterne, che cosa fare (fi g. 5).
LA SCOMPOSIZIONE DELL’IMMAGINE
FIG. 6 - Protojet 700, la stampante a
freddo fornita da Euromeccanica
FIG. 7 - Lo scanner iperspettrale Twinvision
INFORMATION TECHNOLOGY

I quaderni di Acimac - Edizione 2011 . 13
FIG. 8 - L’installazione di monitor calibrati in un laboratorio
di ricerca grafi ca ha semplifi cato la ricerca riducendo i
tempi della stessa
CONCLUSIONI
Le soluzioni e i progetti di ColourSer-vice vanno nella direzione di rende-re sempre più affi dabile il processo produttivo per meglio raggiungere i principali obiettivi aziendali come il controllo dei costi e della qualità produttiva del prodotto fi nito e con-tribuisce all’ottenimento di un pro-dotto ecocompatibile, ovvero una fi -losofi a costruttiva a basso impatto
ambientale. L’impegno più gravoso e pressante che ColourService intende assumere per il futuro è per il ser-vizio pre e post vendita che prevede non solo l’affi ancamento dei tecnici in fase di studi preliminari o la risposta pronta alle chiamate del cliente, ma soprattutto la realizzazione di pro-getti costruiti su misura per le esi-genze di ogni singola azienda.
I SERVIZI DI COLOURSERVICE
ColourService mira ad essere il punto di
riferimento per le aziende ceramiche che
hanno intrapreso la strada della stampa
digitale, sia come semplice fornitore di
tecnologia che come partner nella fornitura
di servizi, tra cui:
• Commercializzazione di scanner
spettrali con relativo software di
elaborazione e ripping proprietario
• Acquisizione e preparazione dei fi le
conto terzi secondo le specifi che
produttive del singolo cliente
• Affi ancamento nell’ industrializzazione
del prodotto
• Creazione di prototipazione ceramica
per fi ere, presentazioni e meeting
commerciali
• Consulenza e vendita su
apparecchiature informatiche
per il laboratorio digitale
(acquisizione, hardware di
gestione/elaborazione e stampa)
• Consulenza e vendita di sistemi di
illuminazione a luce controllata per
showroom, laboratori e aree controllo
qualità
• Calibrazione strumenti di lettura colore
(spettrofotometri)
• Corsi e formazione su software ed
hardware.
FIG. 9 - Schematizzazione della gestione di progetti in entrata provenienti da differenti device, prodotti secondo la metodologia Colour Service

14 . I quaderni di Acimac - Edizione 2011
Strumenti di visualizzazione, controllo, profi lazione e
gestione del coloreper la formulazione ceramica delle paste serigrafi che.Negli ultimi anni è poi entrata nel segmento delle tecnologie di decorazione digitale, fornendo alle aziende ceramiche i software di prototipazione che consentono di verifi care l’aspetto grafi co della piastrella senza i costi di impianto per produrla.
Dal 1996 Euromeccanica è specializzata nelle tecnologie di decorazione per il settore ceramico. Fino all’avvento della decorazione digitale, si è occupata di sistemi di decorazione “tradizionale” con retini piani e rulli siliconici, proponendo sistemi di macinazione e preparazione delle paste, sistemi di dosatura e software, e applicativi
Grande attenzione è stata rivolta alla ricerca di soluzioni idonee nel campo della colorimetria e della gestione del colore ceramico, con l’obiettivo di individuare quelle soluzioni innovative che potessero migliorare i sistemi esistenti, addirittura semplifi candoli laddove possibile.
di Marco Sichi
PERIFERICHE DI VISUALIZZAZIONE E CONTROLLO
La visione del colore corretto è da sempre di fondamentale importanza nel colour management. Se l’utente non ha una rappresentazione cor-retta dei colori il risultato delle sue elaborazioni e stampe saranno da considerare poco più che tentativi alla cieca.Dopo una ricerca approfondita nel settore, Euromeccanica ha stretto rapporti di collaborazione e commer-cializzazione con la giapponese Eizo, uno dei produttori di monitor specifi ci per il colour graphic (foto 1 e 2).Per visualizzare il colore corretto, oltre ad un buon monitor è indispen-sabile che questo venga calibrato pe-riodicamente per ottenere un profi lo che tenga conto delle caratteristiche colorimetriche del monitor stesso e dell’illuminazione dell’ambiente in cui è installato.Da sempre Euromeccanica è partner di X-Rite, leader nella strumentazio-ne per la misurazione e la gestione del colore, collaborazione iniziata con gli strumenti spettrofotometri-ci a sfera per il controllo qualità e la formulazione del colore e proseguita attraverso i sistemi di calibrazione e visualizzazione. Euromeccanica è distributore autorizzato di questa strumentazione oltre ad essere cer-tifi cato come training center e cen-tro tarature strumenti.
Nel campo della visualizzazione, oltre alla visualizzazione corretta dell’im-magine a monitor è indispensabile an-che la visualizzazione corretta in fase di controllo sul pezzo fi nito. Non è più possibile pensare che qualsiasi luce, o una fonte di illuminazione empirica
(come quella di una fi nestra) possano essere idonee per confrontare o scegliere pro-dotti o tinte colore: oggi è infatti indispensabile avere la certezza del tipo di illumina-zione scelto e del fatto che si possa utilizzare per tutto il ciclo di lavoro, in condizioni ambientali, tematiche o geo-grafi che diverse.Scegliere il tipo di illumina-zione (light source) ed utiliz-zarlo come riferimento per tutto il ciclo ceramico (dagli uffi ci grafi ci, alla scelta del prodotto fi nito a fi ne ciclo produttivo, fi no agli showro-om) è indispensabile per la gestione corretta delle infor-mazioni colore (fi g. 3 e 4).Esistono soluzioni, di cui Eu-romeccanica è distributore uffi ciale, che consentono di “parlare lo stesso linguag-gio” in qualsiasi fase del ciclo
ceramico ci si trovi: dal-le cabine luce da tavolo a quelle da laboratorio, da quelle per i sistemi di scelta ed il laboratorio fi no alla realizzazione di harmony room per sale mostra.
FIG. 1 - Monitor
FIG. 3
FIG. 4
FIG. 2 - Monitor e sonda

I quaderni di Acimac - Edizione 2011 . 15
STRUMENTAZIONE PER LA VERIFICA DEI PROBLEMI DI STAMPA
verso correzione manuale non è più concepibile, o quanto meno non è più necessaria: sul mercato, infatti, esi-ste la strumentazione adatta a for-nire dati certi per la correzione dei difetti. Esempio emblematico è il problema
La tecnologia ink-jet per il settore ceramico è relativamente nuova e come tale presenta alcuni difetti di giovinezza che portano a problemi di stampa.Come per le problematiche preceden-ti, la risoluzione di un difetto attra-
del “bandeggio” che si può riscontra-re in talune macchine all’avviamento o in fase di cambiamento delle testi-ne, risolvibile in maniera certa trami-te l’utilizzo di un densimetro abbina-bile ad un software per l’indicazione immediata del dato da correggere.
SOLUZIONI SOFTWARE ED HARDWARE PER LA PROFILAZIONE
La profi lazione è parte importantis-sima nella gestione del colore. Co-noscere esattamente il gamut della stampante e modifi care i colori di un progetto per farlo rendere al meglio in certe condizioni di lavoro e al variare
delle stesse è indispensabile per evi-tare di lavorare per tentativi.Le soluzioni software/hardware (stru-mento di misura e software) proposte da Euromeccanica consentono di cre-are profi li per caratterizzare i sistemi
di stampa sia in modalità tradi-zionale (partendo da colori RGB o CMYK) sia con i nuovi plug-in mul-ticolor, consentendo la profi lazione con i colori effettivamente presen-ti sulla stampante (fi g 5 e 6).
FIG. 5
FIG. 6
UNA NUOVA SOLUZIONE COMPLETA
Valutando le esigenze della decorazio-ne digitale ceramica, Euromeccanica ha creato un nuovo sistema di scan-sione e gestione del colore specifi co per le stampanti digitali. Una nuova soluzione che consente l’acquisizione di grafi che ad alta ri-soluzione, ma soprattutto, grazie al software proprietario a cui è abbi-nata, consente la profi lazione di fi les grazie all’utilizzo di gamut sviluppati tramite testcharts create interna-mente. È un progetto sviluppato principal-mente per l’industria ceramica e con-sente:
• digitalizzazione di progetti realiz-zati in “tradizionale”;
• creazione di nuovi soggetti par-tendo da materie prime naturali o altri materiali (stampe, tessuti, ecc);
• profi lazione di fi les provenienti da periferiche di input diverse;
• riprofi lazione di fi les al variare delle caratteristiche diverse.
E’ una soluzione dedicata alla stam-pa digitale che permette all’utente di sfruttare al meglio il gamut di stampa della periferica stessa, consentendo un confronto e una scelta rapida tra tutte le tipologie di stampa possibili (stampanti diverse, inchiostri diversi, smalti, cicli di cottura ecc. ecc), in maniera scientifi ca ma con un elevata semplicità d’uso.I vantaggi principali si sintetizzano in:• metodo scientifi co;• semplicità;• possibilità di conoscere immedia-
tamente sia visivamente che sta-tisticamente la percentuale di pro-getto riproducibile con il sistema di destinazione;
• possibilità di un confronto imme-diato tra due diversi sistemi;
• possibilità di mantenere sotto controllo il processo di stampa.
I componenti
I componenti principali del sistema sono tre: lo scanner iperspettrale, il
software di scansione ed il software di elaborazione colori.
Lo scanner
Lo scanner iperspettrale (fi g. 7) è il frutto di una collaborazione con l’Uni-versità di Parma, realtà di eccellenza nel settore della ricerca sul colore; fonte ispiratrice di questa macchina è stata una ricerca volta ad ottenere informazioni colore precise nel setto-re del restauro di opere d’arte.Lo scanner consente di acquisire l’in-formazione grafi ca e spettrale (nello spettro dei colori visibili dai 400 ai 700 nm) su un’area di 700x700 mm con tre tipi di risoluzione: low (160 dpi), med (320 dpi) e high (630 dpi). E’ composto da uno spettrofotometro di trasmissione accoppiato ad un CCD che consente acquisizioni ad altissima risoluzione.L’illuminazione del soggetto da acqui-sire (fi g. 8) è ottenuta tramite lam-pade alogene illuminanti un cilindro a sfera (illuminazione D/0°): questa tipo-

16 . I quaderni di Acimac - Edizione 2011
www.euromeccanica.com
logia di illuminazione è stata scelta in quanto utilizzata da sempre in tutti gli strumenti di lettura del colore nel settore ceramico (spet-trofotometro a sfera SP62), oltre che per il fatto che è la migliore nell’evitare rifl essi o dispersione della luce nel caso di scansioni di superfi ci lucide o strutturate.
Il software di acquisizione
Lo scanner iperspettrale è abbinato ad un software di acquisizione che consente:• controllo dei parametri di scansione;• calibrazione di bianco e buio;• scelta del tipo di risoluzione;• elaborazione e salvataggio dei dati;• unione di più “fette” scansionate per rea-
lizzare ampie superfi ci.
Il software di elaborazione colori
Terzo componente, vero cuore del sistema, è il software di elaborazione colori, responsabi-le di tutte le seguenti funzioni: • generazione e stampa delle pagine di
calibrazione;• creazione del gamut delle stampanti di
destinazione;• importazione del fi le, spettrale o grafi co;• verifi ca visiva e statistica del fuori gamut;• confronto tra due gamut, visivo e sta-
tistico con possibilità di creare palette colore per i colori comuni o diversi tra i due insiemi;
• modifi ca dei colori del fi le acquisito;
• stampa dei fi les secondo le specifi che richieste.
Funzionamento del software di elaborazio-ne colori
Il processo si divide in due fasi, che posso-no essere viste anche come due applicativi separati.La parte riguardante la scansione di oggetti ad alta risoluzione può essere un pacchet-to singolo, cosi come l’utilizzo di scanner e software per la profi lazione (per l’utente interessato solamente a questa specifi ca funzione è stato creato un piccolo scanner ad hoc).
FASE 1
La Fase 1 comprende la raccolta dei dati sul sistema di stampa, la generazione del-le testcharts e, dopo stampa e cottura, la lettura delle stesse allo scopo di creare un gamut contenente l’insieme dei colori ripro-ducibili (fi gg. 9 e 10).
FASE 2
Nella Fase 2 si procede all’acquisizione del soggetto originale oppure al caricamento dell’immagine tramite un fi le tiff lab prove-niente da periferiche diverse; si sceglie an-che la stampante di destinazione.Sarà immediatamente possibile avere una rappresentazione grafi ca dei due gamut
FIG. 7 - Scanner iperspettrale
FIG. 8 - Funzionamento dello scanner iperspettrale
FIG. 9/10 - Software di elaborazione colori: Fase 1 FIG. 11/12/13 - Software di elaborazione colori: Fase 2

I quaderni di Acimac - Edizione 2011 . 17
(stampante ed oggetto) ed una rap-presentazione visiva/statistica dei co-lori non riproducibili (fi gg. 11 e 12).A questo punto, utilizzando la tecno-logia degli intenti colorimetrici, si può andare a “modifi care” il fi le in modo da riprodurre la maggior quantità pos-sibile di colore. Il software propone automaticamente l’intento reputato migliore per il tipo di oggetto selezio-
nato (fi gg. 13 e 14).Quando il risultato verrà reputato corretto, sarà possibile inviarlo di-rettamente alla stampante o salvar-lo in una cartella di scambio. Il fi le è già pronto per il caricamento in mac-china; risoluzione formato del fi le ed eventuali separazioni dei piani sono opzioni personalizzabili dal cliente in fase di creazione della stampante.
NOTE
FIG. 14 - Software di elaborazione colori: Fase 2
FIG. 15 - Esempio di laboratorio grafi co ceramico

18 . I quaderni di Acimac - Edizione 2011
Decorazione digitale: innovazione di prodotto o innovazione di processo?
Rinnovare il modello di businessin corso. Questa realtà impone all’in-dustria ceramica italiana - in parti-colare ai diversi attori del distretto di Modena e Sassuolo - un’attenta analisi su quali debbano essere le linee strategiche che guideranno lo sviluppo di questa nuova tecnica de-corativa, trattandosi di un’innovazio-ne di processo che interessa tutti gli attori della fi liera, dai produttori
Negli ultimi due anni l’adozione del-la stampa digitale, come ultima - e forse unica - innovazione tecnologi-ca all’interno dell’industria ceramica italiana, ha avuto la sua defi nitiva af-fermazione. Si stima in 120 il numero di macchine per stampa digitale oggi presenti in Italia, numero destinato a superare le 300 unità - sempre se-condo stime - entro la fi ne dell’anno
ai fornitori di impianti, materiali, sof-tware, progettazione. Per condurre questa analisi occorre avere un qua-dro chiaro e ben defi nito dell’attuale contesto produttivo italiano, in par-ticolare analizzando le forze compe-titive in gioco al fi ne di individuare le linee strategiche che le imprese produttrici dovranno perseguire per difendere la propria competitività.
di Davide Corradini
I risultati economici degli ultimi anni - 2008, 2009 - hanno evidenziato il trend decrescente dei volumi produt-tivi e di vendita che contraddistin-guono il settore delle piastrelle in ceramica (Fig. 1). Questa tendenza segna inequivoca-bilmente l’ingresso del settore in una nuova fase del suo ciclo di vita. Tale fase è caratterizzata dalle se-guenti peculiarità:• Decremento della domanda di
mercato• Aumento della concorrenza porta-
ta da prodotti provenienti da altri settori (legno, vetro,…)
• Ricerca di massima effi cienza produttiva
• Delocalizzazione produttiva verso
paesi con inferiori costi dei fattori produttivi
• Chiusura/Riconversione degli im-pianti di produzione.
Questi sono i tipici tratti caratteriz-zanti una fase di declino, o di maturi-tà molto avanzata.
Per poter difendere la propria com-petitività, le aziende sono chiamate a perseguire una serie di obiettivi stra-tegici, diversi per le varie fasi della catena del valore, che possono esse-re suddivisi in funzione dello schema porteriano della differenziazione o della leadership di costo.Di seguito viene rappresentato uno schema di riepilogo di queste linee strategiche:
TAB. 1 - STRATEGIE COMPETITIVE IN UN MERCATO MATURO
Fasi della catena di valore Strategie di Differenziazione Strategie di Riduzione Costi
Input di processo• Delocalizzazione
• Rapporto con i fornitori
Produzione• Differenziazione qualitativa
• Innovazione di prodotto
• Economie di scala
• Esternalizzazione
• Economie di varietà
• Innovazione di processo
Distribuzione e vendita • Servizi ai clienti • Integrazione a valle
Trasversale
• Comunicazione
• Diversifi cazione geografi ca
• Presenza sul mercato/Reputazione
• Gestione risorse umane
FIG. 1 - Andamento della produzione di piastrelle in Italia dal 1994 al 2009
(fonte: Confi ndustria Ceramica - 2010)
IL CONTESTO PRODUTTIVO ITALIANO
perseguimento di obiettivi di riduzio-ne di costo. Infatti, la stampa a get-to d’inchiostro consente una serie di vantaggi sotto questo aspetto, che vanno dalla possibilità di diminuire il numero di toni in produzione, alla ri-dotta complessità gestionale dei ma-teriali per serigrafi a, alla riduzione dei
Quale può essere il ruolo della stam-pa digitale per supportare le impre-se nel perseguimento dei suddetto obiettivi?Concentrandosi sulla parte produtti-va, si può senz’altro affermare che la tecnologia digitale costituisce una innovazione di processo, funzionale al
tempi di sviluppo prodotto.Un altro importante obiettivo stra-tegico, che la stampa digitale è in grado di stimolare, è lo sviluppo di sinergie produttore-fornitori, sem-pre in un’ottica di riduzione dei co-sti di processo. La stampa a getto d’inchiostro impone infatti una for-

I quaderni di Acimac - Edizione 2011 . 19
te standardizzazione del processo produttivo e dei materiali utilizzati, o quantomeno questa è la tendenza che ha caratterizzato e continua a caratterizzare l’introduzione di que-sta nuova tecnologia decorativa. Di conseguenza, si rende necessario un rafforzamento dell’interazione tra il produttore ceramico e i fornitori di materiali, macchinari e servizi grafi ci per far sì che i diversi componenti di processo siano fra loro armonizzati e
concorrano alla riduzione complessi-va dei costi di produzione.Tuttavia, oltre alla riduzione di co-sto, vi sono le linee strategiche vo-tate alla differenziazione di prodotto. Sotto questo aspetto, la stampa a getto d’inchiostro costituisce uno strumento eccezionale per la realiz-zazione di proposte estetiche inno-vative. Basti pensare all’elevata variabili-tà di grafi che realizzabili per singo-
lo prodotto, fi no alla possibilità di stampare senza contatto, abbinando allo stesso tempo colore, grafi ca e struttura secondo combinazioni fi no a poco tempo fa inimmaginabili.Volendo riassumere in tre parole chiave gli obiettivi da perseguire gra-zie all’introduzione della stampa digi-tale, esse sono:• Effi cienza• Innovazione• Competitività.
ANALISI SWOT DELLA TECNOLOGIA DIGITALE
Analizzando più da vicino la nuova tecnologia che ci troviamo davanti, secondo lo schema SWOT (Strength, Weaknesses, Opportunities, Thre-ats), è possibile da un lato evidenzia-re i punti di forza e le opportunità che
essa mette a disposizione, dall’altro far emergere le debolezze e le mi-nacce che si presentano e che vanno accuratamente evitate per non tra-sformare il grande potenziale dell’ink-jet in un motore di accelerazione del
processo di declino del distretto ce-ramico.Di seguito si riporta un riepilogo dell’analisi, in cui per brevità sono elencati solo alcuni dei contenuti del-la matrice SWOT.
TAB. 2 - ANALISI SWOT DELLA TECNOLOGIA DIGITALE IN CERAMICA
Strength - Punti di forza Weaknesses - Punti di debolezza
• Nuove potenzialità decorative
• Riduzione dei tempi di industrializzazione
• Riduzione dei costi di stoccaggio di materiali per decorazione
• Potenzialità cromatiche limitate
• Assenza di contenuto “materico”
• Introduzione di nuove problematiche operative
Opportunities - Opportunità Threats - Minacce
• Innovazione di prodotto
• Personalizzazione dei lotti di produzione
• Miglioramento del rapporto qualità/prezzo
• Standardizzazione del prodotto fi nito
• Rischio di progettazione “ink-jet driven”, anziché “ink-jet added”
• Passaggio da un design ceramico a favore di un design grafi co
Tralasciando la parte sinistra della matrice, sulla quale già molto è stato scritto ed è stato detto, diventa cer-tamente più interessante analizzare la parte destra, partendo dai punti di debolezza.
Riguardo alle limitate potenzialità cromatiche, se è vero che la stampa digitale, supportata da un adeguato sistema di gestione digitale del colo-re, permette di realizzare un’estesa gamma di tonalità a partire da un li-mitato numero di inchiostri, è altret-tanto vero che la gamma di colori realizzabili (il GAMUT) non è infi nita. Inoltre, il GAMUT è limitato da una serie di parametri che non riguarda-no soltanto i colori degli inchiostri, ma anche gli smalti di fondo e le co-perture, i cicli di cottura, il colore del supporto, la macchina di stampa e il sistema di profi lazione e di gestione
del colore utilizzato. Di conseguenza, il perseguimento della massima am-piezza del GAMUT richiede una stan-dardizzazione elevata di tutte queste variabili, a scapito della fl essibilità di processo. Viceversa, la ricerca di una maggiore fl essibilità comporta complicazioni operative e gestionali, come nel caso delle richieste di colori personalizzati per soddisfare le esi-genze di ogni singolo cliente, moltipli-cando il numero di codici a magazzino e il numero di profi li colore da gestire.
Un secondo punto di debolezza ri-guarda l’assenza di “contenuto ma-terico”. La stampa digitale, al con-trario della serigrafi a, non è in grado di apportare materia sulla piastrella, ma solo colore e grafi ca. Dunque, con la sola stampa digitale viene a man-care uno dei contenuti essenziali del prodotto ceramico, che non è soltan-
to un prodotto da guardare, ma an-che e soprattutto da toccare.
Infi ne, non va dimenticato che la stampa digitale introduce nuove pro-blematiche operative, dal momento che impone l’acquisizione di nuove competenze e di nuovi strumenti, come ad esempio quelli relativi alla gestione digitale del colore. È vero che la stampa digitale consente di avere una maggiore uniformità dei toni in produzione, ma è altrettanto vero, come ricordato poc’anzi, che sono tante le variabili di processo in grado di infl uenzare il prodotto fi nito. Parlando di minacce, inoltre, occorre sottolineare alcuni punti importanti.Dietro alla standardizzazione di pro-cesso, si nasconde l’insidia della standardizzazione di prodotto. Il per-corso è molto semplice: nel tentativo

20 . I quaderni di Acimac - Edizione 2011
diversifi cazione, risulterebbe una mi-naccia più che un’opportunità, per-ché rafforzerebbe la competitività dei paesi emergenti, a basso costo dei fattori produttivi, in grado di re-plicare con relativa facilità i prodotti made in Italy.
Come naturale conseguenza del ten-tativo esasperato di adattare il pro-cesso ceramico all’introduzione della stampa digitale, un’altra pericolosa minaccia è quella di un passaggio da una progettazione di prodotto ink-jet “added” ad una ink-jet “driven”. Al di là dei neologismi, il pericolo è proprio quello di assoggettare all’u-
di stabilizzare le variabili di proces-so, per ottenere i suddetti benefi ci di costo, le imprese razionalizzano i materiali utilizzati per la decorazio-ne, uniformano i cicli di cottura, con il risultato però di realizzare prodotti dalla ridotta complessità tecnologi-ca, ossia, il cui “reverse enginee-ring” appare semplice e immediato. In sostanza, a differenziare i prodot-ti, dal lato estetico, rischia di rima-nere solo il contenuto grafi co, che è sostanzialmente frutto del processo di gestione digitale delle immagini stampate. In un simile scenario, è evidente che l’innovazione di prodotto, ossia la
so della stampa digitale tutte le at-tività aziendali, dalla progettazione alla vendita. Il processo produttivo deve avvalersi della stampa a getto d’inchiostro, non esserne vincolato. La progettazione estetica di prodot-to ha a disposizione un nuovo stru-mento, non un solo strumento. Così pure dal lato della vendita, oc-corre ricordare che una piastrella realizzata con l’ausilio della stampa digitale non diventa un nuovo prodot-to, resta sempre una piastrella. L’innovazione, è bene rammentarlo, è di processo, e, riguardo al prodotto, può esserci solo innovazione esteti-ca.
BISOGNI EMERGENTI
www.colorobbia.com
di colore e di superfi cie mai realizzate fi nora, badando però all’integrazione della stampa digitale con le tecniche decorative “tradizionali”.Riguardo all’effi cienza, le aziende mo-strano l’esigenza di realizzare con la stampa digitale prodotti già in gam-ma, per tentare di ridurne i costi produttivi, ma hanno altresì bisogno di risolvere rapidamente le nuove pro-blematiche gestionali che la stampa digitale, come detto, implica.Riguardo alla competitività, un fatto-re decisivo per competere su scala globale grazie ad un sapiente utiliz-zo del getto d’inchiostro è ridurre i tempi di messa a punto di prodotto, anticipando la concorrenza grazie ad
Elencati i punti di forza, di debolezza, le opportunità e le minacce, è eviden-te che per le aziende ceramiche na-scano dei bisogni. Questi bisogni derivano dalla necessi-tà di coniugare punti di forza e oppor-tunità, e parimenti evitare che, at-traverso le debolezze, si manifestino le minacce che abbiamo elencato. È opportuno analizzare questi bisogni alla luce delle tre parole chiave identi-fi cate in precedenza, a proposito del-le strategie competitive: innovazione, effi cienza, competitività.Posto che la stampa digitale è di per sé un’innovazione di processo, per in-novare l’estetica di prodotto le azien-de hanno bisogno di creare soluzioni
un’immissione rapida di nuove serie sul mercato. Naturalmente queste nuove propo-ste estetiche devono risultare com-plesse nella realizzazione e diffi cili da imitare.Riassumendo, le imprese necessita-no di un sistema prodotto/servizio caratterizzato da:• Qualità, a supporto dell’innova-
zione• Affi dabilità, per cogliere i benefi ci
dell’effi cienza di costo garantita dal getto d’inchiostro
• Competenza, ossia la capacità progettuale necessaria per con-seguire un vantaggio competitivo attraverso il digitale.
LA PROPOSTA DEL COLORIFICIO
che richiedono un processo produt-tivo complesso e ingenti costi di ri-cerca e sviluppo, dal momento che un inchiostro non è una semplice miscela di un pigmento tradizionale stramacinato e qualche additivo or-ganico. Come ormai è noto, gli inchio-stri sono sistemi fi sici assai delicati e complessi, per la cui messa a punto sono necessari diversi mesi, a cui se-
L’offerta di un colorifi cio, che si can-didi a divenire partner di riferimento delle imprese ceramiche di fronte alla sfi da della stampa digitale, deve es-sere quindi caratterizzata da qualità, affi dabilità e competenza, sia nel pro-dotto che nel servizio.La qualità dell’offerta si rifl ette dal lato del prodotto nella messa a punto di nuovi sistemi organico/inorganici,
guono i vari percorsi di omologazione presso i diversi costruttori di mac-chine. L’ottimizzazione deve tenere conto di tanti vincoli, sia quantitativi che qualitativi, che vanno dai para-metri chimico fi sici all’equilibrio cro-matico, dall’ampiezza del GAMUT alla durabilità, senza dimenticare il tema dell’eco-compatibilità.Sotto il profi lo del servizio, invece, la

I quaderni di Acimac - Edizione 2011 . 21
perfetta compatibilità chimico-fi sica degli inchiostri con gli apparati di stampa, traducendosi in ridotti rischi di guasto. Un servizio affi dabile, inve-ce, si caratterizza per un’assisten-za tecnica riqualifi cata alla luce del-le nuove competenze richieste dalla tecnologia digitale.La competenza, ossia la capacità progettuale di un colorifi cio si manife-sta in inchiostri che si integrino per-fettamente con i materiali ceramici tradizionali, consentendone un’ampia
qualità dell’offerta passa attraverso l’acquisizione, da parte del colorifi cio, di nuove competenze nel campo del colour management. È importante sottolineare che non si tratta di un processo immediato, sia perché la colorimetria è una scienza comples-sa, sia perché sistemi di gestione digitale del colore per ceramica sono nati o stanno nascendo in questo pe-riodo, e sono in continua evoluzione.Parlando di affi dabilità, essa si ma-nifesta, dal lato del prodotto, nella
versatilità di utilizzo nella realizza-zione di diverse tipologie di superfi ci. Questo know-how passa attraverso una continua ricerca interna sul-la combinazione degli inchiostri con smalti, graniglie, serigrafi e, e così via. Infi ne, un servizio è caratterizza-to da capacità progettuale se sa in-tegrare le nuove competenze digitali con il background ceramico, per as-sistere il cliente dalla progettazione del prodotto fi nito fi no alla sua indu-strializzazione.
CINKS: L’OFFERTA DI COLOROBBIA
inchiostri si basa su 4 pilastri fonda-mentali che sono:• la ricerca della massima ampiez-
za di GAMUT• la massima fl essibilità d’impiego
degli inchiostri, idonei per tutte le tipologie produttive
• la stabilità nel tempo, di 6 mesi dal momento della fabbricazione, garantita dal perfetto equilibrio della miscela organico/inorganica
• la sicurezza ambientale: il rispetto della salute dell’uomo e dell’ambiente è di fondamen-tale importanza per Colorobbia. I prodotti CINKS non riportano né etichettature di rischio, né richiedono etichettature
Ad oggi, l’offerta di Colorobbia per la stampa digitale si articola nel siste-ma di prodotto e servizio identifi cato dal marchio CINKS.
I prodotti che costituiscono la gam-ma Cinks sono 8, in particolare:• Ciano Al-Co (per pavimenti) • Ciano Si-Co (per rivestimenti)• Red-Brown• Brown• Beige• Giallo• Nero• Rosa
In un’ottica di miglioramento conti-nuo, la ricerca e lo sviluppo di questi
ADR/IMDG/ICAO ai fi ni del tra-sporto.
Il servizio offerto da Colorobbia è confi gurato all’interno di un siste-ma di customer relationship mana-gement. A partire dalle richieste del cliente, il sistema di gestione della commessa coordina internamente diversi gruppi di lavoro per fornire assistenza a 360 gradi, da un lato sviluppando un rapporto di stretta cooperazione nella progettazione e sviluppo dei prodotti fi niti, dall’altro affi ancandolo nella gestione dell’in-dustrializzazione, grazie a un team di assistenza tecnica dedicato alla stampa digitale che lavora su scala mondiale in stretta sinergia con la
FIG. 2 - Struttura del servizio CINKS, costruito intorno ai bisogni del cliente

22 . I quaderni di Acimac - Edizione 2011
ricerca e sviluppo, per garantire al cliente soluzioni ad hoc per le proprie esigenze.Tradotta in termini di risorse umane e strumentali, la struttura di assi-stenza alla progettazione si compo-ne di una rete di laboratori distribui-ta su scala mondiale all’interno della quale lavorano grafi ci e tecnici cera-mici qualifi cati nella gestione digita-le del colore. Un team di 12 tecni-
ci ceramici focalizzati sullo sviluppo di nuove proposte di prodotto fi nito e, per ciò che riguarda gli strumen-ti, 12 plotter, accompagnati da stru-mentazione hardware e software per la prototipazione rapida di prodotti fi -niti.Per quanto concerne l’assistenza in fase di industrializzazione l’azien-da ha costituito una task force di 20 tecnici ceramici dedicata all’assi-
stenza post vendita nel settore di-gitale, che può essere garantita su scala mondiale dalla capillare presen-za territoriale di Colorobbia, grazie a 14 fi liali in tutto il mondo.Questi numeri danno l’idea dell’inve-stimento crescente che Colorobbia sta effettuando per essere un part-ner di riferimento per i propri clien-ti in tutto il mondo nell’adozione della stampa digitale.
www.colorobbia.com
FIG. 3 - Le risorse investite da Colorobbia per il servizio CINKS
CONCLUSIONI
Al termine dell’analisi dell’attua-le panorama competitivo e di come la stampa digitale si inserisca all’in-terno di questo contesto, si possono trarre alcune importanti conclusioni.Le imprese ceramiche italiane, du-ramente colpite dalla crisi del 2009 e pressate dalla forte competizione internazionale, stanno ricercando il proprio vantaggio competitivo attra-verso azioni di riduzione dei costi in-dustriali e innovazione (estetica) di prodotto.La tecnologia ink-jet costi-tuisce un’innovazione di processo in grado di supportare il perseguimento di tali obiettivi.
Tuttavia, accanto alle proprie oppor-tunità e punti di forza, il getto d’in-chiostro presenta anche una serie di punti di debolezza e di minacce. È dunque indispensabile un approccio sistemico per l’introduzione di que-sta tecnologia, per evitare di enfatiz-zarne i potenziali rischi. Un approccio sistemico presuppo-ne una rafforzamento della relazione produttore-fornitori, che devono col-laborare alla progettazione congiun-ta del prodotto fi nito, puntando alla massima effi cienza produttiva e alla realizzazione di prodotti inimitabili, frutto della capacità innovativa tipi-
ca del made in Italy.In un simile scenario, le caratteristi-che che deve possedere un sistema prodotto/servizio offerto da un colo-rifi cio sono qualità, affi dabilità e com-petenza.Colorobbia, attraverso il marchio CINKS, garantisce un’offerta di pro-dotto e servizio di elevato standard qualitativo, estrema affi dabilità e competenza proprie di un player sto-rico nel mondo ceramico, candidan-dosi a partner di riferimento per sup-portare i propri clienti ad affrontare la sfi da dell’introduzione della tecno-logia digitale.

I quaderni di Acimac - Edizione 2011 . 23
NOTE

24 . I quaderni di Acimac - Edizione 2011
Gli inchiostri pigmentali ceramici
ni, se non addirittura di pezzi sin-goli;
• La riduzione dei tempi e dei costi di progettazione dei modelli;
• La riduzione delle scorte di magaz-zino dei prodotti di consumo e de-corativi in genere;
• La stampa su superfi ci strutturate e su tutti i bordi del supporto;
• L’eliminazione di tutte le rotture o difetti estetici da decorazione a contatto;
• L’elevata “casualità” della grafi ca ad alta defi nizione (Figura 1).
Tutti questi vantaggi fanno della tec-
Il sentiero è ormai tracciato, nei prossimi anni diventerà strada e mol-to probabilmente autostrada a più corsie. La decorazione digitale, che piaccia o no, è una realtà ceramica che va compresa e utilizzata in tutti i suoi aspetti.I vantaggi sono ormai chiari e comun-que superano largamente alcuni dub-bi sulla gestione logistica dei prodotti ed il limitato gamut cromatico.
L’introduzione della decorazione digi-tale ha portato i seguenti vantaggi:
• La realizzazione di piccole produzio-
nologia inkjet una vera innovazione.È quindi naturale che INCO Industria Colori abbia inserito nella propria gamma di prodotti la nuova serie di performanti inchiostri pigmentali.Questo è stato possibile grazie alla profonda conoscenza della materia, mirati investimenti in ricerca, elevata collaborazione con impiantisti ed alta considerazione delle esigenze del cliente.Tuttavia, tutto ciò non avrebbe senso se l’esperienza accumulata negli anni non venisse condivisa con clienti ed impiantisti aumentando la conoscen-za sull’argomento.
Un inchiostro pigmentale ceramico è costituito da una fase solida (20-45%) e da una fase liquida non acquo-sa perfettamente omogeneizzate tra loro. La parte solida, che è composta principalmente da pigmenti inorganici
appositamente studiati (zirconi, spi-nelli ecc…), ha la funzione di conferi-re la colorazione richiesta. La parte liquida, che è composta da sostanze polari, apolari, stabilizzanti, disper-denti ha la funzione di conferire all’in-chiostro le caratteristiche di stabili-tà nel tempo contro la fl occulazione e la sedimentazione e determina le pro-prietà chimico fi siche (viscosità, ten-sione superfi ciale, conduttività) che infl uenzano la formazione della goc-cia durante la stampa: infatti dimen-sione, velocità e stabilità della goccia ad una determinata frequenza dipen-dono da queste proprietà (Figura 2).
Esistono due approcci nella sintesi di nanoparticelle: il processo bottom-up e il processo top-down.Il processo bottom-up è un vero e proprio processo di sintesi chimica
che prevede, attraverso differenti tecniche (cooprecipitazione, proces-so sol-gel, processo idrotermale a microonde ecc…) di formare/costrui-re nanoparticelle partendo dal basso, atomo per atomo molecola per mole-cola e così via. Il processo top-down invece prevede la preparazione di na-noparticelle attraverso la riduzione di dimensione di particelle a più eleva-ta granulometria attraverso differen-ti tecniche una delle quali è la ma-cinazione ad alta energia con mulini a microsfere. Questa è la tecnologia che più comunemente viene utilizzata nella produzione degli inchiostri cera-mici in quanto il processo bottom-up risulta essere particolarmente co-stoso per il settore ceramico e viene prevalentemente utilizzato per sinte-tizzare nanoparticelle per coating e elettronica (Figura 3).
COMPOSIZIONE DELL’INCHIOSTRO
di Daniele Verucchi e Maurizio Cavedoni
Fig. 1
Fig. 2 - composizione degli inchiostri
pigmentali ceramici
Flat silk-print: 127 DPI and just one face
Roto-print: 127/254 DPI and maximum three faces
Inkjet-print: 360 DPI several faces

I quaderni di Acimac - Edizione 2011 . 25
Fig. 3 - processo top down e
processo bottom-up
IL PROCESSO TOP-DOWN
Vediamo nel dettaglio in che cosa consiste il processo “top down” di macinazione ad alta energia.In questo processo, la miscela omo-genea di fase liquida e pigmento vie-ne fatta ricircolare attraverso una camera di macinazione riempita al 80-90% di microsfere di ossido di zirconio stabilizzato yttrio della di-mensione di 0.20 , 0.8 mm. All’interno della camera di macinazio-ne un particolare rotore conferisce alle microsfere una elevatissima ve-locità periferica che si trasforma in energia trasmessa alla macinazione. Il continuo passaggio dell’inchiostro attraverso la camera di macinazio-ne porta all’ottenimento della distri-buzione granulometrica submicronica voluta (Figura 4).Tale processo porta a cristalli con granulometrie molto piccole (0,2µm) rispetto a quelle relative al pigmento di inizio processo (3-5µm) (Figura 5). Solo ossidi appositamente sviluppa-ti per resistere ad una macinazione
così spinta possono mantenere una elevata resa cromatica e stabilità nei confronti della aggressione chimica degli smalti e del ciclo di cottura.
Gli inchiostri preparati mediante que-sto processo di sintesi sono sogget-ti a fenomeni di instabilità propri delle dispersioni submicroniche solido-sol-vente. Tale instabilità spesso è causata da due processi fi sici combinati:1. L’aumento della granulometria
(aggregati) dovuto a fenomeni di fl occulazione;
2. Lo spostamento di particelle all’interno dei campioni, causa di creaming o sedimentazione.
Queste destabilizzazioni possono avere un grosso impatto sulla qualità del prodotto fi nito, creando indeside-rati fenomeni di “gradienti di concen-trazione” e quindi di resa cromatica e occlusione irreversibile degli ugel-li di stampa. Mantenere in sospensione la parte
pigmentale di un inchiostro in sva-riate condizioni di stoccaggio e uti-lizzo è quindi la sfi da quotidiana dei formulatori di inchiostri ceramici. Per fare ciò vengono utilizzati vari additivi che favoriscono la “bagnabi-lità” del pigmento e prevengono fe-nomeni di agglomerazione e sedi-mentazione (fi gura 6).
Il monitoraggio delle instabilità even-tualmente presenti in un inchiostro può essere effettuato mediante l’u-tilizzo di uno strumento chiamato Turbiscan che ne mette in eviden-za l’insorgere in poche ore o giorni quando una analisi di tipo visivo po-trebbe richiedere settimane. L’utilizzo di tale strumento (in uso presso i laboratori di ricerca e svi-luppo INCO) permette di ottimizzare le formulazioni in termini del migliore additivo da utilizzare per aumentare la stabilità dell’inchiostro, nonché di effettuare un accurato control-lo qualità sui vari lotti di produzione.
Fig. 4 - layout di produzione degli
inchiostri pigmentali ceramici
Fig. 5 - confronto tra la distribuzione granulometrica di un pigmento
tradizionale per la colorazione smalti (Jet mill) e quella di un
inchiostro (High Speed)
Fig. 6 - fenomeni di instabilità delle dispersioni solido/solvente
PRINCIPIO DI MISURAMENTO
Il corpo centrale dello strumento è una testa di rilevazione che si muo-ve verticalmente lungo una cella ci-lindrica di vetro con il fondo piatto contenente l’inchiostro. La testa
contiene una sorgente di luce (vici-no infrarosso) pulsata (�=850nm) e due rilevatori sincronici. Il rilevatore di trasmissione riceve la luce che at-traversa il campione, mentre il rile-
vatore di retrodiffusione (backscat-tering) riceve la luce “scatterata” indietro dal campione. La testa ana-lizza il campione in tutta la sua lun-ghezza (intorno a 65mm), acquisendo

26 . I quaderni di Acimac - Edizione 2011
www.incolours.it
dati di trasmissione e retrodif-fusione ogni 40µm (ciò signifi -ca 1625 acquisizioni in trasmis-sione e retrodiffusione per ogni scansione - fi gg. 7 e 8). Tale strumento effettua una scansione a vari tempi program-mati e sovrappone tutti i profi li in un grafi co al fi ne di evidenziare le destabilizzazioni. Un prodotto stabile mostra un grafi co in cui tutte le acquisi-zione fatte, al variare del tem-po, sono sovrapposte quasi in una unica curva (Figura 9), men-
tre un campione instabile mostra una variazione dei vari profi li acquisiti (Fi-gura 10).
In tali grafi ci in ordinata sono ri-portati i valori di trasmissione e retrodiffusione, mentre in ascis-sa viene riportata l’altezza della cella contenente il campione. Le fi gure successive mostrano un esempio di analisi turbiscan di due campioni di inchiostro ad ele-vata instabilità. La Figura 11 mostra che i livel-li di backscattering aumentano nella zona relativa al fondo della cella contenente il campione (zo-na a sinistra nel grafi co) a cau-
sa di una concentrazione di particelle in questa zona della cella (sedimen-
tazione). Tale concentrazione è identifi cabile mediante le varie scansioni già durante le prime ore di monitoraggio del campio-ne nonostante non si noti su di esso nessuna variazione attra-verso una analisi di tipo visivo. Se si osserva la parte destra del grafi co (che corrisponde al-la zona superiore della cella) si osserva una diminuzione del backscattering a causa di un fenomeno di chiarifi cazione del campione in questa zona.La Figura 12 mostra un classi-co comportamento di un cam-pione nel quale le particelle han-no la tendenza a fl occulare. Si può notare come i valori di backscattering diminuisca-no progressivamente al variare del tempo lungo tutta la cella a causa di fenomeni aggregazione delle particelle che rendono via via il campione stesso sempre più “trasparente” alla sorgente luminosa.Mentre il fenomeno di sedimen-tazione è reversibile, quello di fl occulazione non lo è e quindi deve essere assolutamente evi-tato al fi ne di non causare l’oc-clusione delle testine di stampa provocando le indesiderate “ri-gature” sulle piastrelle stam-pate.
Fig. 7 - Turbiscan: retrodiffusione
backscattering
Fig. 8 - Turbiscan: trasmissione
Fig. 9 Fig. 10
Fig. 11 - fenomeni di sedimentazione e
chiarifi cazione
Fig. 12 - fenomeni di fl occulazione
STABILIZZAZIONE DELLE PARTICELLE CONTRO LA FLOCCULAZIONE
Durante la macinazione, a causa dell’elevata superfi cie specifi ca che si genera e a causa di cariche che si
formano sulla superfi cie delle singo-le particelle, esse hanno la tendenza a riaggregarsi formando degli agglo-
merati (si parla di fl occulazione). Per questo motivo è molto importante durante la preparazione degli inchio-

I quaderni di Acimac - Edizione 2011 . 27
stri con il processo top down stabi-lizzare le particelle onde evitare ap-punto fenomeni di fl occulazione con il passare del tempo. La stabilizzazione delle particelle contro il fenomeno della fl occulazione può essere realizzata attraverso due differenti metodi: quello elettrostati-co e quello cosiddetto di “stabilizza-zione sterica”.Il primo consiste nel ricoprire le par-ticelle di cariche dello stesso segno che quindi si respingono. Tale metodo è abbastanza complicato perché dipende fortemente dal pH e dalla concentrazione degli elettroliti che vengono messi in soluzione.Il secondo metodo consiste nel ri-coprire le particelle con catene po-limeriche di appropriata lunghezza;
quest’ultime presentano un termi-nale affi ne alla superfi cie della parti-cella del pigmento, alla quale si vanno a legare, e una catena terminale che funge da vero e proprio separatore/distanziatore fi sico tra le particelle. Tale metodo è quello che viene più co-munemente utilizzato nella prepara-zione degli inchiostri pigmentali cera-mici (Figura 13).
L’ottenimento di prodotti con sempre minore tendenza alla sedimentazione e fl occulazione è un obbiettivo qua-litativo molto importante per i pro-duttori di inchiostri in quanto ne de-termina il tempo di conservazione e il buon comportamento nelle macchi-ne di stampa dove l’inchiostro è man-tenuto costantemente a temperatu-
re tra 40 e 50°C (situazione di forte stress che accelera i fenomeni di in-stabilità).
Fig. 13 - Stabilizzazione sterica (a sinistra) ed elettrica
PROPRIETÀ CHIMICO-FISICHE DEGLI INCHIOSTRI PIGMENTALI CERAMICI
La decorazione ink-jet nel settore ceramico utilizza, per la deposizione dell’inchiostro, testine di stampa che utilizzano prevalentemente la tecno-logia “drop on demand” (DOD). Ta-le tecnologia permette di applicare, sotto forma di gocce, precise quanti-tà di un inchiostro funzionale median-te l’applicazione di un brevissimo pul-so di pressione.Il meccanismo di funzionamento del getto della goccia comporta la ge-nerazione di onde di pressione in un condotto riempito con l’inchiostro dietro ad un orifi zio. Alla fi ne del fo-ro il menisco del liquido viene mante-nuto dalla tensione superfi ciale. Un sistema piezoelettrico induce l’on-da di pressione che si propaga con-tro la tensione superfi ciale del fl ui-do formando una piccola goccia che viene espulsa dall’ugello. Sotto adat-te condizione elettriche e idonee pro-prietà chimico-fi siche dell’inchiostro il liquido espulso si sviluppa in una so-la gocciolina.Inchiostri con inappropriati parame-tri reologici porteranno a instabilità di sparo e a gocce con una coda mol-to allungata: la lunghezza e il tempo di vita della coda della goccia infl uen-zeranno l’accuratezza della posizione
e quindi la risoluzione del processo di stampa.Dal punto di vista chimico-fi sico sva-riate sono le proprietà che caratte-rizzano un inchiostro, alcune delle quali infl uenzano in modo signifi cativo la “sparabilità” (velocità, dimensione, costanza della goccia) attraverso le testine che sfruttano la tecnologia “drop on demand”.Un primo parametro che contraddi-stingue un inchiostro pigmentale ce-ramico è la distribuzione granulome-trica. Il valore medio delle particelle degli inchiostri pigmentali ceramici è solitamente attorno a 200-220nm e il 100% delle particelle è sotto a 700-800nm.Viscosità, tensione superfi ciale e densità infl uenzano in modo più o me-no signifi cativo la formazione della goccia.L’onda acustica di pressione gene-rata dalla deformazione del piezoe-lettrico, che fa sì che la goccia ven-ga espulsa dall’ugello della testina, è fortemente infl uenzata dalla viscosi-tà. Inchiostri con comportamento il più possibile Newtoniano e con va-lori compresi tra 8-14cP (alla tem-peratura di sparo) consentono una ottimale formazione della goccia e
l’eliminazione delle indesi-derate gocce satellite (goc-ce, attorno alla goccia prin-cipale, di dimensione molto più piccola) che causano di-fettologie durante la stam-pa.Anche la tensione superfi -ciale ha una diretta infl uen-za sulla formazione del-la goccia: valori elevati di tensione superfi ciale fan-no sì che sia necessario un maggiore voltaggio per ottenere una velocità co-stante mentre bassi valo-ri possono causare la rot-tura del menisco all’interno dell’ugello con conseguen-te inglobamento di aria. Questo fenomeno può cau-sare discontinuità nel fl u-ire dell’inchiostro e quindi rigature durante il proces-so di stampa. Valori compresi tra 22-35mN/m consentono una buona gestione dell’inchiostro durante la produzione.La densità (valori compresi tra 1-1.5gr/cm3) non infl uisce diretta-mente sulla formazione della goccia ma determina la velocità di propaga-
Fig. 14/15 - Sparabilità corretta
(in alto) e non corretta (in basso)

28 . I quaderni di Acimac - Edizione 2011
zione dell’onda acustica.Una ottimizzazione dei vari parame-tri sopra descritti porta ad una cor-retta formazione della goccia co-
me mostra la Figura 14, nella quale si possono osservare gocce regolari e l’assenza di gocce satellite. La Fi-gura 15 mostra invece un inchiostro
con un comportamento non ottimale dove la dimensione delle gocce è piut-tosto irregolare e vi è la formazione di satelliti.
www.incolours.it
IL GAMUT COLORIMETRICO
Nonostante tutti i progres-si tecnologici, in ceramica è diffi cile ottenere un gamut ampio a tutte le tempera-ture e, dove possibile, ad un costo ragionevole.Per ragioni meramente tec-niche vi sono oggettive diffi -coltà ad avere tonalità ros-se e gialle stabili ed intense ad alta temperatura, il che porta ad uno spazio colore deformato, non omogeneo e
limitato.Stiamo quindi vivendo, da questo pun-to di vista, un periodo preistorico.
Il gamut dell’epoca infatti non pre-vedeva tonalità fredde e precludeva all’artista la gamma di tonalità dal verde al blu; quindi la possibilità di de-scrivere alberi, cielo ed acqua.Oggi, nel campo ceramico ed in par-ticolare nell’ambito della decorazione dei rivestimenti ad alta temperatura, è evidente un vuoto nei toni rossi, lil-la, viola e verdi squillanti. La macinazione a valori submicroni-ci necessaria per la produzione di in-chiostri è la principale concausa di
questa limitazione.I cristalli di giallo praseodimio hanno normalmente dimensioni piuttosto elevate ed è necessaria una loro ri-duzione dimensionale con il processo top-down. Sfortunatamente questo processo riduce e danneggia i cro-mofori responsabili della tonalità e di conseguenza è necessario aumen-tare la quantità applicata, eventual-mente con una doppia barra di appli-cazione.I cristalli dei pigmenti ad inclusione, rosso, arancio e rosa al ferro invece non sopportano nessun tipo di maci-nazione. È noto infatti che il cromofo-ro, in questo caso, è “incluso” all’in-terno di una capsula dalle dimensioni piuttosto generose e qualsiasi tipo di riduzione meccanica ne porterebbe alla distruzione ed alla sua dispersio-ne nel substrato (smalto).Anche le strutture spinello dei brown e neri presentano elevate problema-tiche quando vengono macinate alle granulometrie richieste dagli inchio-stri. A tali granulometrie i brown as-sumono una tonalità molto aranciata e poco rossa e i neri assumono un to-no verde ben conosciuto dagli utiliz-
zatori. Per questo motivo, per otte-nere un gamut colorimerico più ampio e che consenta di sviluppare grafi che e prodotti senza il rischio di viraggi dei toni alle tonalità blu-verdastre, è necessario utilizzare pigmenti ap-positamente progettati e sintetizza-ti per le macinazioni submicroniche e non i pigmenti standard che quotidia-namente vengono usati per la colora-zione degli smalti e delle paste seri-grafi che.A causa di queste problematiche tec-niche insite nei pigmenti inorganici, Ciano, Magenta, Giallo, Nero (CMYK) sono in realtà, nell’applicazione cera-mica, approssimazioni. Per tale mo-tivo il ciano è in realtà un blu, il gial-lo è molto tenue e viene sostituito da gialli ocra o beige molto gialli. Il Ma-genta, se non si vuole usare pigmen-ti a base oro, è sostituito da brown rossi o dal pink che in ogni modo è po-co intenso e fortemente infl uenzato dalla natura degli smalti.Quello che ne risulta è un gamut co-lorimetrico molto ristretto e limita-to nella zona dei rossi in confronto a quello, per esempio, della stampa su carta come mostra la Figura 17.
Fig. 17 - confronto tra gamut colorimetrico degli inchiostri
da stampa su carta e inchiostri pigmentali ceramici.
Fig. 16

I quaderni di Acimac - Edizione 2011 . 29
Infatti, un aiuto importante è possi-bile ottenerlo dallo smalto di fondo, come anche dalla copertura protetti-va. Entrambi gli smalti debbono, tra-mite la loro composizione, assicurare un ambiente favorevole allo sviluppo delle tonalità ceramiche. Infatti, come è ben noto, i pigmenti sviluppano al massimo le proprie to-nalità, in presenza delle stesse ma-terie prime costituenti la propria struttura cristallina.Va da sè che la presenza di calcio carbonato e zinco ossido nei compo-sti, dovrebbe favorire in modo auto-nomo inchiostri pigmentali pink e bru-ni. Purtroppo, quando entrambe le ma-terie prime appaiono in combinazione per la creazione di fondenti eutettici in smalti ad alta temperatura, l’ossi-do di zinco non crea un ambiente fa-vorevole allo sviluppo del pink e nem-meno dell’ocra.L’unica soluzione a portata di mano è quella di non utilizzare zinco ossido li-bero, ma solamente all’interno di un composto vetroso. Una fritta allo zinco infatti, non pre-cluderebbe un effetto eutettico con il
carbonato di calcio, ma praticamente annullerebbe le controindicazioni evi-denziate.
Nel solco della propria tradizione, IN-CO, ben consapevole delle problema-tiche cromatiche relative alla pro-gettazione di inchiostri pigmentali ceramici e forte di una più che ven-tennale esperienza nella sintesi di pigmenti inorganici, ha provveduto a sviluppare particolari cristalli atti al-le macinazioni molto spinte necessa-rie alla produzione di inchiostri pig-mentali.Il risultato di tali ricerche sono in-chiostri con elevata resa cromatica e con parametri colorimetrici supe-riori che portano ad avere un gamut colorimetrico più ampio rispetto a quello che si ottiene utilizzando pig-menti tradizionali per la decorazione di smalti ceramici.INCO dispone ora di 10 inchiostri a copertura di un ampio gamut, molti-plicati per tre linee reologiche spe-cifi che per ogni tipo di testina uti-lizzata sulle macchine decoratrici (testina XAAR 1001, Spectra Dima-tix, Seiko).
Fig. 18 - Inco INX range - gamma inchiostri INCO INX
NOTE

30 . I quaderni di Acimac - Edizione 2011
Smalti digitali per un processo di smaltatura e decorazione
totalmente digitalefar fronte alla produzione di lotti più piccoli e personalizzati, in sintesi per poter modellare le strategie produttive in funzione della richiesta del mercato.
La tecnologia inkjet nasce negli anni ‘70 come sistema di stampa di marchi e codici di prodotto. Con gli anni la tecnologia si è evoluta ampliandosi ad altri settori, specie nelle arti grafi che e nel 2000 sbarca con il primo prototipo di macchina industriale anche nel settore ceramico. Nell’ultimo decennio l’evoluzione è stata enorme. Il costante sviluppo di testine, elettronica, software e inchiostri ha permesso alla tecnologia inkjet di consolidarsi nel settore ceramico.
Negli ultimi 10 anni possiamo distinguere due tappe fondamentali. La prima, fi no all’incirca al 2006, in cui il sistema inkjet impiegava solo
Con l’introduzione della tecnologia digitale inkjet, la decorazione ceramica ha conosciuto una delle principali tappe evolutive nella storia recente della ceramica piana industriale. Dopo l’apparizione dei forni monostrato a rulli e l’importantissimo ingresso dei sistemi di decorazione rotativa con cilindri siliconici incisi, siamo di fronte ora ad una straordinaria innovazione del settore ceramico. La decorazione inkjet segna la storia perché senza dubbio è una delle poche innovazioni tecnologiche capaci di aiutare il produttore di pavimenti e rivestimenti ceramici a migliorare il proprio posizionamento nel mercato con un prodotto differenziato, che permetterà, contemporaneamente, sia una maggiore fl essibilità e produttività degli stabilimenti senza aumentare i costi operativi, sia una migliore gestione dei magazzini per
inchiostri solubili. In questo periodo si sono installate poche macchine, dato che il sistema scontava parecchi limiti, soprattutto per quanto riguardava la cromaticità, penalizzata proprio dagli inchiostri solubili, che presentavano anche difetti di instabilità, oltre che costi elevati. A partire da quel periodo, e con l’introduzione di inchiostri pigmentati, il salto qualitativo è stato molto importante. Le stampanti inkjet erano già in grado con questi set di inchiostri pigmentati di stampare gran parte dello spazio cromatico normalmente utilizzato in ceramica e, inoltre, a costi molto competitivi. L’evoluzione è stata ulteriormente amplifi cata con l’entrata di nuovi attori nello scenario competitivo: nuovi produttori di macchine e nuovi colorifi ci, tutti accomunati dall’obiettivo di offrire all’industria ceramica soluzioni sempre più ottimizzate.
di Esmalglass-Itaca Grupo
VANTAGGI E SVANTAGGI ATTUALI DELLA TECNOLOGIA INKJET
I vantaggi di questa tecnologia, come la decorazione ad alta defi ni-zione d’immagine e senza contatto, la possibilità di adattarsi a qualsiasi tipo di formato e rilievo o di decora-re il 100% della superfi cie, la grande versatilità grafi ca dovuta alle mag-giori dimensioni dei disegni, hanno permesso senza dubbio di ottenere miglioramenti molto signifi cativi a li-vello estetico, permettendo la messa a punto di linee di prodotto per il seg-mento più alto del mercato. Questa tecnologia però non solo è adatta a competere con prodotti in grado di fare la differenza, ma ha anche moltissimi vantaggi a livello di processi interni. Ad esempio, a livello produttivo, mol-to signifi cativa è la riduzione dei costi per lo sviluppo di nuovi prodotti: si riducono il numero di prove, il tempo investito e anche i costi di materia-li di consumo tipici delle decorazioni convenzionali. La tecnologia permet-te altresì una maggiore fl essibilità e
rapidità nel cambio di modello, così come una riduzione considerevole nel numero di toni prodotti, il che velo-cizza l’intero processo produttivo. Inoltre, secondo analisi condotte presso differenti clienti utilizzatori di questa tecnologia, tutti questi vantaggi si ottengono senza incre-mentare i costi operativi per metro quadrato e, in molte occasioni, ridu-cendoli anzi notevolmente. La semplifi cazione e riduzione dei magazzini, grazie alla possibilità di produrre praticamente “on de-mand”, così come il fatto di ridurre le referenze per i toni, permettono di migliorare notevolmente il capitale circolante dell’azienda. In defi nitiva, è una delle poche tec-nologie in grado di soddisfare con-temporanemante le esigenze di tutta l’azienda e dei suoi manager, dal direttore di produzione, al re-sponsabile sviluppo nuovi prodotti, al direttore commerciale, al direttore fi nanziario fi no allla Direzione Gene-
rale!D’altra parte, la tecnologia digitale presenta anche elementi di debolez-za o svantaggi, come ad esempio un minore range cromatico degli inchio-stri rispetto ai sistemi di decora-zione classici, la robustezza ancora relativa di questi sistemi per resi-stere negli ambienti ceramici, o ad esempio il fatto che non sia possibile aumentare la produttività delle mac-chine se non perdendo in defi nizione o attraverso investimenti notevoli, duplicando le barre di stampa. Lo sviluppo cromatico e il consumo di inchiostro dipendono dalla composi-zione chimica dello smalto e dal ciclo di cottura, per cui la composizione degli smalti deve essere ottimizzata e le variazioni in produzione devono essere ridotte al minimo e control-late, per non dover continuamente ritoccare gli archivi grafi ci. Inoltre, fi no ad ora gli inchiostri svi-luppati per questa tecnologia sono stati inchiostri pigmentati, che ave-

I quaderni di Acimac - Edizione 2011 . 31
piastrella strettamente dal punto di vista del colore, ovviamente fonda-
vano l’obiettivo di contribuire in forma digitale alla grafi ca e all’estetica della
mentale per lo sviluppo del prodotto.
OBIETTIVO DEL LAVORO DI RICERCA ESMALGLASS-ITACA
tamente digitale? E’ questo l’obiettivo del lavoro di ri-cerca descritto in questo testo, che si propone lo sviluppo di smalti da applicare con sistemi digitali, che permettano di decorare e smaltare contemporaneamente e persino in modo sincronizzato, per apportare effetti materici alla decorazione ce-ramica con tutti i vantaggi dei siste-
La ceramica non è solo colore o gra-fi ca, è anche un gioco di materie, contrasti, sensazioni tattili e visive, brillantezza, texture, che ne permet-tono la differenziazione rispetto ad altri rivestimenti. Per cui, perchè non approfi ttare degli enormi vantaggi della tecnica digita-le nell’applicare materia e realizzare così una linea di smaltatura comple-
mi digitali. Ma la vera innovazione che si vuole conseguire è una innovazione di pro-cesso, dato che in questo modo si riesce per la prima volta a produrre una piastrella integralmente con tec-nologia digitale, estendendo al resto dei materiali ceramici gli stessi nu-merosi vantaggi che la digitalizzazio-ne offre per il colore e la grafi ca.
FIG. 1 - Distribuzione granulometrica di uno smalto DPG
RISULTATI DELLA RICERCA: GLI SMALTI DIGITALI DPG
Dopo vari anni di studi condotti da personale esperto in iniezione e in smalti nanometrici, Esmalglass-Itaca presenta la nuova famiglia di Smalti Digitali DPG (Digital Printing Glaze). Con questa rivoluzionaria so-luzione digitale si riesce per la prima volta ad avere una piastrella ottenu-ta integralmente con tecnologia digi-tale, a partire dall’engobbio iniziale, passando per la decorazione, per arrivare alla protezione fi nale della piastrella stessa.
Questa famiglia di Smalti Digitali DPG è stata progettata e sviluppata in modo speciale per la sua applica-zione digitale, attraverso testine di iniezione DOD (Drop On Demand), of-frendo nuove possibilità al processo ceramico digitale. Attualmente la famiglia è formata da uno smalto digitale trasparente luci-do o matt, uno smalto bianco opa-co, e uno smalto brillante, validi per tutte le tecnologie di fabbricazione esistenti.
• Smalto Digitale DPG Trasparen-te Lucido o Matt. Progettato per creare la protezione fi nale sulla piastrella e creare per la prima volta e in maniera totalmente digitale un disegno di copertura
perfettamente sincronizzato con il disegno di base.
• Smalto Digitale DPG Bianco Opaco. Progettato per due utilizzi distinti: sia come inchiostro bianco per creare decorazioni, ad esempio venature su fondi scuri, sia come base per la piastrella o per alcuni inchiostri digitali per far risaltare il colore.
• Smalto Digitale DPG Brillante. Progettato per creare nuovi ef-fetti decorativi con giochi di luce e brillantezza.
Dal punto di vista tecnico la serie di
Smalti Digitali DPG contiene particel-le nanometriche che, grazie ad una distribuzione granulometrica stret-tamente controllata, presentano un’eccellente stabilità fi sica, oltre a fornire prestazioni ottimali nelle te-stine di iniezione, variabili critiche in questo lavoro di ricerca. Allo stesso tempo, passando dalla scala micronica a quella nanometri-ca, sono stati studiati approfondita-mente i cambiamenti delle proprietà dei materiali, di natura sia vitrea che cristallina, così da progettare e ot-timizzare composizioni innovative con buone proprietà tecniche ed esteti-
FIG. 2/3 - Esempi di piastrelle rea-
lizzate con l’applicazione di Smalto
Digitale DPG Bianco Opaco.

32 . I quaderni di Acimac - Edizione 2011
Vantaggi Estetici• Applicazione digitale senza
contatto per smaltare bassorilievi
• Smaltare fi no al bordo della piastrella senza accumuli
• Versatilità nel disegno della smaltatura
• Smaltatura con alta qualità di stampa
• Riproducibilità di altre tecniche (doppio caricamento, doppia pressatura,...)
• Poca ripetitività nella smaltatura di grandi formati
• Sviluppo rapido di modelli.
Questo permette:• Alto grado di differenziazione• Grandi possibilità di riproducibilità• Nuove possibilità per i creativi• Sincronizzare la smaltatura con
rilievi e disegni
Vantaggi Produttivi• Eliminazione di colli di bottiglia
nella preparazione di smalti• Uso garantito di smalti ad alto
sviluppo cromatico• Eliminazione di fasi di
preparazione e controllo preventivo di smalti
• Linee di smaltatura molto più corte
• Eliminazione di problemi classici dell’inkjet dovuti all’evaporazione di acqua negli smalti
• Riduzione di tempi morti per regolazioni e pulizie
• Riduzione della difettologia, ottimo controllo reologico
• Eliminazione di picchi di produzione di smalti
• Elevata fl essibilità produttiva• Aumento della produttività.
www.esmalglass-itaca.com
VANTAGGI DELLA SMALTATURA DIGITALE E DELLA DECORAZIONE CON SMALTI DIGITALI
che, richieste dai prodotti ceramici decorati. Inoltre, si garantisce an-che il massimo sviluppo cromati-co degli inchiosti inkjet pigmentati
Esmalglass-Itaca. La formulazione degli Smalti Digitali DPG è stata messa a punto in modo rigoroso, perchè da un lato fosse in
grado di funzionare al meglio con le specifi che delle stampanti ceramiche industriali, e dall’altro rispettasse l’ambiente.
FIG. 4 - Distribuzione delle
applicazioni (da destra a sinistra)
dalla prima piastrella
Vantaggi Logistici• Possibilità di produrre lotti
coerenti con la domanda di mercato
• Riduzione e semplifi cazione degli stock
• Riduzione nel numero degli smalti da utilizzare
Vantaggi Economici• Eliminazione di materiali di
consumo• Eliminazionei spazi occupati
(linea di smaltatura e reparto preparazione smalti)
• Riduzione produzione di picchi di smalti
• Riduzione costi di preparazione e controllo degli smalti
• Miglioramento nell’effi cienza ed effi cacia dello sviluppo del prodotto
• Incremento delle percentuali di prima scelta
• Maggiore produttività dovuta all’eliminazione di colli di bottiglia in:- Preparazione della linea- Regolazioni della linea- Riduzione dei tempi di pulizia.
DPG Esmalte digital brillo
HCR Tintas digitales
DPGEsmalte digital blanco mate
Soporte tierra coloreada

I quaderni di Acimac - Edizione 2011 . 33
CONCLUSIONI
Il gruppo Esmalglass-Itaca ha svilup-pato una famiglia di smalti innovativi che, applicati attraverso i sistemi di-gitali, permettono di innovare il pro-cesso produttivo della fabbricazione di piastrelle ceramiche, integrando l’attuale decorazione inkjet con la smaltatura digitale. Grazie a ciò, si ottiene per la prima volta una piastrella prodotta inte-gralmente con tecnologia digitale, estendendo al resto dei materiali ceramici gli stessi numerosi vantag-gi che la digitalizzazione offre per il colore e la grafi ca.
La tecnologia digitale inkjet rappre-senta uno dei principali momenti di innovazione nella storia recente della ceramica industriale. Nell’ultimo decennio si è sviluppata continuamente, con importanti mi-glioramenti che ne hanno permesso il consolidamento nel settore cerami-co. I numerosi vantaggi della decora-zione digitale industriale con inchio-stri pigmentati, come l’aumento di percentuale di prima scelta senza un incremento di costi operativi per me-tro quadrato, e anzi spesso persino
con una riduzione degli stessi, hanno portato conseguenze molto positive alla gestione globale dell’impresa.
Gli inchiostri sviluppati per questa tecnologia sono stati fi no ad ora inchiostri pigmentati, che avevano l’obiettivo di contribuire in forma di-gitale alla grafi ca e all’estetica della piastrella ceramica. La ceramica però non è solo colore o grafi ca, ma anche un gioco di mate-riali che le permette di differenziarsi rispetto ad altri rivestimenti. L’innovazione degli smalti digitali per-mette di decorare e smaltare simul-taneamente e per di più in maniera sincronizzata, così da poter appor-tare effetti materici alla decorazione ceramica, e ottenere un maggior li-vello di differenziazione. In questo modo si riesce a realizzare una piastrella, a partire dall’engobbio iniziale, passando per la decorazione, per arrivare alla protezione fi nale del-la piastrella stessa. Sono stati ottenuti risultati soddi-sfacenti per quanto riguarda la stabi-lità e il comportamento degli smalti, grazie alla loro natura nanometrica,
per essere applicati nelle tecnologie digitali di tipo inkjet.
Smaltare e decorare in maniera digi-tale per poter applicare colore, gra-fi ca e materia al prodotto ceramico, non solo mantiene gli stessi vantag-gi già conosciuti, ma ne apporta di nuovi, come, tra gli altri, la sincro-nizzazione della smaltatura con rilievi e disegni, linee di smaltatura molto più corte e l’eliminazione dei classici problemi dell’inkjet legati all’evapora-zione dell’acqua negli smalti.
L’innovazione di processo presenta-ta da Esmalglass-Itaca Grupo, che è stata premiata con l’Alfa de Oro della SECV nella sua edizione 2011, per-metterà di utilizzare nuovi strumenti nello sviluppo del prodotto, progetta-re nuovi layout delle linee di produzio-ne e nuove strategie di gestione degli impianti produttivi ceramici e della logistica di commercializzazione. In defi nitiva, porterà nuovi argomenti per rendere il settore delle piastrelle ceramiche più competitivo rispetto ad altre tipologie di rivestimento di superfi ci.
NOTE

34 . I quaderni di Acimac - Edizione 2011
La nuova gamma di inchiostri Smaltink
processo che potessero soddisfare i grandi volumi richiesti dal mercato ceramico. Pur facendo tesoro delle conoscenze acquisite, occorreva individuare processi produttivi diversifi cati e alternativi per creare sospensioni submicroniche di pigmenti ceramici , quindi, l’azienda allargò la sua attività di ricerca non più solo allo studio di laboratorio, ma anche alla progettazione, costruzione e messa a punto di un vero e proprio sistema produttivo che garantisse un duplice obiettivo: • produrre inchiostri ad elevato
contenuto tecnologico e con caratteristiche superiori agli standard già raggiunti nel 2008;
• mantenere l’intero processo produttivo sotto il proprio controllo, per essere in grado di intervenire su un inchiostro in qualunque fase del processo.
Tra i pochi produttori che producono interamente in Italia, Smalticeram ha quindi creato un reparto dedicato, un laboratorio di ricerca con oltre 30 addetti di cui buona parte impegnata nello sviluppo, controllo e assistenza clienti della nuova gamma di inchiostri per stampa digitale Smaltink, presentati al mercato a Cersaie 2009.
Dai 9 colori iniziali l’attuale gamma Smaltink ne comprende ben 12 - bianco, nero, giallo, gold, beige, magenta, brown, dark brown, testa di moro, ciano, light blue e blu. Ognuno di essi è a sua volta suddiviso in 4 serie: serie 1000, 2000, 3000
La stampa digitale nel settore ceramico sta portando un incremento tecnologico notevole, che apre nuovi scenari nel campo della decorazione. Grazie all’ esperienza maturata nella produzione di coloranti tradizionali Smalticeram ha sviluppato Smaltink, una serie completa di inchiostri per stampa digitale sui supporti ceramici che si avvale di oltre 10 diverse tonalità per un gamut colore estremamente ampio.
La genesi di Smaltink risale al 2007, quando Smalticeram, in collaborazione con centri di ricerca universitari, iniziò uno studio volto a esaminare la possibilità di produrre inchiostri ceramici per la decorazione digitale con impiego di nanotecnologie. Pur dando esiti positivi in laboratorio, l’attività di ricerca si interruppe nel 2008 per l’assenza di tecnologie di
e 4000, che si differenziano tra loro per le caratteristiche chimico-fi siche dell’inchiostro, oltre ad essere specifi che per le diverse tecnologie di stampa su cui saranno impiegate. La gamma Smaltink offre, per qualunque tipologia di stampa (in tricromia, quadricromia o esacromia), la possibilità di disporre di un gamut colori molto ampio, oltre che di creare nuovi colori a seconda delle esigenze di ogni azienda ceramica: oltre alla massima ampiezza del gamut, Smaltink offre infatti la possibilità di personalizzare un colore su richiesta del singolo produttore di piastrelle e personalizzare qualsiasi condizione produttiva, intervenendo sui parametri di viscosità, densità e tensione superfi ciale, ma soprattutto sul tono di colore in funzione del tipo di stampante inkjet su cui l’inchiostro dovrà essere impiegato. E anche per questo aspetto, di fondamentale importanza è la padronanza della tecnologia e dell’intero processo produttivo.
Tra le altre caratteristiche distintive della gamma Smaltink fi gurano:• Una granulometria più fi ne di
circa il 20-30% rispetto ad altri materiali e, ciò nonostante, una resa cromatica caratterizzata da brillantezza e toni intensi e puri. Smalticeram è stato il primo colorifi cio a promuovere la produzione del nero (assolutamente neutro e puro), del bianco (come promotore di brillantezza e primo colore nella stampa) e del gold (coprente
di Mirko Marastoni
FIG. 1 - Distribuzione
granulometrica Inchiostro
Nero SJ 1030NE

I quaderni di Acimac - Edizione 2011 . 35
e durata abbondantemente superiore ai 4 mesi, sia in condizione di stoccaggio del prodotto, sia in fase di utilizzo.
La gamma Smaltink è stata realizzata con valori di stabilità tali per cui, in caso di fermo macchina, interruzione temporanea della produzione o pause estive, non è necessario svuotare la stampante, lavarla e ricaricarla al rientro; al contrario, lasciare gli inchiostri in macchina risulta più vantaggioso non solo in termini economici, ma anche in termini di resa produttiva. Fra l’altro, dalle esperienze produttive di questi anni, emerge con evidenza che le stampanti inkjet offrono le migliori prestazioni e consentono di ridurre molte delle problematiche di qualità di stampa quando operano a ciclo continuo.
e intenso rispetto al giallo tradizionale). Nella costante ricerca di colori più vivi possibile contribuisce, fra l’altro, il know how aziendale maturato nella produzione degli ossidi ceramici. Come si può notare dalla fi g. 1, i valori del d50 (0,026 µm) e d90 (0,335 µm) risultano essere molto al di sotto del micron creando così stabilità reologica nel tempo. Inoltre la “gaussianità” della curva permette di ottenere brillantezza e sviluppo cromatico.
Grazie alla possibilità di intervento dei parametri di viscosità si ha la possibilità di modifi care parametri reologici senza alterare rese cromatiche e compatibilità chimica.
• Ottimo mantenimento delle caratteristiche reologiche
• Garanzia di un prodotto rispettoso dell’ambiente: i prodotti Smaltink non sono etichettati come materiali nocivi o pericolosi e nel processo produttivo vengono impiegati i materiali più ecologici possibile; è inoltre garantita ogni cura e rispetto in materia di riciclo di materiali e smaltimento rifi uti.
• Compatibilità con tutte le stampanti inkjet attualmente sul mercato ceramico; la gamma Smaltink è già omologata o in fase di omologazione presso tutti i costruttori di macchine di stampa digitali.
IL LABORATORIO E I SERVIZI
Investimenti importanti sono stati effettuati sulla strumentazione dei laboratori per garantire il massimo controllo dei parametri (resa croma-tica, estetica, stabilità e brillantezza) e per eliminare le problematiche rife-rite alla variazione di tono tra i diversi lotti. Oltre agli strumenti tradizionali, il laboratorio di ricerca Smalticeram dispone di granulometri laser, micro-
viscosimetro, reometro, tensiometri a bolla, conducimetri e turbiscan.Oltre alla ricerca sugli inchiostri, il laboratorio grafi co Smalticeram, do-tato di avanzati sistemi di colour ma-nagement, si occupa di ricerca grafi ca su nuovi prodotti. Questo avviene non solo nella sede centrale di Roteglia (Reggio Emilia), ma anche nelle quat-tro sedi estere del gruppo Smaltice-
ram attive in Spagna, Indonesia, Sud Africa e Brasile. In ognuna di queste, per fornire un servizio completo in risposta alle diverse esigenze e con-dizioni operative delle singole azien-de ceramiche, si effettuano prove su tutte le tipologie di plotter esistenti oggi sul mercato che impiegano testi-ne di stampa diverse (Xaar, Spectra, Seico).
MATERIE E SUPERFICI
La ceramica però non é solo colore, è combinazione di elementi plasmati con il fuoco, è fantasia dell’ uomo, è design, ma soprattutto è materia. La perfetta coesione tra preziose argille e materiali vetrosi genera un manu-fatto prezioso e resistente che arre-da e protegge le superfi ci sulle quali si adagia.Proprio per questo motivo Smalti-ceram non si è accontentata solo di
sviluppare una validissima gamma di inchiostri, ma ha ripensato le materie sulle quali questi inchiostri avrebbero dovuto “scrivere”, ed è per questo che è nata tutta una nuova generazio-ne di prodotti appositamente studiati per rendere al massimo la coesione fra materia e colore digitale.Basi serigrafi che, fondi neutri di pre-parazione, coperture protettive, granulati e graniglie specifi camente
concepiti per lo sviluppo cromatico di Smaltink o in casi specifi ci per una de-viazione pilotata delle tonalità.Le già famose serie PS, PO, GF, GS, MX, GR, si arricchiscono ulteriormen-te, per integrarsi nel modo migliore con la nuova tecnologia Smaltink. Ne nascono nuove superfi ci, sia naturali che meccanicamente modifi cabili con le più svariate tecniche di levigatura/lappatura.

36 . I quaderni di Acimac - Edizione 2011
Uno sguardo alla tecnologia inkjet per la decorazione di
piastrelle ceramiche• Lo sviluppo di inchiostri adatti
all’inkjet per soddisfare le esigenze del mercato delle piastrelle di ceramica;
• Testine di stampa in grado di applicare questi inchiostri in modo affi dabile con un intervento minimo da parte dell’operatore;
• Prestazioni delle testine uguali o superiori alla velocità di produzione del forno;
• Integratori di sistema con il know-how necessario per integrare l’inchiostro e le testine in una macchina strutturalmente robusta per ottenere prestazioni di stampa affi dabili;
• L’abbinamento tra ricette di stampa e fi le grafi ci per aiutare gli utenti fi nali a raggiungere i
I metodi di stampa a getto d’inchiostro per la decorazione di piastrelle ceramiche sono relativamente nuovi ma sempre più importanti. Nel breve periodo saranno in funzione circa 1.000 linee di decorazione digitale a getto d’inchiostro. Gli esperti del settore prevedono una crescita rapida, stimando che fi no al 25% delle linee di produzione di ceramica a livello mondiale saranno convertite al digitale nei prossimi 5 anni. Tra i fattori che accelerano l’adozione di metodi di produzione a getto d’inchiostro ci sono i tempi brevi dello sviluppo e la rapida identifi cazione e risoluzione di problematiche specifi che del settore, tra cui:
loro obiettivi di qualità.
Queste sfi de sono state superate grazie allo sforzo comune di molti partner. Dimatix lavora a stretto contatto con i suoi partner tecnici e commerciali per garantire che le proprie testine soddisfi no gli attuali criteri prestazionali ma con uno sguardo attento al futuro. In futuro prevediamo un aumento di velocità e indirizzabilità con ulteriori miglioramenti in termini di affi dabilità complessiva e semplicità d’uso. Ci aspettiamo che ciò porterà a maggiori sviluppi tecnologici e ad una progettazione innovativa delle testine e dell’inchiostro.
di Terry O’Keeffe, Bailey Smith,
Henrik Lauridsen
e molti altri fl uidi in modo sostenibile e ad alte frequenze senza sacrifi care la precisione di posizionamento delle gocce. Questa precisione a velocità produttive permette ad ogni getto
Le testine di stampa a getto d’in-chiostro piezoelettriche drop-on-demand di FUJIFILM Dimatix sono riconosciute in tutto il modo per la loro capacità di spruzzare inchiostro
sulla testina di unire alta produttivi-tà con una precisione eccezionale di posizionamento della goccia.Note per i cicli veloci di funzionamen-to e per la loro lunga durata, le te-
L’AZIENDA
FUJIFILM Dimatix, Inc., interamente controllata da FUJIFILM Corporation e fornitore leader mondiale di prodot-ti a getto d’inchiostro piezoelettrici drop-on-demand utilizzati per applica-zioni industriali, è in prima linea nella rivoluzione della tecnologia a getto d’inchiostro, sviluppando una nuova generazione di prodotti per la stam-pa, per la decorazione di prodotti in-dustriali e per la deposizione di ma-teriali. FUJIFILM Holdings Corporation (con sede a Tokyo) offre continue innova-zioni e prodotti all’avanguardia a una vasta gamma di industrie, tra cui l’imaging elettronico, attrezzature di stampa digitale, sistemi medicali, scienze della vita, arti grafi che, ma-teriali espositivi a pannello e prodotti per uffi cio, grazie ad un vasto portfo-
lio di tecnologie digitali, ottiche, chi-miche e di rivestimento a fi lm sottile. Nell’esercizio chiusosi al 31 marzo 2011, la società ha registrato un fat-turato globale di 25,8 miliardi dollari e ha investito oltre 2,5 miliardi dollari in ricerca e sviluppo. L’azienda adotta le sue tecnologie a getto d’inchiostro e tecniche di fab-bricazione innovative nella progetta-zione e produzione di testine, proget-tate per veicolare una vasta gamma di fl uidi in quantità precise su tutti i tipi di superfi ci, comprese le piastrelle di ceramica. I clienti comprendono costruttori OEM, integratori di sistema e orga-nizzazioni che utilizzano i prodotti per costruire sistemi e applicativi innova-tivi in vari mercati di tutto il mondo. FUJIFILM Dimatix investe molto nel-
la tecnologia a getto d’inchiostro e dispone di uno dei gruppi di ricerca e sviluppo di inkjet più ampi e struttu-rati al mondo, in cui oltre un terzo del personale è impegnato attivamente nell’ingegnerizzazione del prodotto. Numerosi i brevetti ottenuti negli anni dall’azienda che ha sviluppato diver-se generazioni delle migliori testine a getto d’inchiostro drop-on-demand.Nata come Spectra, Inc. nel 1984, poi rinominata Dimatix nel 2005 per accompagnare l’espansione nel campo della deposizione digitale di materiali, è stata acquisita da FUJIFILM Corpo-ration nel 2006. FUJIFILM Dimatix ha sede a Santa Clara (California) e dispone di strut-ture di sviluppo prodotto e impianti di produzione a Santa Clara e a Lebanon (New Hampshire).
LE TESTINE FUJIFILM DIMATIX: CARATTERISTICHE TECNOLOGICHE
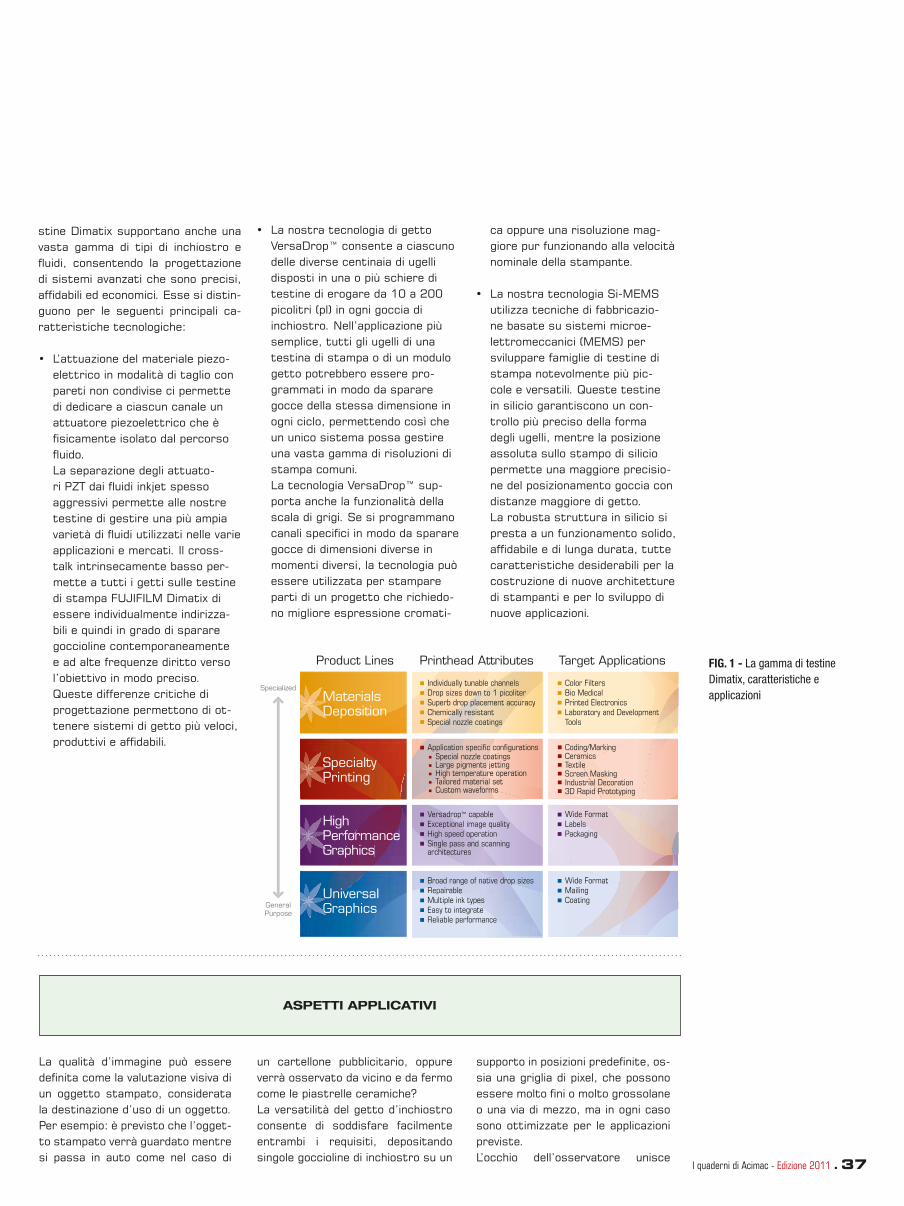
I quaderni di Acimac - Edizione 2011 . 37
ASPETTI APPLICATIVI
La qualità d’immagine può essere defi nita come la valutazione visiva di un oggetto stampato, considerata la destinazione d’uso di un oggetto. Per esempio: è previsto che l’ogget-to stampato verrà guardato mentre si passa in auto come nel caso di
un cartellone pubblicitario, oppure verrà osservato da vicino e da fermo come le piastrelle ceramiche? La versatilità del getto d’inchiostro consente di soddisfare facilmente entrambi i requisiti, depositando singole goccioline di inchiostro su un
supporto in posizioni predefi nite, os-sia una griglia di pixel, che possono essere molto fi ni o molto grossolane o una via di mezzo, ma in ogni caso sono ottimizzate per le applicazioni previste. L’occhio dell’osservatore unisce
stine Dimatix supportano anche una vasta gamma di tipi di inchiostro e fl uidi, consentendo la progettazione di sistemi avanzati che sono precisi, affi dabili ed economici. Esse si distin-guono per le seguenti principali ca-ratteristiche tecnologiche:
• L’attuazione del materiale piezo-elettrico in modalità di taglio con pareti non condivise ci permette di dedicare a ciascun canale un attuatore piezoelettrico che è fi sicamente isolato dal percorso fl uido.
La separazione degli attuato-ri PZT dai fl uidi inkjet spesso aggressivi permette alle nostre testine di gestire una più ampia varietà di fl uidi utilizzati nelle varie applicazioni e mercati. Il cross-talk intrinsecamente basso per-mette a tutti i getti sulle testine di stampa FUJIFILM Dimatix di essere individualmente indirizza-bili e quindi in grado di sparare goccioline contemporaneamente e ad alte frequenze diritto verso l’obiettivo in modo preciso.
Queste differenze critiche di progettazione permettono di ot-tenere sistemi di getto più veloci, produttivi e affi dabili.
• La nostra tecnologia di getto VersaDrop™ consente a ciascuno delle diverse centinaia di ugelli disposti in una o più schiere di testine di erogare da 10 a 200 picolitri (pl) in ogni goccia di inchiostro. Nell’applicazione più semplice, tutti gli ugelli di una testina di stampa o di un modulo getto potrebbero essere pro-grammati in modo da sparare gocce della stessa dimensione in ogni ciclo, permettendo così che un unico sistema possa gestire una vasta gamma di risoluzioni di stampa comuni.
La tecnologia VersaDrop™ sup-porta anche la funzionalità della scala di grigi. Se si programmano canali specifi ci in modo da sparare gocce di dimensioni diverse in momenti diversi, la tecnologia può essere utilizzata per stampare parti di un progetto che richiedo-no migliore espressione cromati-
ca oppure una risoluzione mag-giore pur funzionando alla velocità nominale della stampante.
• La nostra tecnologia Si-MEMS utilizza tecniche di fabbricazio-ne basate su sistemi microe-lettromeccanici (MEMS) per sviluppare famiglie di testine di stampa notevolmente più pic-cole e versatili. Queste testine in silicio garantiscono un con-trollo più preciso della forma degli ugelli, mentre la posizione assoluta sullo stampo di silicio permette una maggiore precisio-ne del posizionamento goccia con distanze maggiore di getto. La robusta struttura in silicio si presta a un funzionamento solido, affi dabile e di lunga durata, tutte caratteristiche desiderabili per la costruzione di nuove architetture di stampanti e per lo sviluppo di nuove applicazioni.
Individually tunable channels Drop sizes down to 1 picoliterSuperb drop placement accuracyChemically resistant Special nozzle coatings
MaterialsDeposition
SpecialtyPrinting
HighPerformanceGraphics
UniversalGraphics
Specialized
Printhead AttributesProduct Lines Target Applications
GeneralPurpose
Application specific configurations Special nozzle coatings Large pigments jetting High temperature operation Tailored material set Custom waveforms
Versadrop™ capableExceptional image qualityHigh speed operationSingle pass and scanningarchitectures
Broad range of native drop sizesRepairableMultiple ink typesEasy to integrateReliable performance
Color FiltersBio MedicalPrinted ElectronicsLaboratory and DevelopmentTools
Coding/MarkingCeramicsTextileScreen MaskingIndustrial Decoration3D Rapid Prototyping
Wide FormatLabelsPackaging
Wide FormatMailingCoating
D
PS
GP
GlU
FIG. 1 - La gamma di testine
Dimatix, caratteristiche e
applicazioni

38 . I quaderni di Acimac - Edizione 2011
www.dimatix.com
matico dell’inchiostro, la struttura superfi ciale del substrato o la stessa progettazione della macchina.
queste goccioline o pixel per creare una rappresentazione visiva dell’im-magine originale.
La qualità del prodotto fi nale può es-sere ulteriormente infl uenzata da di-versi altri fattori, tra cui il gamut cro-
molti colori diversi;3. che colori decisi siano pienamen-
te saturi utilizzando una corret-ta sovrapposizione di gocce per garantire il 100% di copertura del supporto.
Le immagini a getto d’inchiostro vengono create depositando gocce di inchiostro in punti specifi ci su un supporto; se queste singole gocce sono visibili all’osservatore si dice che l’immagine ha un’indirizzabilità bassa ovvero una bassa densità di gocce per unità di superfi cie (Figura 3). Di conseguenza l’immagine avrà un aspetto granuloso, soprattutto quando l’oggetto viene osservato a distanza ravvicinata.Per ridurre l’aspetto granuloso dell’immagine, vengono utilizzate te-
In generale, una qualità dell’immagi-ne può essere migliorata aumentan-do l’indirizzabilità (ovvero la densità delle gocce) e garantendo che vi sia suffi ciente copertura d’inchiostro pur massimizzando la produttività. Il successo dipende dalla capacità di soddisfare criteri specifi ci, tra cui (Figura 2):
1. che testi di piccole dimensioni vengano resi correttamente utilizzando piccole gocce e assi-curando che siano posizionate in modo preciso;
2. che gradazioni fi ni di colore e transizioni cromatiche morbide siano ottenute utilizzando gocce di dimensioni variabili da piccole a grandi (con impiego di testine in scala di grigi o con dimensioni gocce variabili) e/o utilizzando
LA QUALITÀ DELL’IMMAGINE INKJET NELLE ARTI GRAFICHE
Lower Resolution
Fig. 3: Gocce di grandi dimensioni per una
risoluzione più bassa
Fig. 2: Immagine grafi ca con
gradazioni cromatiche fi ni,
colori decisi e testo di piccole
dimensioni

I quaderni di Acimac - Edizione 2011 . 39
stine con gocce di dimensioni più pic-cole (Figura 4). In questo caso però è necessario utilizzare un numero maggiore di gocce per riempire campi di colore uniforme e gli errori di posi-zionamento delle gocce saranno più
visibili. In genere le testine utilizzate per gocce piccole devono avere una precisione di sparo maggiore in modo da migliorare la qualità delle immagi-ni, ma il numero maggiore di gocce necessarie per ottenere campi di
Higher Resolution
Fig. 4: Gocce di dimensioni infe-
riori per una risoluzione superiore
colore pieni incide sulla produttività, rallentando la velocità complessiva di stampa (un compromesso che tutta-via non interessa le testine abilitate Dimatix VersaDropTM come descrivia-mo di seguito).
LA QUALITÀ DELL’IMMAGINE INKJET NELLA STAMPA SU CERAMICA
Nel caso della stampa a getto d’in-chiostro sulle piastrelle di cerami-ca, si considerano principalmente le gradazioni tonali fi ni e i colori decisi, mentre la defi nizione di dettagli (qua-li testi di piccole dimensioni) è meno importante. La stampa di campi pieni non richiede la copertura totale della piastrella, bensì una copertura uniforme. Ciò signifi ca che è ammissibile in-travedere un po’ di bianco della pia-strella non decorata, o del colore di fondo, purché questo sia distribuito
in modo uniforme attraverso l’intera larghezza di stampa. Tuttavia, le variazioni del quantitativo di spazio vuoto possono essere facil-mente percepite dall’occhio umano anche in caso di piccole differenze, mentre, nel caso limite, possono produrre strisce o rigature orientate nella direzione di avanzamento.Oggi gli sviluppatori di sistema han-no a disposizione un numero molto maggiore di possibilità, da testine di stampa con dimensioni goccia diver-se per maggiore fl essibilità e migliori
prestazioni, all’utilizzo di sistemi a multi-impulsi e in scala di grigi per una migliore qualità dell’immagine. La Figura 5 mostra la stampa di un’immagine di tipo ceramico. Questa immagine presenta variazioni fi ni di colore (Zona 1) e aree con una copertura di colore quasi uniforme (Zona 2). La sfi da del progettista dei sistemi di stampa è di garantire sia le prime che le seconde alla piena velocità della linea.
Zona 2: Zona 2: colori decisicolori decisi
Zona 1: variazioni Zona 1: variazioni fi ni di colorefi ni di colore
Fig. 5:Tipica immagine ceramica

40 . I quaderni di Acimac - Edizione 2011
www.dimatix.com
LA PROGETTAZIONE DI SISTEMI PER LA STAMPA A GETTO D’INCHIOSTRO DELLA CERAMICA
Nella fase di progettazione di si-stemi di stampa digitale, la scelta delle caratteristiche delle testine e il loro numero necessario sono fattori determinanti, così come le
considerazioni sulla qualità dell’im-magine e l’impatto dell’utilizzo di testine con dimensioni di goccia di-verse per ottenere maggiore fl es-sibilità.
Di seguito alcune considerazioni e, successivamente, anche come si può calcolare il numero di testine neces-sarie per raggiungere la produttività desiderata.
LA QUALITÀ DELL’IMMAGINE
La qualità dell’immagine nella decora-zione a getto d’inchiostro delle pia-strelle è determinata da: • L’indirizzabilità o il numero di punti
di inchiostro da erogare per unità di superfi cie (espresso in dpi).
• Il rapporto tra l’indirizzabilità e la capacità della goccia di stendersi
sulla superfi cie della piastrella.• La comprensione degli errori che
possono infl uenzare l’indirizzabi-lità e la creazione di un budget errori.
• La velocità alla quale la testina di stampa deve erogare le gocce di inchiostro per raggiungere la
produttività richiesta.• La scelta corretta di testina e
la defi nizione del punto fi nale di esercizio.
• L’abbinamento ottimizzato di testina di stampa e inchiostro ceramico per un funzionamento af-fi dabile al punto fi nale d’esercizio.
INDIRIZZABILITÀ VS. RISOLUZIONE
Indirizzabilità e risoluzione sono ter-mini spesso utilizzati in modo inter-cambiabile per descrivere ciò che si richiede dal sistema di stampa. L’indirizzabilità descrive in genera-le ciò che si desidera ottenere dal sistema di stampa al livello di pro-
gettazione, mentre la risoluzione è il risultato effettivamente ottenuto. In alcune circostanze, questi valori possono essere diversi a causa dei seguenti fattori:• La scelta di volumi di goccia molto
più grandi dell’indirizzabilità
• Errori di posizionamento della goccia grandi come l’indirizzabilità.
Per esempio, con un’indirizzabilità della stampante di 400 x 400 dpi, la conseguente separazione tra gocce è di 64 micron.
400 dpi = 1/400” tra gocce = 1/ (400) X 25.4 mm = 0.064 mm o 64 micron (µm)
Se il volume scelto della goccia porta a un’estensione della goccia di 200 micron, vi sarà una sovrapposizione eccessiva e un conseguente calo di indirizzabilità. La Figura 6 mostra un’immagine che richiede uno spazio tra i pixel. Con un corretto volume della goccia, si rie-sce a rendere visibile questo spazio; al contrario esso è completamente coperto nel caso di gocce troppo
grandi (da 200 micron), o, nel caso di gocce troppo piccole, si creeran-no molteplici spazi vuoti nella stampa fi nale, col rischio dell’indesiderabile effetto di righe bianche.
Nell’esempio di fi gura 7 si nota che, se tutti gli errori nel sistemi di stam-pa sono superiori a 1/2 pixel, anche la risoluzione richiesta di 400 dpi sarà degradata.
Fig. 6: Dimensioni di goccia
diverse con griglia da 400 dpi

I quaderni di Acimac - Edizione 2011 . 41
Fig. 7: Errori di posizionamento delle gocce
STIMA DELL’ESTENSIONE DELLA GOCCIA
Il fattore generalmente defi nito per primo è l’indirizzabilità del sistema di stampa, perché solitamente sta-bilita in base al costo preventivato della testina. Più alta è l’indirizzabi-lità richiesta nella direzione trasver-sale all’avanzamento, maggiore sarà il numero necessario di ugelli. Quindi quando si sono stabilite l’indirizza-bilità desiderata e una ragionevo-le assegnazione di budget errori, si dovrebbe misurare l’estensione della goccia di inchiostro sulle piastrelle da decorare. Tale misurazione dovrebbe essere effettuata stampando al dpi desiderato nella direzione del pro-cesso di stampa, utilizzando molti ugelli diversi e molti o preferibilmente tutti i colori utilizzati dal sistema di
stampa. Questi test consentono di ottenere una buona media statistica della gamma di valori di estensione della goccia, dalla più piccola alla più grande.
Per semplicità, supponiamo circolari le gocce di inchiostro depositate sul-la piastrella (Figg. 6 e 7) e che sia richiesta la copertura completa di ogni pixel. La dimensione del cerchio corrisponde alla radice quadrata di 2 moltiplicata per la dimensione dei pixel, ossia circa il 40% superiore alla dimensione del pixel. Un dpi di 400x400 corrisponde quindi ad una spaziatura tra le gocce di 64 micron, con il 40% di sovrapposizione, il che signifi ca una dimensione del punto di
90 micron. La dimensione dei punti e la larghezza delle linee sono valori col-legati, ma generalmente non uguali. Tuttavia, nelle stime dell’estensione della goccia, per ottenere la media è meglio usare la larghezza della linea.
IL BUDGET ERRORI DELLA STAMPANTE
L’esempio appena descritto descrive la dimensione minima del punto e la larghezza della linea necessaria per indirizzare pienamente tutti i pixel, valori che danno per scontato che la testina e il supporto siano perfetti e senza errori. Dato che questa condizione non è sempre scontata, nel calcolo occor-re prevedere gli errori del sistema di stampa, che possono derivare da al-cuni o tutti i seguenti fattori:
1. Gli errori di rettilineità o di traiettoria della goccia sono angolari e i consegruenti errori di posizionamento aumentano all’aumentare della distanza tra testina di stampa e supporto (fi gura 8).
Questo è importante nella deco-razione delle piastrelle perché in molti casi, per evitare che le pia-strelle entrino in contatto con la testina di stampa o quando si applica un’immagine su piastrelle con rilievi, la stampa avviene con distanze di standoff relativamen-te alte (la distanza di standoff
è la distanza tra la testina e la superfi cie del supporto). Nella stampa grafi ca, una distanza ideale di standoff è di circa 1 mm, mentre per la stampa su ceramica può essere di 2-5 mm e in alcuni casi arrivare a 10 mm.
Con un design ottimale, l’errore di un singolo getto può essere compensato dal sovra-indirizza-mento di ugelli adiacenti, ma, in generale, il guasto di due ugelli adiacenti può creare problemi nei sistemi di stampa single-pass (striature nell’immagine) se non si considera la ridondanza degli ugelli.
2. Gli errori di allineamento delle testine derivano da problemi di allineamento delle testine stesse all’interno di un cluster (Figura 9) e di allineamento tra cluster adiacenti (Figura 10).
Le testine hanno tolleranze specifi che e le procedure di allineamento dovrebbero essere basate sul principio del migliore
Fig. 8: Errori di
rettilineità della
goccia o di
traiettoria del getto
Fig. 9: Errore di
allineamento tra le
testine e tra cluster
di testine
adattamento. Una volta allineate le testine, il
montaggio meccanico dovrebbe essere stabile su tutto il range

42 . I quaderni di Acimac - Edizione 2011
www.dimatix.com
di temperature operative.
3. Molti dispositivi di trasporto di materiali presentano un certo grado di oscillazione meccani-ca che provoca un movimento laterale delle piastrelle nella direzione trasversale a quella di avanzamento.
Questo è importante perché tut-ti gli ugelli adiacenti all’interno di singoli colori e da colore a colore sono distanziati nella direzione di avanzamento, quindi i pixel adiacenti su una piastrella sono stampati in momenti diversi o quando le piastrelle si trovano in posizioni diverse sul dispositivo di trasporto.
Se una piastrella si muove trasversalmente, le gocce non saranno più adiacenti.
L’entità del movimento oscillato-rio dipende da molti fattori.
Si dovrà verifi care se il movimen-
Fig. 10: Errori di
allineamento tra
testine all’interno
di un cluster
Fig. 11: Movimen-
to oscillatorio e i
conseguenti errori
di stampa
to è accettabile analizzando l’immagine, ma diventerà criti-co se lo spostamento laterale massimo corrisponde a una qualunque delle distanze tra testine adiacenti.
Indipendentemente dalla pre-cisione di allineamento delle testine, sarà diffi cile risolvere le imperfezioni causate dal movimento delle piastrelle, se non regolando il dispositivo di trasporto o addirittura ripro-gettandolo qualora l’errore causato risulti inaccettabile.
È importante capire il contributo di ogni fonte di errore e assegnare a ciascuna un budget massimo pre-ventivo, utilizzando un approccio matematico e statistico. Prendiamo l’esempio seguente di stima degli errori di rettilineità, allineamento meccanico e oscilla-zione:
Rettilineità del getto, 1 deviazione standard di 3 mRad = 15 micron a una distanza di standoff di 5 mm
Errori di allineamento meccanico Testa a testa = 10 micronErrori di stitching = 10 micronStima dello scarto quadratico medio per tutti gli errori = √ (152 + 102 + 102) = 21 micron
Ciò indica che una stima ragionevole dell’errore totale di 21/64 o il 33% della spaziatura tra i pixel dovrebbe essere gestibile e non visibile.
Se prevediamo una ragionevole sti-ma dell’errore di oscillazione di 50 micron (dando per scontato che le testine adiacenti corrispondono al
periodo dell’oscillazione), allora ab-biamo:
Stima dello scarto quadratico medio per tutti gli errori = √ (152 + 102 + 102 + 502) = 54 micron
Come mostra questo calcolo, uno spostamento meccanico laterale relativamente piccolo causato dal dispositivo di trasporto può rapida-mente monopolizzare l’intero bud-get errori e arrivare a oltre l’84% della spaziatura tra i pixel. Questo potrebbe essere molto evi-dente sulla piastrella stampata.
La stima dello scarto quadratico
medio è la parte fi nale dell’equazio-ne che si aggiunge al calcolo dell’e-stensione delle gocce, poiché l’e-stensione deve essere suffi ciente per coprire il fabbisogno di dpi e per compensare tutti gli altri errori.
La creazione di un semplice siste-ma di calcolo che permette variazio-ni nel processo e nell’indirizzabilità nella direzione trasversale e l’aggiu-
stamento di ciascuna delle stime di errore può essere molto utile per esaminare il livello di riempimento solido.
All’esempio di prima, aggiungiamo ora la stima dello scarto quadra-tico medio dell’errore al calcolo dell’estensione della goccia:

I quaderni di Acimac - Edizione 2011 . 43
Distensione necessaria della goccia = DPI richiesto + stima dello scarto quadratico medio dell’errore = 90 micron + 21 micron senza oscillazione = 111 micron = 90 microns + 54 micron con oscillazione = 144 micron
Si noti che nell’esempio si considera un obiettivo di zero spazio bianco per le aree di copertura totale.
Se una certa quantità di spazio bian-co è accettabile, questi numeri sa-ranno diversi.
Bisogna costruire budget effettivi de-gli errori in base al modello previsto di immagine e all’analisi delle immagini.
L’OBIETTIVO DI PRODUTTIVITÀ
Per la stampa ceramica, la produt-tività viene defi nita dalla velocità del passaggio delle piastrelle nel for-no. La richiesta che si avanza ai si-stemi di stampa è di non ridurre o compromettere la velocità generale della linea. In genere si misura la pro-
duttività in m2/ora. Si calcola come il prodotto tra la velocità lineare (de-fi nito in m/h) e la larghezza di stam-pa. Tipicamente, le linee di stampa di piastrelle ceramiche hanno larghezze nell’ordine di 500, 700 o 1.100 mil-limetri.
Una volta stabilite la produttività e l’indirizzabilità, questi valori vengono usati in combinazione per defi nire la velocità del getto delle testine e pos-sono essere di aiuto nella scelta delle stesse. La velocità di getto è defi nita nel seguente modo:
Velocità di getto o numero di gocce al secondo da ciascun ugello = (Indirizzabilità) x (velocità lineare)
Dal momento che l’indirizzabilità è ti-picamente defi nita in punti per pollice (dpi) e la velocità lineare in metri/mi-
nuto, per far sì che il calcolo funzioni correttamente è necessario adotta-re un’unità di misura comune. Utiliz-
zando l’esempio di 400 dpi con una velocità lineare di 50m/min., questi valori vengono convertiti come segue:
400 dpi = 15748 gocce/m50m/min = 0.83m/s
Frequenza di getto della testina in gocce / s = 15748 gocce x 0.83m Ms
Per completare l’equazione, dobbia-mo abbinare la frequenza di getto con la dimensione goccia selezionata con il calcolo dell’estensione della goccia.
Supponiamo per questo esempio che, in base alla nostra analisi di immagi-ne, per ottenere un’estensione della goccia di 111 micron è necessario
avere una goccia da 80 ng. Moltipli-cando questi due valori, otteniamo l’obiettivo di produttività, che può essere espresso in unità di ng-kHz.
Produttività della testina = 13.071 kHz * 80 ng = 1046 ng-kHz
Un altro calcolo utile è quello di sti-mare la quantità di inchiostro depo-sitato per unità di superfi cie. Questa viene espressa di solito in grammi/m2. I valori importanti in questo cal-
colo sono la massa depositata di ogni goccia e la densità dei punti o il nume-ro di gocce depositate per m2. Nel nostro esempio, la massa depo-sitata è di 80ng o 80 x 10-9g, con
4002 gocce per pollice quadrato. Quest’ultima cifra viene convertita in m2 che quindi corrisponde a un totale di 15.7482 gocce/m2 o 248 x 106 gocce/m2.
La quantità totale di inchiostro depositato è quindi: 80 x 10-9 x 248 x 106 g/m2 = 19.8 g/m2
= 13071 Hz o gocce/secondo

44 . I quaderni di Acimac - Edizione 2011
www.dimatix.com
LA SCELTA DELLE TESTINE
Ci sono diverse considerazioni da fare per quanto riguarda la scel-ta ottimale delle testine. Tornando all’esempio di Figura 5 (zona 2), una testina con dimensione goccia di 80 picolitri (pl) potrebbe essere adatta per ottenere un’alta densità di co-lore su una piastrella, ma potrebbe non essere adatta per ottenere gra-
dazioni di colore più fi ni (zona 1). Al contrario, un sistema di stampa con una testina da 30pl potrebbe fornire la gradazione di colore desiderata, ma potrebbe non raggiungere l’alta den-sità d’inchiostro richiesta senza au-mentare l’indirizzabilità oppure i dpi. L’aumento di indirizzabilità potrebbe a sua volta incidere sulla produttività
della stampante, che dovrebbe rallen-tare per gestire la più alta densità di punti. Per raggiungere i requisiti di produttività, bisogna o scegliere una testina ad alta produttività, oppure aumentare il numero di testine nel sistema, potenzialmente aumentan-do i costi: compromessi che devono essere sempre valutati.
LA STAMPA VERSADROPTM DI PIASTRELLE DI CERAMICA
Fino a poco tempo fa, i costruttori di macchine da stampa dovevano trova-re un compromesso tra qualità d’im-magine e velocità di produzione. Ora le testine Dimatix, in particola-re la famiglia Q-Class, abbinate alla tecnologia di getto VersaDrop™, as-sicurano un getto a goccia variabile di elevata precisione senza compro-mettere la produttività.Utilizzando l’esempio della Figura 5, una goccia da 30 pl è necessaria per i dettagli fi ni della zona 1, ma la coper-tura richiesta per la zona 2 potreb-be avvicinarsi a 20 g/m2, richiedendo quindi una quantità molto maggiore di inchiostro. Utilizzando la tecnologia di getto VersaDrop™ di Dimatix, una testina Q-Class è in grado di soddi-sfare entrambi i requisiti contempo-raneamente erogando gocce da 30pl per i dettagli di colore più fi ni e gocce
grandi da 80pl per i colori forti. Un vantaggio di VersaDrop è che non è soltanto in grado di funzionare si-multaneamente con diverse dimen-sioni di goccia, ma possiede anche una capacità unica di produrre gocce con diverse dimensioni fi sse (piccole, medie e grandi) in modo binario, unen-do diverse goccioline all’ugello per formare la goccia intera. La modalità binaria permette di uti-lizzare gocce di un’unica dimensione per una data immagine e, nel contem-po, di cambiare la dimensione della goccia per diversi lavori di stampa in base agli attributi desiderati di quali-tà d’immagine o di supporto. Ciò permette al sistema di stampa di operare prima in modalità “alta qua-lità” con dimensioni goccia piccole e poi di passare alla modalità “alta pro-duttività” con una velocità superiore
e una risoluzione inferiore utilizzando dimensioni goccia più grandi. I metodi di funzionamento di VersaDrop inclu-dono:
• Binary Single Drop: Tutti gli ugelli utilizzano lo stesso voltaggio a singolo impulso e espellono una sola goccia di fl uido.
• Binary Multi-Drop: Tutti gli ugelli utilizzano lo stesso voltaggio ma con multi-impulsi per aumentare la dimensione delle gocce di un fattore di circa 2 o 3.
• Grayscale Mode: Ogni ugello utilizza un 1X, 2X, 3X, o numero maggiore di impulsi di voltaggio per ottenere gocce piccole, me-die o grandi da ogni ugello.
Fig. 12: Funzionamento VersaDrop in scala di grigi
Lower Resolution Higher ResolutionGrayscale
Fig. 13: Disposizioni dei punti nelle due modalità binarie e nel funzionamento in scala di grigi

I quaderni di Acimac - Edizione 2011 . 45
VersaDrop aiuta a ottimizzare l’in-dirizzabilità del sistema di stampa e quindi la sua produttività. Con una testina standard con di-
mensioni singole di goccia, l’esten-sione dell’inchiostro sul supporto determina l’indirizzabilità. La seguente tabella mostra i volu-
mi tipici delle gocce e la gamma di indirizzabilità relativa alla decora-zione di piastrelle di ceramica.
TABELLA 1: SCHEMA DI RIFERIMENTO PER LE TESTINE
Testina di stampa o
unità di gettoNumero di ugelli
Compatibilità
dell’inchiostro
Binario (B), multi-
goccia (MD) o Scala
di grigi (GS)
Dimensione goccia
(pl)
Gamma di indirizza-
bilità consigliata in
ceramica
NOVA 256UV, a solvente, ad
acqua e ceramicoB 80 100 - 300
GALAXY
Galaxy 30 256UV, a solvente, ad
acqua e ceramicoB 30 300 - 500
Galaxy 50 256UV, a solvente, ad
acqua e ceramicoB 50 200 - 400
Galaxy 80 256UV, a solvente, ad
acqua e ceramicoB 80 100 - 300
S-CLASS
SL 128UV, a solvente, ad
acqua e ceramicoB 80 100 - 300
SM 128UV, a solvente, ad
acqua e ceramicoB 50 200 - 400
SE 128UV, a solvente, ad
acqua e ceramicoB 30 300 - 500
Q-CLASS
Sapphire Scala di
grigi
QS-10 256UV, a solvente, ad
acqua e ceramicoB, MD & GS 10, 20 & 30 400 - 700
QS-30 256UV, a solvente, ad
acqua e ceramicoB, MD & GS 30, 50 & 80 300 - 500
QS-80 256UV, a solvente, ad
acqua e ceramicoB, MD & GS 80, 150 and 200 100 - 300
EMERALD GRAYSCALE
QE-10 256UV, a solvente, ad
acqua e ceramicoB, MD & GS 10, 20 & 30 400 - 700
QE-30 256UV, a solvente, ad
acqua e ceramicoB, MD & GS 30, 50 & 80 300 - 500
QE-80 256UV, a solvente, ad
acqua e ceramicoB, MD & GS 80, 150 & 200 100 - 300
POLARIS
PQ-15 512UV, a solvente, ad
acqua e ceramicoB & MD 15, 25 & 35 400 - 700
PQ-35 512UV, a solvente, ad
acqua e ceramicoB & MD 35, 55 & 85 300 - 500
PQ-85 512UV, a solvente, ad
acqua e ceramicoB & MD 85, 155 & 200 100 - 300
Si noti che:
1. Il modo più comune per indicare la dimensione della goccia della testina è la massa della goccia, ma dal momento che il peso
specifi co degli inchiostri ceramici varia tipicamente da 1,1 a 1,4 g/cc e che le testine di stampa sono a tutti gli effetti disposi-tivi di pompaggio volumetrico, la massa effettiva della goccia
è maggiore e si estende su una gamma più ampia.
2. Tutte le testine Sapphire e Eme-rald hanno 3 dimensioni indicate di goccia perché sono state progettate per la stampa Ver-

46 . I quaderni di Acimac - Edizione 2011
www.dimatix.com
saDrop a 4 livelli. L’ultimo livello non indicato in tabella 1 è pari a zero, indicando che nessuna goccia viene espulsa; è un livello richiesto in qualsiasi operazione di stampa.
3. L’indirizzabilità viene defi nita come una gamma dal momento che i diversi tipi di piastrella reagiranno in modo diverso con i diversi inchiostri, il che porta a gradi diversi di estensione della goccia.
4. Le testine in scala di grigi sono di solito basate sulla dimensione più grande della goccia in modo da soddisfare il requisito di riempimento solido. In alcuni casi possono anche essere associate con la dimensione successiva in ordine di grandezza in modo da consentire una maggiore coper-tura per i colori chiari come il giallo, il rosa e il bianco, che in genere richiedono una copertura maggiore.
Per esempio, se il sistema di stam-pa utilizza una QE-30 funzionando in modalità binaria a singolo impul-so a 40pl, l’indirizzabilità richiesta dovrebbe essere più vicina a 300 - 500. Tuttavia, utilizzando VersaDrop, la dimensione massima del volume goccia di 80pl determina l’indirizza-bilità, che si traduce in un valore tra 100 e 300 dpi. Questa fl essibilità riduce il numero richiesto di testi-ne.
DETERMINAZIONE DELLA TESTINA DI STAMPA OTTIMALE
Il prossimo passo nel processo è l’individuazione della testina otti-male.
In base agli esempi visti fi nora e utiliz-zando i valori della Tabella 1, possiamo ora stabilire il concetto costruttivo
del sistema inkjet per la decorazione delle piastrelle nel modo presentato in tabella 2.
TABELLA 2: SOLUZIONI PER TESTINE PER LA DECORAZIONE INKJET DELLE PIASTRELLE DI CERAMICA
Stampante
Direzione di
avanzamento
(dpi)
Direzione
trasversale
(dpi)
Velocità lineare
Scala di grigi o
dimensione varia-
ble della goccia
Sì / No
Dimensioni
gocce richieste
Possibili
testinedpi nativi
400 400 50m/min Sì 30, 50 e 80
QS-30
QE-30
PQ-35
100
100
200
OTTIMIZZAZIONE DELL’INCHIOSTRO
L’ultima fase del processo è quella di garantire che l’abbinamento scelto di formulazione dell’inchiostro ceramico e le testine funzionerà secondo i re-
quisiti richiesti. Essendo questo un altro fattore critico di successo, Di-matix lavora a stretto contatto con i costruttori di sistemi e produttori
di inchiostri per concentrare gli sforzi nello sviluppo delle forme d’onda, l’a-nalisi avanzata dei materiali e il sup-porto tecnico.
SVILUPPO DELLA FORMA D’ONDA
La forma d’onda è il segnale elettrico che aziona il cristallo piezoelettrico in modo da sparare il getto. Diverse forme d’onda corrispondo-no a diverse dimensioni e velocità di goccia. Ottimizzare una forma d’onda per ogni applicazione garantisce il massi-mo successo e, per svilupparla, che
sia per il binario a goccia singola, il binario a gocce multiple fi sse o per la scala di grigi, è necessario disporre di informazioni sul processo da ese-guire.
Tra le considerazioni principali:
• La modalità di uscita: binario a
goccia singola, binario a gocce multiple o scala di grigi.
• Il volume (o volumi) richiesto.• La frequenza di getto della testi-
na, defi nita dalla velocità lineare e l’indirizzabilità.
• I parametri operativi dell’inchio-stro, come la temperatura di getto.

I quaderni di Acimac - Edizione 2011 . 47
• Il ciclo di lavoro, defi nito come il tempo medio per il quale ciascun ugello è in funzionamento su un ciclo produttivo.
Per la decorazione di piastrelle, questo potrebbe essere soltanto il 10-20%, ma potrebbe anche raggiungere il 60-70% nel caso di immagini più dense.
L’abbinamento di frequenza di stampa e ciclo di lavoro è un aspetto importante perché determina l’ambiente in cui le testine devono operare, ed è il
modo più corretto per testare l’insieme di testina e inchiostro ceramico.
Le testine Dimatix sono dotate di un’architettura aperta che consen-te ai costruttori di utilizzare forme d’onda progettate autonomamente e che non limita la formazione del getto a forme d’onda fi sse per gli inchiostri che potrebbero essere in fase di sviluppo. Il personale tecnico Dimatix offre formazione base nelle tecniche di
sviluppo delle forme d’onda ai pro-duttori di inchiostri per consentire una loro totale autonomia quando vengono effettuate modifi che alla formulazione dell’inchiostro, al si-stema di stampa o al processo. Si può iniziare una nuova formu-lazione dell’inchiostro usando un set di forme d’onda di riferimento fornite da Dimatix, che possono quindi essere adattate o ulterior-mente migliorate per soddisfare nuove proprietà e requisiti.
COMPATIBILITÀ TRA MATERIALI
Per garantire una lunga durata della testina di stampa in condizioni ope-rative, è fondamentale che tutti gli inchiostri e fl uidi utilizzati dal sistema di stampa siano compatibili con la te-stina selezionata. Dimatix fornisce kit di prova di ma-teriali, costituiti da componenti del-la testina con dimensioni adatte allo svolgimento di prove di immersione inchiostro. Normalmente, a conclusione dei test, avviene l’ispezione dei componenti della testina, seguita da prove di for-za a trazione.
I test di compatibilità possono esse-re eseguiti direttamente dal costrut-tore del sistema e dal produttore di inchiostri o con il supporto dei labora-tori analisi Dimatix.
I componenti utilizzati all’interno del sistema di erogazione dell’inchiostro devono essere verifi cati anche a livello di compatibilità, per garantire che non si decomporranno o gonfi eranno, cau-sando blocchi o perdite nel circuito di erogazione dei fl uidi. Con una distanza di standoff maggio-re, la nebulizzazione dell’inchiostro
può causare un accumulo di inchio-stro intorno alla testina di stampa e ai materiali circostanti.
Per riassumere, il processo di scel-ta della testina di stampa ottimale richiede la conoscenza dell’applicazio-ne, dell’indirizzabilità, delle stime di estensione della goccia, nonché una comprensione del budget totale degli errori. Si conclude con lo sviluppo di forme d’onda e test di compatibilità dell’inchiostro in modo da garantire che la combinazione di testina e in-chiostro soddisfi tutti i requisiti.
IL FUTURO DELLA DECORAZIONE DI PIASTRELLE CERAMICHE
L’adozione della stampa a getto d’inchiostro per la decorazione di piastrelle di ceramica è aumentata esponenzialmente negli ultimi anni, grazie ai vantaggi riconosciuti, of-ferti solo da soluzioni digitali, come i tempi di consegna più rapidi, produ-zioni più corte, personalizzazione e possibilità di riprogettare la supply chain. Lo sviluppo deriva da uno sforzo co-ordinato tra produttori di inchiostri, costruttori di sistemi di stampa e produttori di testine per rispondere
rapidamente alle esigenze attuali ma con uno sguardo al futuro. E proprio guardando al futuro, è na-turale chiedersi: come si evolverà il mercato della ceramica?Tre aree sono molto promettenti: il continuo miglioramento della produt-tività del sistema; l’operatività; e la maggiore fl essibilità offerta da nuove formulazioni di inchiostri. Nel tempo, gli attuali compromessi tra velocità della linea e saturazione dei colori diventeranno meno accet-tabili, così come i lunghi tempi di av-
viamento e le procedure continue di manutenzione che incidono sulla pro-duttività. Man mano che questa applicazione maturerà oltre la semplice decorazio-ne per arrivare anche alla smaltatu-ra a punti con l’utilizzo di inchiostri a pigmenti più pesanti, saranno ne-cessari sviluppi tecnologici continui. Fujifi lm Dimatix continuerà a mettere a disposizione la sua notevole espe-rienza e ampie risorse per assicurare il futuro successo di questo impor-tante mercato.

48 . I quaderni di Acimac - Edizione 2011
Tecnologia Inkjet nella decorazione di
piastrelle ceramichePerò, a differenza di quanto accade nelle altre tecnologie, in ceramica il supporto da decorare è soggetto a temperature elevate, evaporazione, variazione dimensionale e soprattut-to ad un ciclo termico di cottura che ne varia completamente le caratte-ristiche.Allo scopo di interpretare i recenti e i futuri sviluppi nella decorazione ce-ramica e di fornire le soluzioni tec-nologiche più adeguate e rispondenti alle richieste produttive sempre più orientate verso il mondo digitale, In-gegneria Ceramica, uno dei maggiori produttori di sistemi per smaltatura e decorazione, e Sacmi, il riferimen-to di settore per la produzione di im-pianti ceramici, hanno deciso di co-stituire In.Te.Sa.
In questo momento della storia della ceramica si sta vivendo un’importan-te “rivoluzione” tecnologica nella de-corazione su piastrella. Come già avvenuto nell’industria tes-sile ed in quella della carta stampa-ta, anche in ceramica si è arrivati alla messa a punto e all’utilizzo di deco-ratrici digitali a getto d’inchiostro: stampanti ceramiche capaci di asse-condare e gestire le problematiche tipiche della tecnologia nonché di for-nire numerosi vantaggi ai produttori.Questa stampa non a contatto ga-rantisce, oltre a decorare superfi ci particolari, una gestione più fl essibi-le della produzione nonché una logica di stoccaggio dei materiali completa-mente diversa e più consona ad as-secondare le richieste del mercato.
Il primo passo di In.Te.Sa. è sta-to quello di creare la propria deco-ratrice digitale chiamata Colora Hd, una stampante ceramica ad alta de-fi nizione caratterizzata da dimensio-ni compatte e ridotte per facilitare l’installazione nelle linee ceramiche e permettere una consegna della mac-china completa e pronta per l’uso.Nello sviluppo di Colora Hd sono stati adottati criteri progettuali tesi a ri-solvere le problematiche tipiche del-la stampa a getto d’inchiostro in am-biente ceramico, quali, ad esempio, condensa, presenza di vapore, polve-ri, ugelli intasati, sedimentazione de-gli inchiostri, ecc…Colora Hd utilizza testine Xaar 1001, funzionanti secondo tecnologia Drop on Demand.
CARATTERISTICHE GENERALI DELLA TECNOLOGIA
Davide Sorrentino e Mauro Bedini
La stampa Ink Jet è una tecnolo-gia non a contatto che realizza la decorazione del supporto median-te l’emissione di gocce di inchiostro (6-42-80-200 pl, 1 pl=10¯1² l) at-traverso piccolissimi fori chiamati ugelli presenti sulle testine. Questa stampa può essere realizzata attra-verso metodi differenti, in modo Con-tinuo o in modo Drop On Demand (fi -gura 1).La modalità che ha ottenuto i miglio-ri risultati nell’industria ceramica è quella Drop On Demand.La suddetta tecnologia Drop On De-mand, capace di generare gocce so-lo a richiesta, può essere realizza-ta secondo differenti modalità: per calore, piezoelettrica, elettrostati-ca e acustica. In ceramica, la moda-lità che si è affermata è quella con
attuatori piezoelettrici: un elemento piezoelettrico (Piezo in greco signi-fi ca “Pressione”) è un materiale ca-pace di espandersi o contrarsi quan-do viene sottoposto ad un’opportuna sollecitazione elettrica. Il movimen-to che ne consegue permette di cre-are ed espellere le gocce di inchio-stro. Uno dei materiali piezoelettrici più utilizzati è lo zirconato titanato di Pb, Pzt. Interessante è considerare che è molto diffuso l’utilizzo di materiali ce-ramici nella realizzazione di piezoelet-trici (fi gura 2).
A seconda della modalità richiesta per la creazione della goccia esisto-no diversi tipi di testine di stampa. Si possono individuare quattro cate-gorie: Squeeze-tube, Bend, Push e
Fig. 1
Fig. 2

I quaderni di Acimac - Edizione 2011 . 49
Shear (fi gura 3).Le sollecitazioni ai piezoelettrici av-vengono secondo metodi e sequen-ze differenti che agiscono in modo da realizzare la goccia sempre e solo quando viene richiesta. A) Nel caso Squeeze-tube la goccia
è generata mediante la solleci-tazione di due piezoelettrici che deformano un condotto opportu-namente sagomato (tube);
B) Nel caso Bend la goccia è gene-rata mediante la sollecitazione del piezoelettrico che compie la sua deformazione ad arco espel-lendola;
C) Nel caso Push la goccia è gene-rata mediante la sollecitazione del piezoelettrico che, deforman-dosi, spinge la goccia attraverso l’ugello;
D) Nel caso Shear il materiale viene polarizzato in modo differente ri-spetto al caso precedente con la conseguenza che la sollecitazio-ne elettrica produce una defor-mazione cosiddetta di “taglio”.
Nella modalità Shear questa condivi-sione avviene mediante un posiziona-mento sequenziale degli ugelli sul pla-te della testina. La stampa di una fi la di ugelli (row) avviene in tre momen-ti differenti. Per semplifi care que-sto comportamento riportiamo uno schema del funzionamento condiviso indicando come A, B e C le tre fasi di emissione (fi gure 4 e 5).Quest'ultimo caso è quello delle te-stine Xaar 1001 in uso su Colora Hd.
Una considerazione importante va fatta in merito all’alimentazione d’in-chiostro prevista per la testina di stampa.Alcune testine prevedono al proprio interno delle camere di accumulo, chiamate damper, che permettono di aver sempre a disposizione la cor-retta quantità di inchiostro durante il loro utilizzo. Questo tipo di testi-ne, che solitamente hanno una buona frequenza di sparo e volumi di goccia di buona entità, hanno però il difet-to di soffrire della limitatezza posta dalla capacità defi nita del serbatoio e della tendenza degli inchiostri a base solvente utilizzati in ceramica a sedi-mentare durante le fasi di non utiliz-zo. Per evitare questo inconveniente
Fig. 3
Fig. 4
Fig. 5
è necessario che le testine venga-no periodicamente assoggettate a cicli di stampa non produttiva (pur-ge) per assicurare la loro effi cienza. Altre tipologie di testine presenta-no invece una costruzione che per-mette il ricircolo continuo dell’in-chiostro all’interno della loro struttura. In questo modo si evita-no le sedimentazioni e, assicuran-do al sistema una coerente e co-stante alimentazione di inchiostro nel tempo, si elimina anche la limi-tatezza della presenza di un damper interno. Per contro, per funzionare correttamente queste testine han-no la necessità di essere alimenta-te mediante un sistema più effi cien-te dotato di un circuito di mandata e ritorno che permetta non solo di muovere con continuità l’inchiostro, ma anche di garantire le giuste pressioni, portate e temperature necessarie per ottenere la corretta generazione della goccia.
Oltre alle grandezze sopra men-zionate, il circuito di alimentazione deve anche controllare il Menisco (fi gura 6), ovvero la posizione dell’in-chiostro nella zone degli ugelli. È infatti necessario che in questa zona, per evitare problematiche di stampa, la pressione dell’inchio-stro sia accuratamente controlla-ta, ad un valore leggermente nega-tivo. Un eccesso di pressione può portare ad una non corretta forma-zione di goccia, con frammentazio-ne della stessa durante l’emissione e con conseguente deposito indesi-derato sulla superfi cie delle testine e del piano di stampa. Nel caso contrario, ovvero di pres-sioni eccessivamente negative, si può presentare una diffi coltà nella creazione della goccia che può por-tare alla presenza di righe e a fe-nomeni di forte perdita di dettaglio dell’immagine.
La soluzione proposta da Colora Hd è basata sulla progettazione di un circuito modulare capace di assicu-rare nel tempo la corretta alimen-tazione di inchiostro e dotato di una interfaccia utente di facile uti-lizzo e parametrizzazione (fi gure 7 e 7 bis). Al sistema di alimentazio-
Fig. 6
Fig. 7
Fig. 7 bis
ne inchiostro è demandato anche il controllo accurato delle tempe-rature di esercizio (normalmente comprese fra i 37 e i 45 °C). L’inchiostro deve poter essere ra-pidamente riscaldato e mantenuto a temperatura costante nel tem-po. Temperature inadeguate pos-sono causare problemi di stampa dovuti sia ad una non corretta for-mazione della goccia che alla varia-zione delle caratteristiche reologi-che dell’inchiostro stesso. Inoltre, una non corretta tempe-ratura di esercizio può favorire la tendenza alla sedimentazione all’interno del circuito. Per questa ragione Colora Hd è stata progetta con l’intento di im-pedire questi problematici feno-meni di sedimentazione: serbatoi o distributori squadrati, mancan-

50 . I quaderni di Acimac - Edizione 2011
za di agitazione degli inchiostri sono stati accuratamente evitati.
Ma tutto ciò non è suffi ciente e si deve aggiungere l’importanza della collaborazione fra fornitori di inchio-stri ed impiantisti nella messa a pun-to delle reciproche specialistiche at-tività.Ad oggi esistono tre principali fami-glie di inchiostri che, semplifi cando, divergono fra loro per le miscele or-ganiche che le compongono e che ne stabiliscono le caratteristiche reolo-giche assieme agli additivi e alle mi-scele di pigmenti utilizzate. L’importanza del controllo e della ge-stione dei parametri funzionali de-gli inchiostri da parte dei rispettivi produttori risulta fondamentale per la qualità, la stabilità e la continuità della stampa. Per ottenere una corretta qualità di stampa ed una buona produttività, gli inchiostri ceramici devono possedere le giuste caratteristiche in termini di densità, viscosità e tensione super-fi ciale. E’ molto importante che que-ste caratteristiche rimangano co-stanti nel tempo ed al variare della temperatura (fi gura 8).
Per queste ragioni risultano neces-sari la conoscenza, il controllo e l'as-soluta collaborazione fra impiantisti e fornitori di inchiostri per ottenere
un binomio produttivo capace di risol-vere tecnicamente le problematiche che possono presentarsi nelle diver-se condizioni applicative ceramiche.
La realizzazione di una decoratrice digitale richiede un’accurata scelta dei materiali costruttivi. Le testine di stampa possono essere utilizzate solo con gli inchiostri cer-tifi cati dall’azienda produttrice o da chi se ne fa garante mentre tutti gli altri materiali costruttivi, parte della struttura della macchina, devono es-sere verifi cati mediante idonee pro-cedure di compatibilità chimiche. Allo scopo, gli impiantisti sono soliti redigere opportune procedure, che possono occupare alcuni mesi prima di essere completate, e che si con-cretizzano con il caricamento degli inchiostri in macchina e con le conse-guenti verifi che in termini di qualità, stabilità e produttività del binomio.Queste procedure, realizzate in pieno accordo tra colorifi cio e impiantista, sono fondamentali e sono alla base della soddisfazione del cliente e della riuscita di un avviamento produttivo. Per questa ragione In.Te.Sa. ha re-alizzato il proprio protocollo di omo-logazione e segue con attenzione queste fasi delicate precedenti alla messa in opera della decoratrice (fi -gura 9).
Fig. 8
Fig. 9
COLORA HD
Sistema di gestione della stampa
Il sistema di gestione della stampa sviluppato su Colora Hd utilizza tec-nologia Xaar.
I componenti principali utilizzati sono i seguenti (fi gura 10):• PSU: Alimentatore (4) dell’unità
Xusb;• Xusb: unità di pilotaggio (1) che ha
la funzione di memorizzare l’imma-gine grafi ca da realizzare, sincro-nizzarla ed inviarla alle schede di pilotaggio delle testine;
• Personality Card: unità (2) che ri-
ceve i dati di stampa dal Xusb e genera i segnali di pilotaggio delle testine;
• Testina Xaar 1001: unità di stam-pa (3).
Il progetto di stampa, opportuna-mente creato ed elaborato dal sof-tware Colora (fi gura 11), viene inviato mediante una specifi ca connessione (5) agli Xusb (1), i quali interpretano e suddividono le informazioni invian-dole alle diverse personality card (2).Le informazioni vengono poi elaborate in segnali specifi ci capaci di generare le corrette sollecitazioni per le testi-ne di stampa (3).
Gli Xusb, inoltre, gestiscono anche la temporizzazione della stampa basan-dosi su segnali di sincronismo oppor-tunamente generati da sensori che comunicano l’esatta posizione dei pezzi sul trasporto (6).Quest'ultimo deve essere opportu-namente progettato e realizzato per garantire che le informazioni sopra citate corrispondano esattamente alla reale posizione del pezzo. Per questa ragione Colora Hd, nella realizzazione del trasporto, utilizza cinghie dentate che garantiscono la precisione meccanica necessaria per ottenere una stampa di alta qualità.
www. intesa.sacmi.it
www.sacmi.com

I quaderni di Acimac - Edizione 2011 . 51
Fig. 10 Fig. 11
Forma d’onda e formazione della goccia
La realizzazione della goccia avviene, come detto, mediante sollecitazione dei piezoelettrici utilizzando un’op-portuna forma d’onda.Una forma d’onda (waveform) è la va-riazione nel tempo della sollecitazio-ne elettrica della testina. In gene-rale esistono molteplici tipi di forme d’onda, ad esempio sine wave, squa-re, ramp, sawtooth e triangular (fi -gura 12).Una forma d’onda di frequente utiliz-zo è la square nella quale il segnale assume un valore positivo per un de-terminato tempo e nullo per un inter-vallo di tempo identico al precedente. In questo caso si dice che il ciclo uti-le (Duty Cycle) è del 50%. Questo ti-po di forma d’onda è molto utilizzata nei circuiti elettronici come segnale di temporizzazione (Clock). Nel caso in cui il Duty Cycle non sia pari al 50%, ovvero quando la durata del segnale positivo è diversa da quel-la del segnale nullo, si dice che la for-ma d’onda è rettangolare.Una variazione di queste due forme d’onda è quella chiamata ad impulso, nella quale ad un breve intervallo con segnale positivo si alterna un inter-vallo di durata maggiore con segnale nullo (fi gura 13).Questi esempi sono alla base delle forme d’onda che vengono generate dall’elettronica di comando per il pilo-taggio dei piezoelettrici delle testine.Attraverso questi impulsi si possono ottenere volumi di goccia differenti e
adatti alle diverse formulazioni degli inchiostri utilizzati. Uno dei maggiori sforzi di tutti i sog-getti coinvolti nella messa a punto di sistemi per la decorazione digita-le è appunto quello di individuare for-me d'onda capaci di generare corret-tamente la goccia. Risulta opportuno ricordare che mentre le testine che lavorano in bi-nario generano un solo tipo di goc-cia di grandi dimensioni, le testine che lavorano in scala di grigio modu-lano la frequenza di emissione in mo-do che dalla somma di diverse gocce base si possa ottenere una goccia di maggiori dimensioni. Per esempio le testine Xaar 1001, utilizzate in Co-lora Hd, partendo dalla goccia base di 6 pl, realizzano i diversi livelli, otto considerando la non emissione, som-mando queste gocce in aria fi no ad un totale di 42 pl (fi gura 14). L’utilizzo del corretto numero di livel-li di grigio richiede un processo di ot-timizzazione che deve tener conto di variabili quali la qualità di stampa, le intensità desiderate e la produttivi-tà. Per queste ragioni nel set-tore ceramico questi temi sono stati sviluppati in col-laborazione con i produtto-ri di inchiostri in modo da realizzare le forme d'on-da adatte a ottimizzare la produzione. Questa scelta è motivata dalle caratte-ristiche tecnologiche del-la ceramica: il processo di cottura porta spesso al-
la scomparsa delle intensità inferiori costituite da gocce di volume basso; inoltre la tendenza di queste stesse gocce ad essere molto volatili ne ren-de diffi cile un utilizzo continuo. A ciò si aggiunga che sviluppando forme d'onda appropriate si posso-no semplifi care questioni importanti, quali la stabilità d’esercizio al varia-re del voltaggio applicato: una forma d'onda corretta può permettere ad un inchiostro di lavorare alla medesi-ma qualità con un range di voltaggio anche di + o - 3 volt. Inoltre, l’utilizzo di livelli alti della scala di grigio, cor-rispondenti a volumi di goccia ridot-ti, può essere origine di fenomeni che pregiudicano sia la qualità di stampa che la stessa produttività del bino-mio decoratrice-inchiostro. Lo studio di questi fenomeni risulta fondamentale. Normalmente lo strumento idoneo ad osservare questo fenomeno è il Drop Watcher (fi gura 15), ovvero un mi-croscopio con stroboscopio che permette di fotografare
Fig. 12
Fig. 13
Fig. 14Fig. 14

52 . I quaderni di Acimac - Edizione 2011
le gocce durante il loro tra-gitto e di determinare la fre-quenza di sparo, l’angolo di espulsione e il volume effetti-vo. Grazie a questo strumen-to si ottengono informazioni importanti in merito alla cor-retta formazione della goc-cia (volume desiderato, tra-iettoria corretta, assenza di difetti quali satelliti o myst che produrrebbero difetti di stampa ecc…).
Come abbiamo già detto la formazione di una goccia in scala di grigio avviene duran-te il tragitto in aria. Le gocce base si unisco-no nel loro percorso forman-do una goccia unica di dimen-sioni maggiori (fi gura 16). Ad un certo punto queste gocce assumono la loro forma defi -nitiva e, nel caso in cui abbia-no problemi di formazione, si possono generare delle scie indesiderate, con gocce che fi niscono fuori traiettoria, e fenomeni di forte riduzione della qualità.Queste gocce prendono il no-me di satelliti (fi gura 17).Il primo passo è quello di ana-lizzare la stampa dei diversi inchiostri per individuare la li-nearità, l’uniformità dimen-sionale e la presenza di sa-telliti modifi cando i parametri applicativi quali forme d'onda e tensioni a parità di tempe-ratura o menisco applicati (fi -gura 18).
Il corretto comportamen-
Fig. 15 Fig. 16
Fig. 17Fig. 17
Fig. 18Fig. 18
Fig. 19Fig. 19
www. intesa.sacmi.it
www.sacmi.com

I quaderni di Acimac - Edizione 2011 . 53
e abbinati ad altri colori utilizzati in scala di grigio.Anche questi accorgimenti hanno la fi nalità di migliorare la produttivi-tà della decoratrice digitale nonché di agevolare il lavoro dei tecnici nelle fasi di sviluppo dei nuovi progetti. Si tratta quindi di un altro passo in dire-zione di una maggiore versatilità del-le decoratrici digitali. Considerando infatti la limitatezza del gamut cro-matico ad oggi realizzabile dalla tec-nologia, molti produttori di piastrel-le richiedono di utilizzare un maggior numero di colori e di poterli gestire in modo indipendente. Nonostante ciò alcune decoratrici producono solo in binario o alcune aziende non abban-donano l’impostazione in CMYK, ac-costandovi al massimo un bianco co-me quinto colore. Sarà il tecnico che grazie alla propria sensibilità impa-rerà ad utilizzare questo genere di strumenti per ottenere il miglior ri-sultato possibile (fi gura 22).
Colora Hd è progettata per assecon-dare le esigenze del cliente in termini di semplicità di utilizzo e di manuten-zione nonché di gestione dei colori. La macchina ha una struttura fl es-sibile e modulare costituita da modu-li colore estraibili il cui numero, a se-conda delle esigenze del cliente, può variare fi no ad un massimo di otto. Il sistema autocentrante delle barre permette un’estrazione rapida delle stesse e assicura il loro riposiziona-mento corretto in macchina dopo le operazioni di manutenzione: la ripar-tenza in produzione avviene così più rapidamente (fi gura 23).
to degli inchiostri si evince anche dall’osservazione di fi le specifi ci crea-ti allo scopo di rendere noto all’uten-te la disposizione dei punti nonché la realizzazione della scala di grigio. Questi stessi fi le vengono normal-mente utilizzati a livello industria-le per osservare la difettologia tipica della tecnologia: righe per assenza, ugelli intasati, deviazioni e problemi più importanti all'elettronica di co-mando (fi gura 19).E sempre questo tipo di fi le, unito alla stampa delle grafi che di produzione, ci può fornire lo strumento per livel-lare l’intensità di stampa delle diver-se barre colore (fi gura 20).
Dithering e qualità di stampa
Altro aspetto di fondamentale impor-tanza per ottenere la corretta qua-lità di stampa è che la gestione dei punti depositati avvenga in modo op-portuno. Per questa ragione le immagini ven-gono rielaborate per aumentare la ri-soluzione percepita dall’occhio umano e, specialmente in casi come quello ceramico in cui la defi nizione effetti-va non è altissima, rendere le imma-gini realizzate più gradevoli in termi-ni di sfumatura e di passaggio tonale.Queste elaborazioni chiamate dithe-ring, o diffusione d’errore, in gene-rale ottengono le immagini da stam-pare mediante una ridistribuzione dei pixel rispetto alla loro posizione ori-ginaria (fi gura 21).
Esistono diversi tipi di dithering, il più diffuso dei quali è l’algoritmo di Floyd Steinberg. Data l’importanza di que-sto aspetto per la resa effettiva di quanto realizzato in termini di quali-tà di stampa, In.Te.Sa. ha sviluppato il proprio dithering applicabile anche in modo indipendente ai diversi canali.Grazie a questo accorgimento Co-lora Hd permette di abbinare i van-taggi forniti da un algoritmo di dithe-ring all’utilizzo di diverse modalità di stampa, da binary fi no a otto livel-li della scala di grigio, per i singoli ca-nali; in questo modo i colori ceramici meno performanti, come ad esem-pio i gialli, o colori utilizzati per for-nire particolari, come i bianchi o i ne-ri, possono essere utilizzati in binario
Fig. 20
Fig. 21Fig. 22 Fig. 23

54 . I quaderni di Acimac - Edizione 2011
La fase produttiva
La qualità di stampa in ceramica su-bisce l’infl uenza delle particolarità tecno-logiche tipiche della materia. I supporti che devo-no essere decorati presentano caratte-ristiche che possono renderne molto diffi -cile il trattamento. Ad esempio, le pia-strelle verdi, in usci-ta dall’essiccatoio, raggiungono tempe-rature di circa 100-110°C che tendo-no a ridursi durante il loro avanzamen-to sulla linea: l’ap-plicazione di smalti, decorazioni serigra-fi che e gli stessi si-stemi di trasporto rendono necessarie queste temperatu-re onde evitare che i supporti si rompano durante il loro tran-sito. Normalmente la macchina di stam-pa digitale viene col-locata in una zo-na dove le piastrelle raggiungono tem-perature comprese tra i 50 e i 60°C: tali temperature non so-no ottimali per una buona condizione di stampa, in quanto capaci di generare, dopo pochi minuti di produzione, gravi fe-nomeni di condensa o, ancora peggio, di contaminazione del nozzle plate. Tutti i produttori di decoratrici digita-li consigliano di im-postare la linea af-fi nché i supporti arrivino in ingres-so macchina a tem-perature dell’ordine
di 45°C, questo per ridurre note-volmente il ∆t tra pezzo e piano di stampa. Controllare la temperatura del piano di stampa e dell’inchiostro, grazie alla sensoristica presente nel circuito di mandata, di ritorno e nel piano di stampa, come avviene in Co-lora Hd, permette di gestire e otti-mizzare al meglio le performances della macchina.
A ciò si aggiunga che le applicazioni tradizionali utilizzate per la decora-zione vedono la presenza di acqua in formulazione (per es, engobbi, smal-ti, serigrafi e ecc…).Quest’acqua è soggetta ad evapo-razione che, considerando la natu-ra apolare degli inchiostri ceramici nonché la natura stessa delle testi-ne di stampa, può dare origine a pro-blematiche quali righe, interruzioni di stampa o danneggiamenti dell’elet-tronica, ecc…Evitare l’evaporazione diventa così una necessità. Ventole, aspirazioni, regolazioni della temperatura in uscita dall’essicca-toio, sono strumenti importanti che possono aiutare a ridurre questo ge-nere di problema (fi gura 24).
Con la medesima fi nalità l’appor-to degli additivisti in questo campo ha portato alla messa a punto di pri-mer capaci di interrompere tempo-raneamente l’evaporazione dei pezzi. Inoltre, alcune aziende hanno propo-sto strumenti di abbattimento di va-ria natura (aria condizionata, acqua, ecc…) capaci di ridurre temporane-amente la temperatura superfi ciale dei supporti.
A bordo macchina risultano anche utili accorgimenti quali sistemi di aspirazione nel piano di stampa. L’obiettivo è sia quello di “isolare” le barre colore tra di loro, per evitare contaminazioni di colori incompatibi-li, sia di evitare che tutti i vapori/in-chiostri nebulizzati si depositino sul piano di stampa fi no a formare gocce che possono essere causa di interru-zioni produttive. Colora Hd è dotata di un proprio si-stema di aspirazione tra le barre espressamente progettato per mini-mizzare i problemi sopra citati.
Inevitabilmente durante le fasi pro-duttive, con il trascorrere del tempo, impurità tendono a depositarsi sul piano di stampa fi no a compromet-tere la qualità della decorazione. Tali impurità devono quindi essere rimos-se mediante opportune procedure di pulizia. Colora Hd propone un siste-ma completamente automatico, pa-rametrizzabile dall’utente, che per-mette l’ottenimento dello standard qualitativo desiderato dal cliente (fi -gura 25).
Un altro aspetto fondamentale per ottenere le giuste condizioni appli-cative, nonché per preservare la fun-zionalità della decoratrice digitale nel tempo, è quello di controllare l’am-biente in cui la macchina è posizio-nata.La decorazione digitale soffre l’in-fl uenza di polvere e umidità: la polvere perché può occludere esternamente gli ugelli delle testine e causare pro-blemi all'elettronica di stampa; l’umi-dità per l’incompatibilità tra inchio-stri, testine e acqua (fi gura 26). Proprio per queste ragioni, condizio-ni ambientali corrette sono fonda-mentali e l’unico modo per preser-varle è quello di inserire la macchina all’interno di una struttura apposi-ta (cabinet). L’ambiente all’interno di questo sistema è preferibile sia con-dizionato, per garantire temperatu-re ed umidità ottimali, e pressuriz-zato, ad una lieve pressione positiva che impedisca alla polvere di entrare nel cabinet. Questo tipo di soluzione ha trovato un largo impiego nelle realtà produt-tive di tutto il mondo (fi gura 27).
Il contatto indesiderato dei pezzi con le testine può causare deformazio-ni e/o occlusioni degli ugelli, capaci di deviare irreversibilmente la traiet-toria delle gocce di inchiostro. (fi gu-ra 28). Accade di frequente che in produzione si verifi chino sovrappo-sizioni di pezzi che, avanzando, pos-sono danneggiare il piano di stampa. Per questa ragione diversi costrut-tori includono degli specifi ci sistemi di protezione. Con la medesima fi nali-tà, Colora Hd è dotata di un sistema di individuazione di piastrelle sovrap-poste che può determinare il solle-
Fig. 24Fig. 24
Fig. 25Fig. 25
Fig. 26Fig. 26
Fig. 27Fig. 27
Fig. 28Fig. 28
www. intesa.sacmi.it
www.sacmi.com

vamento temporaneo del gruppo di stampa in caso di necessità senza interrompere la produzione.
Un corretto avviamento parte da una corretta collocazione in linea del-la decoratrice digitale. In.Te.Sa. è in grado di assistere il cliente in tutte le fasi di inserimento di Colora Hd nel processo produttivo.
Rispondere alle esigenze del merca-to signifi ca anche decorare supporti di grande formato. Per questa ragio-ne, Colora Hd è disponibile anche con fronte di stampa 900, 1400 e 1700 (fi gura 29).La gestione della produzione passa anche attraverso l’utilizzo di sistemi
di colour management che supporta-no il cliente in tutte le fasi del ciclo produttivo, a partire dalla ideazione fi no al controllo della qualità. In que-
sto ambito In.Te.Sa. propone il pro-prio sistema chiamato CRONO. A questo proposito si rimanda all'ar-ticolo pubblicato a pagina 4.
Fig. 29

56 . I quaderni di Acimac - Edizione 2011
Vantaggi della stampa digitale nel processo di
decorazione ceramica fi che utilizzate in precedenza, sosti-tuite da 3/4 o 5 colori base. Per non parlare dei retini, rulli o di tutti i tra-sduttori, normalmente utilizzati per il trasferimento delle immagini nella tecnologia tradizionale, portando ad un benefi cio, non solo logistico, ma anche economico, data l’assenza di usura di questi ultimi o lo spreco e l’obsolescenza delle paste serigrafi -che utilizzate in passato.Rapidità di cambio prodotto: infatti, con questi sistemi di stampa si è in grado di cambiare tipologia di prodot-to in meno di due minuti, naturalmen-te a patto che non si debbano modifi -care altre applicazioni sulla linea. Ne consegue una riduzione dei lotti mi-nimi da realizzare, senza sostenere maggiorazioni dei costi di produzione. Ottenendo così il massimo della fl es-sibilità dall’impianto produttivo.Maggiore produttività dovuta alle caratteristiche intrinseche della tec-nologia di stampa, quali rapidità, ri-producibilità, stabilità. La percentua-le di prima scelta raggiungibile con questa tecnologia è estremamente elevata. Naturalmente la scelta del sistema di stampa deve considerare la velocità sostenuta sulla linea di de-corazione, per non perdere produtti-vità.Costi di esercizio contenuti: l’utiliz-zo del sistema di stampa, secondo le specifi che del costruttore, consente di mantenere la massima effi cienza produttiva ed un costo di manuten-zione contenuto. In particolare, la temperatura del pezzo da stampare deve rientrare nel range previsto. In questo modo si possono evitare un
L’introduzione della stampa digitale nella decorazione ceramica ha por-tato diversi benefi ci. Se in un primo momento sono stati apprezzati i ri-sultati estetici ottenuti, ora il vero punto di forza rappresentato da que-sta innovazione tecnologica è il con-tenimento dei costi, raggiunto grazie al controllo della produzione e alla fl essibilità. Ma quali sono i vantaggi della stam-pa digitale, rispetto alla decorazione tradizionale?Stampa senza contatto: questa ca-ratteristica consente infatti di poter stampare su superfi ci strutturate, e su precedenti applicazioni, senza tenere in considerazione la tipologia delle stesse e/o l’umidità della super-fi cie da decorare. Qualità digitale delle immagini: grazie all’introduzione di sistemi di stampa sempre più performanti e nuovi inchiostri, in grado di ampliare lo spazio colore disponibile, la ripro-duzione di soggetti, quali pietre na-turali, legni o altro è divenuta sempre più realistica. Sviluppo grafi co: possibilità di cre-are un notevole numero di immagini per singolo progetto, unicità dei pro-dotti, caratteristica impossibile da raggiungere con la tecnologia tradi-zionale. Rapidità dello sviluppo e riproduci-bilità dei prodotti realizzati, impen-sabile sino all’introduzione di questa tecnologia.Stabilità del tono che comporta la riduzione delle giacenze a magazzino.Semplifi cazione della logistica sia degli smalti sia delle paste serigra-
numero eccessivo di fermate per ri-pristinare il sistema. Inoltre, la for-mazione di condensa nella parte in-feriore del piezoelettrico, dovuta al differenziale di temperatura esisten-te tra unità di stampa e piastrella, può con il trascorrere del tempo dan-neggiare gli ugelli del piezoelettrico. Anche l’igroscopicità degli inchiostri deve essere considerata, visto che la tendenza degli inchiostri ad inglobare acqua può causare seri problemi, di conseguenza temperatura e vapore devono rientrare nei valori specifi cati dal costruttore. Consumo di inchiostro contenuto: con l’ausilio dei corretti sistemi di gestione del colore si possono ot-timizzare i consumi per realizzare i più svariati prodotti utilizzando pochi grammi di inchiostro al mq.
Kerajet, da oltre dieci anni si occupa dell’inserimento della decorazione di-gitale nel processo produttivo cera-mico. Il know how trasmesso ai propri clienti nasce dalla ricerca costante in tutte le componenti coinvolte nel processo di stampa digitale, sistemi di stampa, inchiostri, software per la gestione del colore assistenza tecni-ca e grafi ca. L’esperienza e la competenza matu-rate consentono all’azienda di svilup-pare soluzioni proprie e o integrate all’insegna della massima libertà e personalizzazione, fornendo soluzio-ni fl essibili che rispondono alle reali esigenze produttive. Le 270 instal-lazioni digitali all’attivo, sono la dimo-strazione dell’effi cacia delle soluzioni proposte.
di Alberto Ghisellini
LA GESTIONE DEL COLORE
La gestione del colore è un aspetto di primaria importanza per la stampa. A differenza però del tradizionale siste-ma di stampa su carta, la decorazio-ne ceramica prevede una fase di cot-tura che può modifi care il rendimento cromatico degli inchiostri pigmentati.Di conseguenza, lo spazio colore di-sponibile per riprodurre un’immagine risulta molto limitato.
In fi gura 1 sono rappresentati due “GAMUT”. S RGB è lo spazio colore più ampio, normalmente utilizzato nelle arti grafi che, mentre quello no-tevolmente più ristretto è un gamut di un profi lo ceramico in tricromia.
In fi gura 2 il gamut di un profi lo cera-mico in multicolor (C Br P Y Bg) risul-ta molto limitato, se paragonato allo
spazio colore Adobe RGB.
In fi gura 3 paragonando lo spazio co-lore CMYK disponibile nella stampa su carta con una tricromia in ambito ceramico, risultano palesi i limiti di riproducibilità di taluni colori. Inoltre, come se non bastasse, nel ciclo produttivo ceramico entrano in gioco numerose variabili che ostaco-
Fig. 1

I quaderni di Acimac - Edizione 2011 . 57
lano la riproducibilità fotografi ca.Tali variabili sono riconducibili alla diffi coltà in ceramica di mantenere costanti alcuni fattori, come la com-posizione del supporto, la formulazio-ne e la quantità di smalto, il ciclo di cottura.
SUBSTRATO
Tutti i materiali contenuti nel sup-porto sono diffi cili da controllare per natura, caratteristiche e quantità e, anche operando un severo controllo, risulta diffi cile avere una costanza dello stesso a distanza di tempo, pregiudicando la riproducibilità dei prodotti (Fig.4) .
APPLICAZIONI PRE-STAMPA
Anche in questo caso, è diffi cile mantenere una costanza nella loro formulazione, spesso sia per ragioni tecniche che commerciali cambiano le componenti, e una variazione di queste applicazioni infl uisce notevol-mente sul risultato fi nale di stampa (Fig. 5).
CICLO DI COTTURA
Questa fase ha una notevole impor-tanza per lo sviluppo cromatico degli inchiostri utilizzati nella decorazione digitale e variazioni anche minime di temperatura o tempi di cottura ge-nerano notevoli variazioni tonali (fi g. 6). A queste variabili vanno a sommarsi, qualora vengano modifi cate, confi gu-razione e sequenze colori, fornitore di inchiostri, velocità della linea di smaltatura, parametri di stampa. Per riuscire ad intervenire effi ca-cemente su tutte queste variabili è necessario identifi care corretta-mente la situazione in cui si opera, associando ad un dato momento, un preciso profi lo.
Il profi lo ceramico è quindi una foto-grafi a di un data situazione, che tiene in considerazione tutte le variabili ci-tate in precedenza (Fig. 7).
Il profi lo viene generato stampando una chart (composta dai colori base e dalle loro combinazioni) che rispet-
ta sequenza colori, velocità del na-stro e gli altri parametri di stampa. Tale stampa deve essere effettuata utilizzando supporto, smalto, engob-bio effettivamente utilizzati in quel dato momento e applicando il reale ciclo di cottura.Le patch che compongono la chart vengono successivamente misurate attraverso l’utilizzo di uno spettrofo-tometro, e i dati colorimetrici rileva-ti, sono elaborati da un software che consente di generare un profi lo ICC. Il profi lo ICC del fi le RGB (Es: File di una pietra da riprodurre) e il profi lo generato vengono elaborati da un’ul-teriore software “convertitore” il quale fornisce anche una preview del risultato ottenibile. A questo punto il grafi co può inter-venire apportando, se necessario, le modifi che attraverso Photoshop per cercare il risultato voluto. Evitando così numerose e dispendio-se prove .
WORKFLOW
L’utilizzo del corretto fl usso di lavoro
(Fig. 8), degli strumenti e dei softwa-re dedicati alla gestione del colore, unitamente a stampanti performanti e affi dabili consentono a Kerajet di garantire qualità di stampa e ripro-ducibilità, ma anche:
• Linearizzare i diversi formati,• Linearizzare i diversi prodotti
(bicottura, monocottura, gres porcellanato),
• Linearizzare le diverse tipologie di stampanti,
• Sostituire il fornitore inchiostri,• Incrementare i moduli colore• Limitare il consumo degli inchio-
stri per l’interpretazione della medesima grafi ca.
Fig. 2
Fig. 3
Fig. 4
Fig. 5
Fig. 6
Fig. 7
Fig. 8

58 . I quaderni di Acimac - Edizione 2011
www.kerajet.it
• la riduzione consumi inchiostri,• la riproducibilità dei prodotti,• la garanzia di un corretto utilizzo
del proprio sistema di stampa, senza approssimazioni, grazie ad una tecnologia di gestione colore professionale,
• il controllo e la gestione della pro-duzione.
Solo in questo modo è possibile sfrut-tare al massimo le caratteristiche di velocità, produttività e versatilità ti-piche di un sistema digitale e quindi dei sistemi Kerajet. Il sistema è appli-cabile a tutti gli inchiostri, supporti, smalti ecc.
LE PROPOSTE KERAJET PER LA GESTIONE DEL COLORE
Con i sistemi di gestione colore di Kerajet-ColorStore è possibile ri-durre drasticamente i tempi, le ri-sorse e i materiali fi nora usati per le prove. Bastano poche azioni ed è possibile mandare un set di immagini grafi che in produzione. Questo grazie soprattutto all’affi -dabile sistema di prova colore: quel-lo che viene visualizzato a monitor o stampato su carta, è molto simile al risultato fi nale dopo la cottura. Basta quindi affi darsi alla prova co-lore per eventuali correzioni sulla grafi ca, senza dovere ogni volta de-
corare e cuocere.
I sistemi di gestione colore di Kera-jet-ColorStore permettono:
• di sfruttare al massimo le proprie-tà cromatiche degli inchiostri,
• un sensibile aumento della qualità,• un totale controllo dei colori,• un aumento della produttività,• un’elevata rapidità esecutiva e
versatilità (print on demand),• una notevole riduzione tempi di la-
vorazione e dei materiali di scarto,• la riduzione delle prove di stampa
e delle relative cotture,
KERAPROFILER E KERACONVERTER
correzioni/aggiustamenti cromatici direttamente sul fi le grafi co sepa-rato, con l’ausilio della simulazione post cottura,
• sensibile riduzione di materiali e tempo necessari durante le prove intermedie.
I principali vantaggi KERAconverter,invece, sono sintetizzabili in:
• possibilità di riconversione di pre-cedenti produzioni, eseguite anche con sistemi tradizionali, in produ-zioni con sistemi digitali (previo verifi ca fi le grafi ci originali),
• impiego di un motore di conversio-ne ed intenti di rendering proprie-tari, specifi ci per sistemi inkjet ceramici.
Gestione profi li
Con KERAprofi ler è possibile genera-re profi li colore basati su standard ICC, per diverse tipologie di stampa:
• Tricromia• Quadricromia• Multicolor (con e senza nero come
colore base, e solo per il modulo Multicolor RIP Tiffout).
KERAprofi ler e KERAconverter sono software per la creazione di profi li colore specifi ci per sistemi di stam-pa inkjet ceramici, e per la relativa conversione e separazione delle gra-
fi che uti-lizzate nel s e t t o r e ceramico.K E R A -p r o f i l e r e KERA-converter offrono la possibilità ad aziende c e r a m i -che, stu-di grafi ci ceramic i e colorifi ci di crea-re profi li colore in
modo completamente indipendente e in totale autonomia.
I softwa-re sono sviluppati sulla base di librerie
colore create esclusivamente con
inchiostri ceramici per macchine di stampa Kerajet utilizzando un esclu-sivo motore di conversione. Ciò permette di fornire la massima qualità in termini colorimetrici, du-rante la separazione delle grafi che destinata alla stampa su ceramica.I profi li colore sono basati su stan-dard ICC per poter sfruttare al me-glio i vantaggi offerti da questo stan-dard, come: la fedele simulazione sia su monitor che su carta, il risultato fi nale post cottura, la possibilità di effettuare ulteriori correzioni cro-matiche sulle grafi che già separate, la sensibile riduzione delle prove di stampa, ecc.I principali vantaggi di KERAprofi ler sono:
• creazione profi li colore in modo indipendente ed autonomo,
• massima resa cromatica degli inchiostri utilizzati,
• migliore separazione cromatica delle grafi che,
• profi li colore di elevata qualità,• possibilità di simulare fedelmente a
monitor (soft-proofi ng) e su carta (hard-proofi ng) il risultato fi nale post cottura,
• possibilità di effettuare ulteriori
Fig. 9
Fig. 10

I quaderni di Acimac - Edizione 2011 . 59
KERAprofi ler permette anche di ge-nerare profi li colore prevalentemen-te di quadricromia, partendo da dati spettrali ricavati da software terze parti; oppure da profi li colore ICC ge-nerati con altri software.In quest’ultimo caso KERAprofi ler non effettua un’azione di editing del profi lo già esistente, ma si limita a estrapolare solo ed esclusivamente i dati spettrali presenti all’interno del profi lo ICC, per poi generarlo secondo i propri algoritmi di calcolo (Fig. 9 e 10).
Testchart e lettura testchart
KERAprofi ler utilizza principalmente testchart proprietarie per la lettura dei dati spettrali.Queste testchart, sono state svi-luppate principalmente per sistemi di lettura X-RIte EyeOne iO® e sono disponibili sia per la lettura a singola patch, sia per la lettura in modalità strip. Quest’ultima modalità rappre-senta un’importante innovazione, in quanto permette la lettura di una te-stchart in meno di 3 minuti. Va ricordato che questa funzione è disponibile solo per testchart Color-Store dedicate, incluse nel software (Fig. 11).
Librerie colore
KERAprofi ler prevede l’utilizzo di di-verse librerie colore a seconda del tipo di grafi ca da riprodurre e dal co-lore e tipo di smalto di base. Come noto infatti, una delle caratteristiche principali nella stampa ceramica, è quello di utilizzare smalti base di di-verso colore e intensità, a seconda del tipo di prodotto da realizzare.Ciò crea seri problemi di qualità cro-matica, in fase di conversione del-le grafi che quanto più il colore dello smalto di fondo si discosta da un te-orico “bianco carta”.KERAprofi ler, grazie ad alcuni settag-gi specifi ci, personalizzabili durante la generazione del profi lo, tiene conto di tutti i fattori che potrebbero in-fl uenzare la qualità fi nale del risultato al fi ne di garantire la massima fedeltà cromatica, in funzione degli inchiostri e dello smalto di base utilizzato (Fig. 12).
Fig. 11
Generazione canale del nero (K)
Come tutti i software di generazio-ne dei profi li colore di quadricromia, anche KERAprofi ler ha le funzioni e i parametri necessari per la genera-zione del canale del nero (K). Sono disponibili quindi i comandi classici quali: K-Max, K-Min, TAC, GCR, ecc. per poter gestire l’inchiostro nero (Fig. 13).
Gestione conversioni
Con KERAconverter, è possibile gestire al meglio tutti i parametri necessari per eseguire una con-versione di colore, da uno spazio di origine RGB o CMYK ad uno spazio di uscita CMY o CMYK. Tra questi:• Nome confi gurazione• Percorso cartella salvataggio
grafi che convertite• Defi nizione spazi di origine RGB
e CMYK• Mantenimento eventuali profi li
incorporati• Defi nizione spazio di uscita• Compensazione punto nero• Incorpora profi lo• Intento di rendering.
I fi le grafi ci convertiti vengono au-tomaticamente salvati all’interno di una cartella defi nita dall’utente.È possibile creare un infi nito nume-ro di confi gurazioni di conversione e disporre di 8 slot di conversione nella fi nestra principale.
Riconversioni prodotti
Una delle importanti funzioni di KE-RAconverter è quella di poter ri-convertire o adattare prodotti già eseguiti con altre tecnologie inkjet. Ciò è molto utile quando si cambia fornitore di inchiostri o a fronte di un cambio di tecnologia di teste di stampa, (come ad esempio da bina-ria a gray scale), oppure quando c’è la necessità di ripetere un prodot-to realizzato in precedenza con una macchina completamente diversa da quella che si vuole utilizzare per la nuova produzione.Questa funzione è subordinata ad alcuni vincoli che vanno tenuti in con-siderazione: modello colore, grafi -
Fig. 12
Fig. 13
Fig. 14

60 . I quaderni di Acimac - Edizione 2011
che originali, differenza tra inchiostri vecchi e nuovi, dif-f e r e n z e tra mac-c h i n a v e c c h i a e nuova (Fig. 14 e 15).
RIP Tiffout
Rip Tiffout è un rip postscript stu-diato da ColorStore esclusivamente per il settore della stampa inkjet ce-ramica che permette di generare fi le retinati a 1 Bit da utilizzare esclu-sivamente con stampanti plotter Kerajet. Grazie a retini proprietari, per una corretta defi nizione di stam-pa, Rip Tiffout converte i fi le grafi ci a tono continuo, in fi le retinati ad 1 Bit per le diverse soluzioni di stampa Kerajet. Rip Tiffout è un rip di tipo modulare, ovvero offre la possibilità di avere più moduli da integrare alla versione base, a seconda delle specifi che esi-genze di ciascuna azienda.Alcuni di questi moduli sono soluzioni
innovati-ve per il s e t t o r e ceramico, come ad e s emp i o il modulo Mu lt ico -lor, o il m o d u l o Tone Tuner (Fig. 16).
Multicolor
Il modulo Multicolor del rip rappre-senta un’importante innovazione nel settore della stampa inkjet ceramica per quel che riguarda la stampa mul-ticolor.Il vantaggio principale di questo mo-dulo è quello di poter gestire una mul-ticromia in macchina, mantenendo i fi le grafi ci in modalità CMY o CMYK: non utilizza infatti una modalità di tipo Spot Color o Multicanale, in quanto in queste modalità la gestio-
www.kerajet.it
Fig. 15
Fig. 16
ne colore diventa un elemento deci-samente problematico.Il modulo Multicolor sfrutta la stessa tecnologia dei driver di stampa delle comuni stampanti inkjet per carta o plotter. Esse infatti dispongono da 5 a 12 cartucce di colore, ma i fi le grafi ci vengono mantenuti in RGB o in CMYK: questo grazie al driver di stampa che si occupa della separa-zione dei diversi colori. Questo è un aspetto fondamentale in un fl usso di lavoro per sistemi di stampa inkjet ceramici: mantenendo i fi le grafi ci in CMY o CMYK, non si perdono tutti i benefi ci ed i vantaggi di un sistema di gestione colore basato sui profi li ICC.Inoltre, il fatto di stampare ad esem-pio con 6 inchiostri, non comporta nessuna modifi ca da parte dell’opera-tore, sia nella generazione dei profi li, sia nella gestione delle grafi che.L’unica differenza per l’operatore grafi co, è quella di disporre di uno spazio colore decisamente più ampio, con più ampi margini d’intervento in fase di correzione cromatica dei fi le grafi ci convertiti e una maggiore li-bertà espressiva.
Linearizzazione
Il modulo di linearizzazione è presente all’interno di alcuni driver di stampa per stampanti Kerajet. È un tool per la calibrazione della stampante o dei plotter ceramici ed è fondamentale per l’ottimizzazione della stampante stessa e del fl usso di lavoro, in quan-to è possibile, attraverso questo strumento, riportare la stampante ad una condizione nota e ripetibile. Un aspetto non trascurabile, per il mantenimento della stabilità del pro-cesso, riconversione e Remote Pro-ofi ng.
Remote Proofi ng
La funzione Remote Proofi ng, che fa sempre parte del modulo di lineariz-zazione, viene utilizzata per unifor-mare due o più stampanti tra di loro; ad esempio per far sì che due o più stampanti, possibilmente con le me-desime caratteristiche, forniscano lo stesso risultato cromatico in fase di stampa o per uniformare due produ-zioni della stessa stampante.
Cost Manager
Cost Manager è un modulo che per-mette di calcolare prima della stam-pa il consumo di inchiostro e il costo al m/q relativo a qualsiasi progetto. Il modulo Cost Manager tiene con-to di tutti quei parametri impostati dall’utente, necessari per il calcolo (numero dei colori, risoluzione, costo del colore al Kg, ecc.).
Tone Tuner
Principalmente pensato per la produ-zione, Tone Tuner permette di ovviare in tempi brevi alle variazioni di tono che possono manifestarsi durante una produzione. Basta infatti sta-bilire un valore di correzione, e il rip genera 11 versioni differenti in ter-mini di tono della grafi ca che si sta producendo.La modifi ca di tono, che corrisponde al riferimento, viene applicata a se-conda delle esigenze ad una singola faccia o a tutte le facce del progetto. Questo modulo è molto utile anche per gli operatori grafi ci, nella fase di prove intermedie per indirizzare ve-locemente alla centratura cromatica di un determinato campione di riferi-mento oppure per avere un riscontro immediato in un processo di varianta-tura tonale.
KERAverifi er
Il modulo è uno strumento prezioso per la verifi ca della stabilità del pro-cesso produttivo (cottura, smalto, ecc.). La procedura è breve: la let-tura di due piccole strip di controllo, per verifi care eventuali variazioni nel fl usso produttivo. Il modulo KERAve-rifi er fornisce tutti i dati colorimetri-ci necessari e i relativi scostamenti cromatici. in questo caso si può in-dividuare facilmente cosa è cambiato da una stampa a un’altra, o da unaproduzione a un’altra.
KERAproofer
KERAproofer permette di eseguire, attraverso l’uso di un comune plot-ter o di una stampante inkjet tra-dizionale, una stampa su carta del fi le grafi co destinato alla stampante

I quaderni di Acimac - Edizione 2011 . 61
inkjet ceramica. Il tutto simulando con estrema accuratezza il risultato fi nale della cottura e il colore esatto dello smalto di base.Questo modulo rappresenta uno strumento fondamentale per gli ope-ratori grafi ci, in quanto permette di risparmiare il tempo dedicato alle prove di stampa intermedie e alle re-
lative cotture.Non sempre, infatti, vi è la disponibi-lità della stampante inkjet ceramica, dei supporti smaltati o del forno per la cottura. Solo quando la stampa su carta si-mula correttamente il risultato de-siderato, si può eseguire la stampa inkjet direttamente su supporto ce-
ramico.Il modulo KERAproofer è disponibile per i diversi formati di stampante o plotter, a partire dal formato 17”, in-dipendentemente dal tipo di marca. Inoltre, è disponibile anche in moda-lità Stand Alone, solo per la prova colore su carta, per aziende che non utilizzano stampanti Kerajet.
SISTEMI DI STAMPA KERAJET
• K700X: stampante industriale “single step” per la decorazione di pavimenti e rivestimenti cera-mici.
• K700S-K1000S: stampante indu-striale “single step” per la deco-razione di pavimenti e rivestimenti ceramici.
• Pk200: plotter “multi pass” per la decorazione di fondi, pezzi spe-ciali e la generazione di prototipi.
• KF 1200 S: stampante industria-le single step e multi pass per grandi formati.
• SIDE PRINT: stampante in-dustriale “single step” per la decorazione, in verticale di pezzi speciali.
• TEST JET: strumento da labora-torio per controllare l’operatività degli inchiostri.
La principale differenza tra i sistemi di stampa “single pass” presentati risiede nell’utilizzo di unità di stampa differenti: XAAR 1001 e SEIKO GS II.Tale differenza deve essere tenuta in considerazione, per operare la scelta del sistema di stampa più congeniale alle esigenze produttive dell’acqui-rente.Se da un lato alcune caratteristiche sono similari - ingombri, software utilizzati, opportunità di interpretare una grafi ca sia in modalità binaria o gray scale, qualità di stampa, inter-
faccia utente, stampa in doppia fi la e funzionalità generiche -, dall’al-tro le prestazioni nella decorazione di molti prodotti sono differenti: in particolare ove sia richiesta una capacità di deposizione d’inchiostro elevata o per velocità sostenuta sulla linea di smaltatura, o per la ne-cessità di interpretare un prodotto particolarmente intenso.Ne consegue che il sistema di stam-pa più performante, non solo risulta una scelta particolarmente indicata nella produzione di piccoli formati, ma offre un grado di libertà e op-portunità maggiori anche nella de-corazione di grandi formati (Fig. 17 e 18).
Fig. 17
Fig. 18

62 . I quaderni di Acimac - Edizione 2011
La stampante K700X è il sistema di stampa indicato per le installazioni ove la velocità di decorazione sulla linea di smaltatura sia moderata e non sia ri-chiesto un elevato scarico colore.
Caratteristiche Tecniche: Tecnologia di stampa: DOD (drop on demand)Volume di goccia variabile: Da 6 a 42 pl utilizzabile in modalità binaria (scegliendo un dato volume di goccia per interpretare una grafi ca) o a 4 livelli di grigio in funzione dell’intensi-tà del fi le sorgenteFronte di stampa variabile: Da 282 mm fronte di stampa minimo costituito da 4 US per modulo colore, a 705 mm fronte di stampa massimo costi-tuito da n. 10 US per modulo coloreConfi gurazioni possibili: Da 3 a 6
moduli colore indipendenti con relati-vi circuiti di alimentazione e ricircolo che permettono l’utilizzo di 6 colori diversiGestione grafi ca: Tricromia, qua-dricromia, multicolore in funzione dei moduli colore installati a bordo macchinaLunghezza massima di stampa: 54.000 mm corrispondente alla capacità di memoria grafi caDefi nizione di stampa trasversale: 360 dpi per ogni modulo coloreDefi nizione di stampa longitudinale: variabile in funzione della velocità di ingresso del pezzo• 864 dpi - 10 m/min in modalità
binaria 42 pl o GS 4 (scarico mas-simo)
• 360 dpi - 24 m/min in modalità binaria 42 pl o GS 4
(scarico massimo)Spessore massimo del pezzo da stampare: 40 mmTempo di caricamento immagini: inferiore ai 2 min per un fi le di 10 m di lunghezza, da intenderesi come tempo di cambio prodotto qualora non cambiassero le applicazioni sulla linea di smaltaturaPulizia e recupero inchiostri: • Sistema automatico di pulizia
standby delle unità di stampa con mantenimento in ricircolo degli inchiostri
• Sistema automatico di pulizia on-run delle unità di stampa inferiore ai 20 secondi
Inchiostri utilizzati: Inchiostri pigmentati e sali solubili di diversi fornitori preventivamente omologatiDimensioni: 1.700X1.470X3.700 mm
Le stampanti K700S e K1000S (uni-tà di stampa SEIKO GS) permettono produzioni ad elevata velocità e con-sentono uno scarico colore tale da realizzare prodotti particolarmente intensi.
Caratteristiche Tecniche:Tecnologia di stampa: DOD (drop on demand)Volume di goccia variabile: Da 15 a 105 pl utilizzabile in modalità binaria (scegliendo un dato volume di goccia per interpretare una grafi ca) o a 4
livelli di grigio in funzione dell’intensi-tà del fi le sorgenteFronte di stampa variabile: Da 287 mm fronte di stampa minimo costituito da n ° 8 US per modulo colore, a 1077 mm ”K1000” fronte di stampa massimo costituito da n ° 30 US per modulo coloreConfi gurazioni possibili: Da 3 a 5 moduli colore indipendenti con relati-vi circuiti di alimentazione e ricircolo che permettono l’utilizzo di 5 colori diversiGestione grafi ca: Tricromia, qua-
dricromia, multicolore in funzione dei moduli colore installati a bordo macchinaLunghezza max di stampa: 54.000 mm corrispondente alla capacità di memoria grafi caDefi nizione di stampa trasversale: 360 dpi per ogni modulo coloreDefi nizione di stampa longitudinale: variabile in funzione della velocità di ingresso del pezzo• 1016 dpi - 24 m/min in modalità
binaria 30 pl o GS 3• 762dpi - 31 m/min in modalità
STAMPANTE K700X
www.kerajet.it
STAMPANTI K700S - K1000S
Fig. 19

I quaderni di Acimac - Edizione 2011 . 63
binaria 30 pl o GS 3• 554 dpi - 43 m/min in modalità
binaria 30 pl o GS 3 • 469 dpi - 50 m/min in modalità
binaria 30 pl o GS 3Velocità max di stampa: 70 m/minSpessore massimo del pezzo da stampare: 40 mmTempo di caricamento immagini: in-feriore ai 2 min per un fi le di 10 m di
lunghezza, da intenderesi come tem-po di cambio prodotto qualora non cambiassero le applicazioni sulla linea di smaltaturaPulizia e recupero inchiostri: • Sistema automatico di pulizia
standby delle unità di stampa con mantenimento in ricircolo degli inchiostri
• Sistema automatico di pulizia on-
run delle unità di stampa inferiore ai 15 secondi
Inchiostri utilizzati: Inchiostri pig-mentati e sali solubili di diversi forni-tori preventivamente omologatiDimensioni:• 1.700x1.470x3.700 mm versione
K700S• 2.100x1.470x3.700 mm versione
K1000S
Fig. 20 Fig. 21
Fig. 22 Fig. 23 - Pk200S, unità di stampa Seiko GS II Fig. 24 - Plotter PK 200S
PLOTTER PK200S
Il plotter Pk200S è la soluzione ideale per la produzione di pezzi speciali e decori; inoltre è in grado di simulare fedelmente le condizioni di lavoro delle stampanti “single step”, dimostran-dosi uno strumento importante nella fase di ricerca e sviluppo dei prodotti di qualsiasi genere.
CARATTERISTICHE TECNICHE
Volume di goccia variabile: Da 15 a 105 pl utilizzabile in modalità binaria (scegliendo un dato volume di goccia per interpretare una grafi ca) o a 4
livelli di grigio in funzione dell’intensi-tà del fi le sorgenteFormato massimo stampabile: 800x 1980 mm versione standard; perso-nalizzabile con piano di stampa fi no a 1200x3600 mmConfi gurabilità: 6 unità di stampa, con relativi circuiti di alimentazione e ricircolo che permettono l’utilizzo di 6 colori diversi Gestione grafi ca: Tricromia, quadri-cromia, multicolore in funzione del numero di colori installati a bordo macchina Produttività: Variabile in funzione
qualità di stampa desiderata; es: 360dpix508 dpi qualità standard, 25 mq/hTempo di caricamento immagini: 1 min per un fi le di 1980x800 mm Pulizia e recupero inchiostri: Siste-ma automatico di pulizia standby delle unità di stampa con manteni-mento in ricircolo degli inchiostri Spessore massimo del pezzo da stampare: 150 mm Inchiostri utilizzati: Inchiostri pigmentati e sali solubili di diversi fornitori preventivamente omologati. Dimensioni: 3.200x1.800x1.200 mm.

64 . I quaderni di Acimac - Edizione 2011
www.kerajet.it
COMPARAZIONI PRODUTTIVE
Di seguito, sono riportati esempi puramente indicativi dei diversi pro-
dotti ottenibili con i diversi sistemi di stampa a varie velocità di linea, e il
relativo scarico colore richiesto per la loro realizzazione.
SISTEMI DI STAMPA UTILIZZATI
Stampante K700X K700S - 1000S
Risoluzione 360 dpi 360 dpi
Unità di stampa Xaar 1001 Seiko GS
Confi gurazione 4 moduli colore 4 moduli colore
Fig. 25 - Esempi di prodotti ottenibili con una velocità di 20 metri al minuto sulla linea di
smaltatura
Fig. 26 - Esempi di prodotti ottenibili con una velocità di 24 metri al minuto sulla linea di
smaltatura
NOTE
Fig. 27 - Esempi di prodotti ottenibili con una velocità di 32 metri al minuto sulla linea di
smaltatura
Fig. 28 - Esempi di prodotti ottenibili con una velocità di 40 metri al minuto sulla linea di
smaltatura

I quaderni di Acimac - Edizione 2011 . 65

66 . I quaderni di Acimac - Edizione 2011
Soluzioni innovative nelle macchine da stampa inkjet
di eccellenza tecnologica mondiale: la scelta è caduta su di essa in primo luogo per il sistema di ricircolo del colore di cui ha esclusiva dotazione, in seconda battuta perché dispone della migliore risoluzione grafi ca per veicoli destinati alla decorazione ceramica (360dpi).Il suo impiego, abbinato ad un sistema di alimentazione proprietario e brevettato che permette di sfruttare la suddetta prerogativa per il ricircolo degli inchiostri, elimina tutte le problematiche che gravano sul funzionamento degli ugelli e i conseguenti difetti sulle superfi ci decorate: in tal modo vengono infatti eliminate sia le impurità (particelle non fi ltrate) che i vuoti di alimentazione (bolle d’aria), assicurando un processo di alimentazione dinamica ed un fl usso illimitato di colore, utile soprattutto
Projecta Engineering ha sviluppato un’intera gamma di prodotti destinati alla decorazione digitale, con l’obiettivo di esplorare tutti i nuovi orizzonti creativi che tale tecnologia ha aperto nell’ambito dello sviluppo estetico dei prodotti. A tal scopo, ad eccezione della testa di stampa digitale, tutte le componenti meccaniche, elettriche ed elettroniche sono state progettate, realizzate e sviluppate internamente. Questa è la migliore opzione per avere il controllo totale sul processo di stampa e sulla gestione degli inchiostri e fornisce la chiave tecnologica per sviluppare sistemi in grado di operare su qualsiasi tipo di prodotto ceramico, di struttura e di formato.
Il cuore del sistema è la testa digitale di stampa Xaar 1001 a 2 vie, prodotto
nel caso in cui la testa di stampa sia sottoposta a “stress di continuità operativa”, ad esempio la stampa di campi pieni.
Anche il software di gestione del modulo di comando della stessa testa digitale è proprietario: ciò consente di specializzarne ed ottimizzarne le performance in ambito ceramico. La macchina è in grado di lavorare con gocce a volume variabile (modalità “scala di grigio”), secondo 8 livelli dosati fra 6 a 42 picolitri: il sistema a scala di grigi consente il massimo livello di defi nizione grafi ca. Le macchine di Projecta Engineering sono realizzate per consentire operatività fi no a 6 colori (fa eccezione il plotter Digiplot, disponibile fi no a 8 colori), ma il software è già comunque predisposto per una gestione fi no a 12 colori.
di Francesco Casoni
LA GAMMA DI STAMPANTI
La proposta Projecta Engineering rende disponibile un sistema integrato ed aperto: integrato in quanto si sviluppa secondo una gamma ampia e articolata in riferimento sia alle dimensioni (formati decorabili fi no a 1120 mm di larghezza) che alle soluzioni (dal plotter Digiplot, alla macchina per pezzi speciali Compact e Compact Moving studiata e brevettata per pezzi a geometria e strutturazione complessa, al sistema di controllo Ink Tester); aperto, in relazione agli inchiostri, in quanto un processo di validazione in continua evoluzione rende la macchina compatibile con tutti i prodotti dei migliori colorifi ci presenti sul mercato; aperto, inoltre, in relazione al potenziale creativo offerto a supporto degli studi di progettazione grafi ca, molti dei quali hanno ritenuto di doversi dotare del sistema di sviluppo Digiplot.
Keramagic 700 e Keramagic Maxi si differenziano unicamente in relazione al fronte di stampa massimo; Keramagic Compact offre le stesse
Tipologia macchine Fronte di stampa massimo (mm)
Keramagic 700 700
Keramagic Maxi 1260
Keramagic Compact 350
Keramagic Moving 350
Digiplot 1400 x 700
Ink-Tester 70
prestazioni, ma con ingombri decisamente ridotti a fronte del minor fronte di stampa; Keramagic Moving è stata sviluppata per decorare qualsiasi tipo di superfi cie concava o convessa, grazie alla possibilità di inclinare le teste di stampa; Digiplot è un plotter da laboratorio in grado di riprodurre con fedeltà le stesse opzioni di stampa di Keramagic, in modalità di stampa single-pass; Ink-Tester è un sistema affi dabile e semplice per testare i colori.Keramagic adotta anche altre innovative soluzioni, software ed hardware, che permettono di velocizzare e semplifi care le operazioni di manutenzione, di ridurre drasticamente l’effetto “riga
di sovrapposizione” e migliorare l’uniformità dei toni, di ovviare all’effetto “riga bianca” dovuto all’eventuale otturazione di un ugello.Keramagic è progettata in ottemperanza ai criteri GREENERGY del Gruppo SITI-BT: il sistema a “scala di grigio”, assieme alla gestione del ricircolo di alimentazione, genera notevoli risparmi di inchiostro; la macchina ha potenza installata notevolmente inferiore a quella delle dirette concorrenti e conseguenti fabbisogni energetici minori; tale caratteristica consente inoltre di equipaggiarla con un gruppo di continuità per sopperire a eventuali mancanze di corrente, soluzione inattuabile per altre macchine digitali.

I quaderni di Acimac - Edizione 2011 . 67
KERAMAGIC
diante l’uso di un sistema idraulico specifi co e l’eliminazione delle parti-celle inquinanti è affi data ad una bat-teria di fi ltri.
Le innovazioni di questa stampante digitale sono principalmente due:
• la risoluzione di stampa 360 dpi, • la possibilità di gestire la dimen-
sione della goccia in 8 livelli di grigio, permettendo di ottenere un’altissima qualità di stampa, quasi fotografi ca con sfumatura molto contrastata.
Lo standard utilizzato è la quadri-cromia (CMYK), mentre l’elettronica e il software sono stati implemen-tati per utilizzare tipologie di stam-pa fi no ad otto colori. Per utilizzare al meglio queste prestazioni è stato
Macchina da stampa digitale a get-to di inchiostro con tecnologia “drop on demand”, progettata in maniera specifi ca per la stampa su piastrelle ceramiche con l’utilizzo di inchiostri pigmentati e non, soluzioni e so-spensioni non a base acquosa.Il principio fondamentale che rende questa stampante adatta e per-formante alla stampa su piastrelle ceramiche è quello dell’inchiostro o colore mantenuto continuamente in circolazione attraverso la testa di stampa, permettendo all’inchiostro di veicolare all’esterno tutto quel-lo che potrebbe ostruire il singolo ugello (particelle inquinanti, agglo-merati e bolle d’aria), aiutando così il mantenimento della sospensione ed evitando e/o riducendo drastica-mente inutili fermi di produzione. La circolazione viene ottenuta me-
KERAMAGIC: SPECIFICHE TECNICHE
Risoluzione 360 dpi trasversale (fi sica). Longitudinale 360 dpi a 24 m/min
Velocità di stampa da 1 a 48 m/min (con risoluzione a 360 dpi e 8 livelli di grigio la velocità massima è di 24 m/min)
Tipo di stampa inkJet drop on demand in quadricromia standard o multicolore
Livelli di grigio 8 livelli
Marca e modello della testa di stampa Xaar 1001
Trasporto tappeto brushless motor con encoder ottico e riduttore a gioco zero
Controllo altezza e movimentazione testa stepper motor
Driver controllo motori digitali intelligenti programmabili
Alimentazione 400 Vac trifase 50Hz+N+T
Potenza richiesta 5 Kw a 400 Vac
Aria compressa fi ltrata min 6 bar
Larghezza tappeto 750 mm
MATERIALI
Struttura portante mista, acciaio al carbonio verniciato e acciaio inox aisi 304
Struttura piano scorrimento nastro acciaio inox aisi 304
Nastro trasporto poliuretano antiacido con struttura mista poliestere/aramide
Cassetto porta colori acciaio al carbonio e ferro verniciato RAL 7035
Piedi e struttura di sostegno acciaio inox aisi 304
Carter di protezione policarbonato e acciaio inox aisi 304
Quadri elettrici acciaio inox aisi 304 grado di protezione IP56/65
DIMENSIONI INGOMBRO (INDICATIVE)
Lunghezza mm 3600 macchina fi no a 4 colori; 4100 macchina fi no a 6 colori
Larghezza mm 1700
Altezza mm 2200
Peso kg 1300
Fig. 1 - Keramagic
Fig. 2 - Keramagic per grandi formati
Fig. 3 - Keramagic per grandi formati

68 . I quaderni di Acimac - Edizione 2011
www.siti-bt.com
KERAMAGIC COMPACT E KERAMAGIC COMPACT MOVING
Macchine da stampa digitali a getto di inchiostro con tecnologia “drop on demand”, presentano le medesime caratteristiche tecniche e proget-tuali e le prestazioni di KeraMagic. Keramagic Compact è stata pro-gettata in maniera specifi ca per la stampa su piastrelle ceramiche di piccolo formato, come battiscopa, fasce e decori. La versione speciale KeraMagic Compact Moving è stata sviluppa-ta per la stampa su pezzi speciali e superfi ci non planari: in single pass
necessario progettare e realizzare una potente elettronica a microcon-trollore, un software di controllo con interfaccia operatore ed una sempli-ce meccanica, il tutto dedicato alle altissime performance tecniche di
KeraMagic, pur tenendo in conside-razione un semplice utilizzo da parte dell’operatore.
Versioni Standard• KeraMagic KM700: fronte di
stampa da 70 a 700 mm, 10 teste di stampa per colore.• KeraMagic KM1120: fronte di
stampa da 70 a 1120 mm, 16 teste di stampa per colore.
riesce a decorare tori, torelli, matite ecc. E’ prevista la movimentazione delle teste di stampa, per adattare gli an-goli di sparo alla superfi cie del pezzo, tale da ridurre al minimo la distan-za tra la testa di stampa e il pezzo stesso.
Versioni Standard
• KeraMagic Compact KMC210/4 espandibile a KMC210/6
• KeraMagic Compact KMC280/4
KERAMAGIC COMPACT: SPECIFICHE TECNICHE
Risoluzione 360 dpi Trasversale (fi sica) - longitudinale 360 dpi a 24 m/min
Velocità di stampa da 1 a 48 m/min (con risoluzione a 360 dpi e 8 livelli di grigio; velocità massima è di 24 m/min)
Tipo di stampa inkJet drop on demand in quadricromia standard o multicolore
Livelli di grigio 8 livelli
Marca e modello della testa di stampa Xaar 1001
Trasporto tappeto brushless motor con encoder ottico e riduttore a gioco zero
Controllo altezza e movimentazione testa stepper motor
Driver controllo motori digitali intelligenti programmabili
Alimentazione 400 Vac trifase 50Hz+N+T
Potenza richiesta 5 Kw a 400 Vac
Aria compressa Filtrata min 6 bar
Larghezza tappeto 650 mm
MATERIALI
Struttura portante mista, acciaio al carbonio verniciato e acciaio inox aisi 304
Struttura piano scorrimento nastro acciaio inox aisi 304
Nastro trasporto poliuretano antiacido con struttura mista poliestere/aramide
Cassetto porta colori acciaio al carbonio e ferro verniciato RAL 7035
Piedi e struttura di sostegno acciaio inox aisi 304
Carter di protezione policarbonato e acciaio inox aisi 304
Quadri elettrici acciaio inox aisi 304 grado di protezione IP56/65
DIMENSIONI INGOMBRO (INDICATIVE)
Lunghezza mm 2600/2800
Larghezza mm 1500
Altezza mm 2200
Peso kg 1000
Foto sotto -
Keramagic Compact Moving

I quaderni di Acimac - Edizione 2011 . 69
espandibile a KMC280/6• KeraMagic Compact KMC350/4
espandibile a KMC350/6• KeraMagic Compact Moving
KMC210/4/M espandibile a KMC210/6/M
• KeraMagic Compact Moving KMC280/4/M espandibile a
KMC280/6/M• KeraMagic Compact Moving
KMC350/4/M espandibile a KMC350/6/M.
DIGIPLOT E INK TESTER
Digipolot è un plotter da laboratorio in grado di riprodurre con fedeltà le stesse opzioni di stampa di Kera-magic, in modalità di stampa single-pass. Ink Tester è un sistema specifi co per la ricerca dei parametri fi sico-chimici dei colori Inkjet.L’impiego mirato di una sola testa di stampa colloca questa macchina sul mercato a costi accettabili e presta-zioni analoghe rispetto ai macchinari destinati alla produzione industriale.
Entrambe le macchine replicano le medesime caratteristiche costrut-
tive e progettuali di Kera-magic (utilizzo di inchiostri pigmentati e non, solu-zioni e sospensioni non a base acquosa; inchiostro o colore mantenuto con-tinuamente in circolazio-ne attraverso la testa di stampa, la risoluzione di stampa a 360 dpi, possi-bilità di gestire la dimen-sione della goccia in 8 li-velli di grigio, elettronica e software implementati per utilizzare tipologie di stam-pa fi no ad otto colori).
DIGIPLOT: SPECIFICHE TECNICHE
Area di stampa 700x1400 mm
Risoluzione 360 dpi
Velocità di stampa Max 15 m/min a 360 dpi e 8 livelli di grigio
Tipo di stampa inkJet drop on demand in quadricromia standard o multicolore
Livelli di grigio 8 livelli
Marca e modello della testa di stampa Xaar 1001
Assi brushless motor con encoder ottico
Controllo altezza e movimentazione testa stepper motor
Driver controllo motori digitali intelligenti programmabili
Alimentazione 400 Vac trifase 50Hz+N+T
Potenza richiesta 3 Kw a 400 Vac
Aria compressa fi ltrata min 6 bar
MATERIALI
Struttura portante mista, acciaio al carbonio verniciato e acciaio inox aisi 304
Struttura piano Alluminio
Carter di protezione policarbonato e acciaio inox aisi 304
Quadri elettrici acciaio al carbonio verniciato grado di protezione IP56/65
DIMENSIONI INGOMBRO (INDICATIVE)
DG1400-700/4-6 colori DG1400-700/8 colori
Lunghezza mm 2410 mm 3250
Larghezza mm 2100 mm 2100
Altezza mm 1180 mm 1180
Altezza piano lavoro mm 800 mm 800
Peso kg 1000 kg 1100
Foto
- D
igip
lot

70 . I quaderni di Acimac - Edizione 2011
www.siti-bt.com
INKTESTER: SPECIFICHE TECNICHE
Area di stampa 70 mm
Risoluzione 360 dpi
Velocità di stampa Max 24 m/min a 360 dpi e 8 livelli di grigio
Tipo di stampa inkJet drop on demand singolo colore
Livelli di grigio 8 livelli
Marca e modello della testa di stampa Xaar 1001
Assi brushless motor con encoder ottico e riduttore a gioco zero
Controllo altezza e movimentazione testa 220 mm
Driver controllo motori manuale
Alimentazione 230 Vac monofase 50Hz +T
Potenza richiesta 1 Kw a 230 Vac
Aria compressa fi ltrata min 6 bar
MATERIALI
Struttura di sostegno acciaio al carbonio verniciato, RAL 7032
Quadro elettrico acciaio al carbonio verniciato grado di protezione IP56/65
DIMENSIONI INGOMBRO (INDICATIVE)
Lunghezza mm 1500
Larghezza mm 500
Altezza piano lavoro mm 1000
Peso kg 100
NOTE
Laboratorio
Projecta Engineering

I quaderni di Acimac - Edizione 2011 . 71

72 . I quaderni di Acimac - Edizione 2011
Innovazione di processo: la vera chiave del digitale
tono dalla valutazione di vantaggi e limiti di una nuova tecnologia. Analizziamoli entrambi.
Tra i vantaggi della tecnologia digi-tale fi gurano: • Elevata defi nizione di stampa• Prototipazione rapida e meno costosa• Decorazione delle strutture• Variabilità grafi ca (numero di
facce)• Flessibilità nel cambio produzione
In costante e rapida evoluzione, la tecnologia digitale rappresenta oggi la soluzione più evoluta e d’avan-guardia per la decorazione cerami-ca. Nella fase attuale, scopo di System Ceramics è comprendere gli aspet-ti su cui lavorare per ottimizzarne la produttività, con una costante ricerca sull’innovazione del proces-so che porta al cambiamento degli stessi parametri. Tutte le innovazioni di processo par-
(lotti piccoli “on demand”).Tra gli svantaggi o limiti della tec-nologia digitale si ricomprendono: • Limitazione del “gamut” cromatico• Carenza di apporto materico• Criticità nel cambio rapido degli
inchiostri• Produttività/velocità• Range di lavoro più “stretto” su
tutto il processo produttivo• Costo della macchina• Standardizzazione del prodotto
fi nito.
Vi sono diversi punti discordanti che emergono quando si compara la tec-nologia di decorazione tradizionale (Rotocolor) con la tecnologia di deco-razione digitale, che vale la pena esa-minare.
La tecnologia digitale presenta ancora problematiche di righe sul prodotto fi nito, che comportano la necessità di apportare correzioni ai software dei sistemi di visione e selezione automatica.
Normalmente, ad oggi, viene de-classata la riga visibile a 35-40 cm di distanza (per lo meno nelle piastrelle da pavimento).
Quindi è vero che, dal punto di vi-sta dei cambi di tono, la tecnolo-gia digitale ha aumentato di alcu-ni punti la percentuale di “prima”, però è altrettanto vero che sono stati cambiati i criteri di scelta automatica.
c) Produttività Oggi le macchine digitali lavora-
no in continuo con purghe e/o puli-zie automatiche programmate nel tempo con una cadenza variabile in funzione della criticità del prodot-to. La possibilità di usufruire di ci-cli automatici di pulizia, consente di ridurre al minimo le fermate e li-mita al minimo la necessità di in-terventi di manodopera.
Permane, comunque, la necessità di controllare visivamente il pro-dotto in crudo per verifi care l’e-ventuale presenza di righe, bande e/o gocce.
Anche in questo caso, l’alternati-va al controllo umano, è un siste-ma automatico di visione a crudo, come ad esempio il Check-Point di System (Fig. 1).
COMPARAZIONE TRA TECNOLOGIA DI DECORAZIONE TRADIZIONALE (ROTOCOLOR) E TECNOLOGIA DI DECORAZIONE DIGITALE
di Paolo Monari
TAB. 1 ROTOCOLOR DIGITALE
Costo di acquisto MACCHINA (variabile) 1 3
Costo INCHIOSTRI 1 10-15
Quantità media di inchiostro applicato 9 1
Costo di PROTOTIPAZIONE nuovi modelli 3 1
Costo di MANUTENZIONE ANNUALE 1 2
Solo andando ad aggregare correttamente i vari COSTI si otterrà una stima
dell’incidenza al m2 nel produrre lo stesso Modello con le due Tecnologie...
a) Costo al m2 di una produzione totalmente in digitale Dalla tabella 1 si evince che so-
lo andando ad aggregare corret-tamente i vari costi imputabili alle due diverse tecnologie di decora-zione, si può ottenere una stima dell’incidenza al metro quadrato dell’una e dell’altra, nella produzio-ne dello stesso modello.
b) Percentuale di prima scelta A fronte di un’ottima stabilità del
tono, non vi è una visione univo-ca sulle percentuali di “Prima” in uscita alla scelta.
FIG. 1 - Check Point System

I quaderni di Acimac - Edizione 2011 . 73
In generale, comunque, si sa che nel-la decorazione digitale, la velocità di stampa è inversamente proporziona-le alla defi nizione di stampa.Esempio:• Risoluzione di stampa Media di
200x400dpi = velocità di stampa di 36 metri/minuto.
• Risoluzione di stampa Massima di 200x600dpi = velocità di stampa di 24 metri/minuto.
Quindi, ogni qualvolta si considera la decorazione digitale, sarebbe più cor-retto parlare di fl essibilità della pro-duzione, piuttosto che di produttività in senso assoluto (tabella 2).
d) Ripetibilità nel tempo Con la decorazione digitale si ha
l’introduzione di nuove problemati-che operative tra le quali, su tut-te, spicca la diffi cile “gestione” di-gitale del colore.
Le macchine digitali forniscono prestazioni eccellenti in termini di stabilità di tono, all’interno di un unico ciclo produttivo.
Problematica ben più sentita è, invece, la ripetibilità di uno stes-so prodotto a distanza di tempo, non tanto a causa della diversa “scrittura” della macchina digita-le, quanto dell’infl uenza di tutti gli altri parametri del ciclo produtti-vo: • temperatura e umidità delle
piastrelle;• densità, viscosità, peso di
engobbio e/o smalto;• applicazione e peso di eventuali
protezioni fi nali (toppe, graniglie, etc.)
• ciclo di cottura (forno). E’ complicato mantenere certi
parametri produttivi all’interno di un ristretto “range” di lavoro e per questo spesso si rendono necessarie continue modifi che grafi che del fi le digitale per poter “riportare a tono” un determinato modello.
SVILUPPO DELLA TECNOLOGIA
Ricapitolando, quindi, “decorare be-ne” signifi ca ottimizzare: • produttività, • resa,
• qualità estetica, • ripetibilità, • gamma colori, • fl essibilità (frazionamento lotti)• innovazione• costo produttivo.
Mentre i punti discordanti sul digi-tale sono stati sintetizzati in: • costo produttivo al m2,• percentuale di prima scelta (resa)• produttività / ripetibilità• gamut cromatico• apporto materico.
In questo momento si sta cercando di adattare tutto il processo produt-tivo alle caratteristiche delle stam-panti digitali, senza preoccuparsi troppo del fatto che, per stabilizza-re la produttività digitale, occorre-rebbe una innovazione di tutto il pro-cesso: tutti i parametri di processo che variano a monte e a valle della decorazione digitale, infl uenzandone pesantemente il risultato cromati-co fi nale, ad oggi non sono parame-tri “digitalizzati” che possono esse-re tenuti sotto controllo facilmente.Secondo System la tecnologia si svilupperà in maniera vincente se, e solo se, si riuscirà ad “avvicina-re” maggiormente il digitale all’ana-logico, o viceversa, in modo da avere un maggior controllo e tolleranza del range di lavoro.
In quest’ottica, la nuova macchi-na digitale di System, la Rotodigit NG, è stata pensata con la versati-lità di diversi tipi di testine di stam-pa in modo da poter applicare quan-tità di inchiostro maggiori, e quindi facilitare la gestione della decorazio-ne nell’ambito delle normali variazio-ni del processo produttivo ceramico.
Caratteristiche di Rotodigit NGsono:• Macchina solo “stand alone”• Nuovo sistema di trasporto, con
incremento della stabilità• Risoluzione trasversale = 200dpi• Risoluzione longitudinale = 200-
400-600 dpi• Volume gocce = da 30 fi no a 200
picolitri• Confi gurabilità• Libertà di scelta del numero di
TAB. 2 - PRODUTTIVITA’ TECNOLOGIA DIGITALE
Velocità trasporto - 24 metri/min
Pz/min m2/minuto m2/oram2/turno
NO STOP
PH 2800
4 uscite30x30 cm 52 4,68 280 2240
PH 6200
3 uscite60x60 cm 24 8,66 519 4156
PH 4600
4 uscite30x60 cm 30 5,40 324 2592
FLESSIBILITA’ PRODUTTIVITA’?
Fig. 2 - Rotodigit NG
Fig. 3 - Rotodigit NG
barre colore installabili (da 1 fi no ad un massimo di 6 barre)
• Tipo di teste: - 200dpi = scala di grigio (4 livelli) con gocce 30-50-80 pL - 200dpi = scala di grigio (4 livelli) con gocce 80-150-200 pL
• Velocità massima di lavoro = 50

74 . I quaderni di Acimac - Edizione 2011
1. Produttività2. Ampio “gamut” cromatico
(grazie alla maggior risoluzione, 200dpi, e al maggior quantitativo di inchiostro scaricato)
3. Sincronismo con Rotocolor.
Raddoppiando la risoluzione trasversale (200dpi) e utilizzando una barra colore con goccia da 200pl (Inchiostro giallo), si ampia considerevolmente il “gamut” cromatico con la comparsa in sovrapposizione, di svariati toni di colore verde (Figg. 8 e 9):
www.system-group.it
FIG. 4 - Rip Immagini System
metri/minuto• Ricircolo inchiostro• Sistema automatico di pulizia
delle testine• Sistema semiautomatico di
pulizia delle barre con solvente• Elettronica “proprietaria”:
l’elettronica di comando dello sparo delle testine è sviluppata internamente in maniera autonoma e questo permette, in un futuro, l’installazione a bordo macchina di qualsiasi tipo di testina di stampa
• Caratterizzazione degli inchiostri “proprietaria”, che consente di ottimizzare e personalizzare le “forme d’onda” in funzione delle caratteristiche dei singoli inchiostri per ottenere la miglior qualità di stampa
• RIP immagini “proprietario”, che permette la personalizzazione del sistema di elaborazione grafi che (fi g. 4).
È opzionale, inoltre: 1. l’utilizzo del sistema di stampa
con scala di grigio a 4 livelli con diverse modalità di distribuzione delle gocce;
2. l’utilizzo del sistema di stampa con diverse modalità Binarie di distribuzione delle gocce;
3. l’utilizzo del sistema di stampa misto scala di grigio/binario in funzione dell’inchiostro utilizzato, mantenendo la possibilità di utilizzare diverse modalità di distribuzione delle gocce.
In automatico, l’elaborazione software delle immagini genera un “job ticket” contenente tutte le informazioni tecniche del fi le di stampa e consente di calcolare la percentuale di copertura grafi ca di ciascun colore e quindi di calcolare conseguentemente il consumo, per un determinato tipo di disegno, di ciascun inchiostro caricato nelle singole barre (fi gg. 5 e 6).
I VANTAGGI DI ROTODIGIT “NG”
I vantaggi di Rotodigit “NG” si traducono in:
FIG. 5 e 6 RIP Guidato: Elaborazione software delle immagini
Fig. 7 - Rotodigit “NG”
100x400 DPI
C = 80 pl
M = 80 pl
Y = 80 pl
K = 80 pl
200x400 DPI
C = 80 pl
M = 80 pl
Y = 150 pl
K = 80 pl
Fig. 8
Fig. 9

I PRODOTTI REALIZZATI CON ROTODIGIT “NG”Nelle immagini seguenti:
alcuni prodotti realizzati con Rotodigit “NG”
Fig. 10 - Cartella cromatica
I quaderni di Acimac - Edizione 2011 . 75

76 . I quaderni di Acimac - Edizione 2011
L’evoluzione della tecnologia inkjet: fl essibilità
e produttivitàte in stretto rapporto di collabo-razione con le aziende produttrici di piastrelle, alle quali viene fornita assistenza tecnica post-vendita, formazione e consulenza.L’innovazione, la creatività, l’affi -dabilità, la qualità delle macchine,
Cretaprint, specializzata nella pro-duzione di macchine per la deco-razione nel settore ceramico, dal 1997, anno della sua costituzio-ne, è impegnata nella fornitura di soluzioni competitive e innovative per la stampa digitale, progetta-
l’orientamento al cliente e soprat-tutto un team di tecnici altamen-te specializzati e fedeli alla fi losofi a aziendale, rendono Cretaprint un punto di riferimento a livello mon-diale nel suo settore.
Cretaprint propone una vasta gam-ma di prodotti per la stampa inkjet per il mercato ceramico, in grado di soddisfare le esigenze individuali di ogni azienda. Sia Cretaprinter, con una larghez-za di stampa fi no a 1120 mm, sia Cretacompact, con una larghezza massima di 700 mm sono modulari, vale a dire, è possibile scegliere il
numero di colori e la larghezza di stampa, essendo l’inversione pro-porzionale al formato desiderato. Queste macchine sono state pro-gettate per essere modifi cate in futuro, regolando tanto la larghez-za di stampa quanto il numero di barre, grazie al loro design modu-lare, elemento che apporta una grande fl essibilità all’azienda cera-
mica, in grado dunque di adattare le macchine alle diverse esigenze nel tempo.La tecnologia inkjet ha fatto irruzio-ne sul mercato ceramico grazie ai grandi vantaggi che apporta, ma è soprattutto sull’aumento della pro-duttività che puntano oggi le nuove soluzioni Cretaprint, le cui principali caratteristiche tecniche sono:
di Pedro Benito Alcántara
FLESSIBILITÀ E PRODUTTIVITÀ
CRETACOMPACT CRETAPRINTER
Fig. 1
Fig. 2

I quaderni di Acimac - Edizione 2011 . 77
• Modularità: da 3 a 8 barre• Sistema aperto dell’inchiostro• Tricromia e esacromia• Modalità binaria e scala di grigi• Barra di controllo individuale della
temperatura• Allineamento elettronico (softwa-
re) delle testine• Precisione di centraggio (0.3 mm
max.)
• Sistema di ricircolo stabile• Maggiore viscosità degli inchio-
stri• Doppia aspirazione per ogni bar-
ra (aspirazione tra le barre).
DOUBLE TILE PRINTING
Tenendo sempre in considerazione un unico punto di vista, ossia quello del-lo stabilimento di produzione e il suo funzionamento effettivo di tutti i gior-ni, Cretaprint è in grado di sviluppare nuovi prodotti in risposta ad esigen-ze produttive specifi che. Così nasce Double Tile Printing, una nuova solu-zione di stampa digitale per il settore ceramico che consente di stampare contemporaneamente due piastrelle di diverse dimensioni e disegni diffe-renti con una sola macchina, ideale per la stampa multi-formato. Double Tile Printing consente il pieno utilizzo delle risorse della macchina e, in par-
ticolare, di sfruttare l’intera larghez-za di stampa, aumentando così la velocità di produzione dei pezzi senza ridurre la risoluzione di stampa, con una serie di vantaggi, quali:• Un solo montaggio e avviamento
della macchina per entrambe le li-nee.
• Un operatore controlla le due linee.• Un solo controllo della qualità per
due linee. • Costi energetici più bassi.• Costi di manutenzione più bassi.• Un solo impianto informatico in
rete per le due linee che riduce il tempo.
• Meno investimenti perché non è necessario acquistare 2 stam-panti.
• Si evita di cambiare formato nella stampante in modo permanente.
• Riduce al minimo i tempi di inat-tività, perché offre la possibilità di lavorare su una linea e di stare con l’altra facendo prove.
• È possibile lavorare su una linea soltanto, se necessario, essendo queste sono indipendenti tra loro.
• Cambiare una linea: la guida cen-trale può essere spostata su un lato e non si perde larghezza di stampa.
FIG. 3 - Esempio di stampa con 2
formati e 2 disegni differenti
Conseguenze di tali vantaggi sono:
• Redditività dell’investimento più veloce
• Maggiore fl essibilità di produzione• Incremento della produttività:
mantenimento della risoluzione e aumento del numero di metri stampati quando funzionano en-
trambe le linee contemporanea-mente.
L’integrazione della guida specia-le per poter stampare due pezzi di diverse dimensioni allo stesso tempo porta alla perdita di soli 40 mm di stampa.
Questa larghezza può essere di 20 mm in una testina e di 20 mm in un’altra, come mostrato nella
fi g. 4, o di 40 mm in una sola testina.
Bisogna tener conto comunque che in qualsiasi momento è possibile spo-stare la guida centrale per approfi t-tare dell’intera larghezza di stampa, in questo caso sarà possibile stam-pare pezzi fi no a 1120 mm. Ciò offre in ogni momento grande versatilità e fl essibilità alla produzione.
FIG. 4 FIG. 5
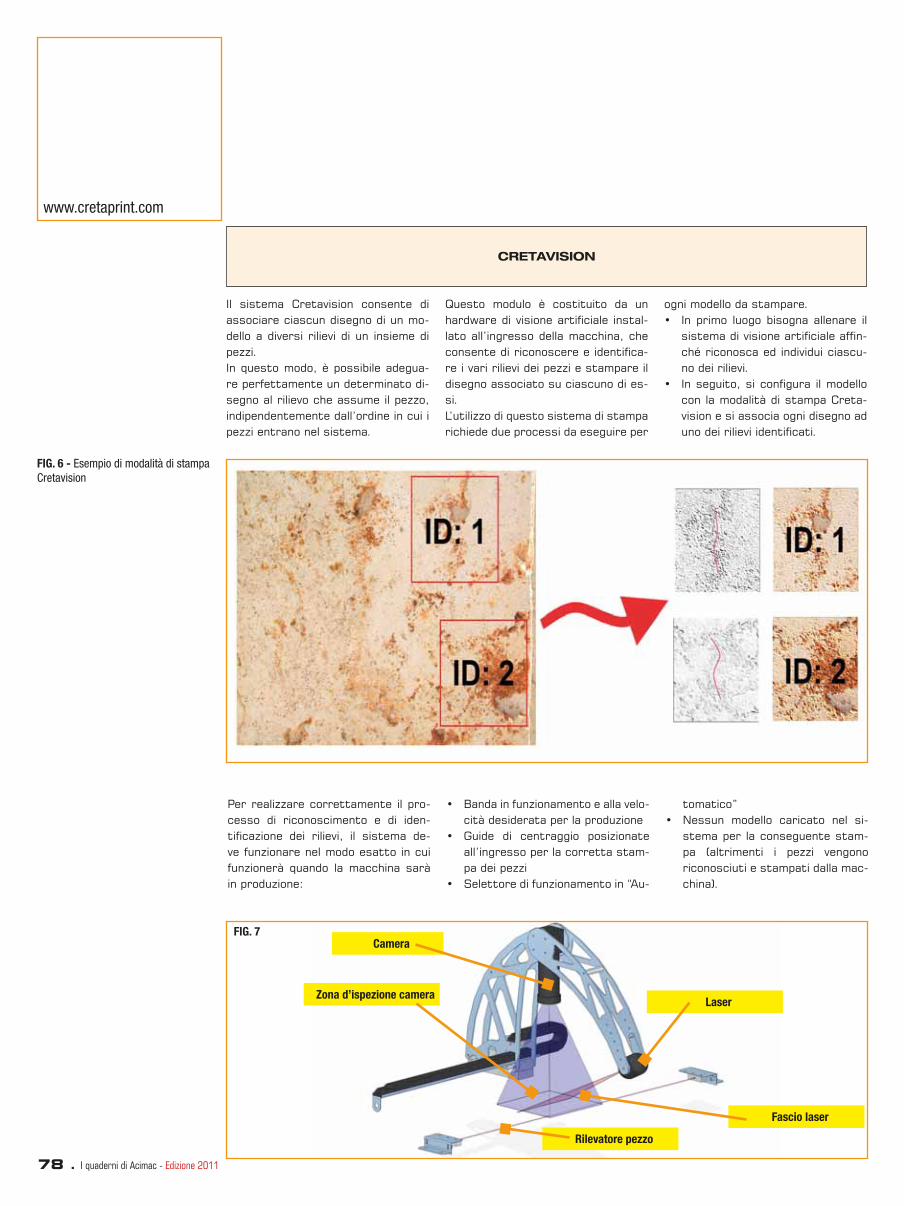
78 . I quaderni di Acimac - Edizione 2011
CRETAVISION
Il sistema Cretavision consente di associare ciascun disegno di un mo-dello a diversi rilievi di un insieme di pezzi. In questo modo, è possibile adegua-re perfettamente un determinato di-segno al rilievo che assume il pezzo, indipendentemente dall’ordine in cui i pezzi entrano nel sistema.
Questo modulo è costituito da un hardware di visione artifi ciale instal-lato all’ingresso della macchina, che consente di riconoscere e identifi ca-re i vari rilievi dei pezzi e stampare il disegno associato su ciascuno di es-si.L’utilizzo di questo sistema di stampa richiede due processi da eseguire per
ogni modello da stampare. • In primo luogo bisogna allenare il
sistema di visione artifi ciale affi n-ché riconosca ed individui ciascu-no dei rilievi.
• In seguito, si confi gura il modello con la modalità di stampa Creta-vision e si associa ogni disegno ad uno dei rilievi identifi cati.
www.cretaprint.com
FIG. 6 - Esempio di modalità di stampa
Cretavision
Per realizzare correttamente il pro-cesso di riconoscimento e di iden-tifi cazione dei rilievi, il sistema de-ve funzionare nel modo esatto in cui funzionerà quando la macchina sarà in produzione:
• Banda in funzionamento e alla velo-cità desiderata per la produzione
• Guide di centraggio posizionate all’ingresso per la corretta stam-pa dei pezzi
• Selettore di funzionamento in “Au-
tomatico”• Nessun modello caricato nel si-
stema per la conseguente stam-pa (altrimenti i pezzi vengono riconosciuti e stampati dalla mac-china).
FIG. 7 Camera
Zona d’ispezione camera
Rilevatore pezzo
Fascio laser
Laser

I quaderni di Acimac - Edizione 2011 . 79
Cretaprint ha implementato una modalità di on-demand printing (stampa su richiesta) in cui le immagini possono essere cambiate da un pezzo stampato ad un altro, senza dover arrestare o rallentare il processo di stampa ed utilizzando informazioni da un database o da un fi le esterno. La tecnica è una diretta conseguenza della stampa digitale, che sfrutta banche dati informatiche, dispositivi di stampa digitale e software altamente effi caci per creare piastrelle di alta qualità e a colore pieno. Ci sono due modalità operative principali di VDP. • In una metodologia, il modello di
immagine e l’informazione variabile sono entrambi inviate al RIP (Raster Image Processor) che combina i due dati per produrre un
documento unico. • L’altra metodologia consiste nel
coniugare gli elementi stabili e variabili prima di stampare, utilizzando le applicazioni specializzate del software VDP.
Tali applicazioni producono un fl usso di stampa ottimizzato, come PostScript e PPML, che organizzano effi cientemente il fl usso di stampa in modo che gli elementi statici vengono elaborati una volta sola dal RIP.Ci sono diversi livelli di stampa variabile. Il livello di base implica il cambiamento del nome su ogni copia. Una stampa a dati variabili più complicata utilizza ‘versioni’, dove ci possono essere diversi tipi di personalizzazione. Infi ne vi è la stampa a piena variabilità, dove ogni immagine può essere alterata. Tutti e tre i tipi
di stampa a dati variabili iniziano con un disegno di base indicante quali sezioni possono essere alterate e un database di informazioni che riempie i campi modifi cabili. I rendimenti della stampa variabile vanno dal raddoppio del normale rendimento a livello di base, fi no a 10-15 volte il rendimento per lavori completamente variabili. Questo dipende naturalmente dal contenuto e dalla pertinenza del contenuto, ma la tecnica presenta uno strumento effi cace di incremento del ROI.Questa nuova forma di stampa permette di eliminare i motivi ripetitivi sulle piastrelle, riuscendo a non duplicare la decorazione di due piastrelle su 700 mq. E tutto questo in tempo reale, senza dover arrestare mai la macchina.
VARIABLE-DATA PRINTING (VDP)
CRETAPLOTTER
Cretaplotter è il plotter inkjet per la preparazione di campioni, lo sviluppo di disegni ceramici e la fabbricazione di pezzi speciali che si è imposto sul mercato grazie all’elevata affi dabilità. Tra le sue caratteristiche:• Sistema affi dabile degli inchiostri• Movimenti precisi• Software che consente applicazioni
di alto livelloDisponibile fi no a 8 colori per una maggiore gamma cromatica, può lavorare con nastro trasportatore per aumentare la velocità rispetto ad altri plotter.
MECCANICA E SISTEMA DEGLI INCHIOSTRI
Cretaplotter è progettato con un robusto tavolo industriale che dispone di un sistema antivibrazioni per eliminare quei fattori che potrebbero pregiudicare la qualità di stampa.Consiste in un sistema di assi lineari
ad alta precisione che consentono una stampa di alta qualità. Il movimento delle testine negli assi X-Y-Z ha un margine di errore massimo di +/- 0,02 mm, il che evita strisce bianche o la sovrapposizione di quelle passate.Consente grande accessibilità a tutti i componenti, tanto al sistema degli inchiostri quanto alle testine. Il sistema degli inchiostri è affi dabile e richiede un volume minimo di inchiostro necessario di soli 300 ml., adattandosi quindi anche alle esigenze dei colorifi ci che richiedono volumi minimi per provare nuove formule, con conseguente risparmio sui costi. Include anche l’opzione di aumentare il volume di inchiostro nel sistema con serbatoi esterni (fi no a 8 l.) per soddisfare un elevato consumo di inchiostro o casi in cui non si cambia continuamente colore. In questo modo si ottiene un sistema stabile, pur mantenendo l’inchiostro in perfette condizioni.
SOFTWARE
Cretaprint ha progettato un software semplice e intuitivo che facilita lo scambio di modelli. È possibile modifi care i parametri del modello in corso senza arrestare la stampa, e non è necessario attivare il processo Stop-Start per avviare la stampa del modello con i cambiamenti realizzati.Consente inoltre movimenti in modalità manuale nella zona desiderata per poter realizzare operazioni di pulizia controllata, lavori di manutenzione o assistenza nel sistema di stampa. L’utente fi nale ha il controllo completo del modulo di stampa che può essere utilizzato anche con un joystick.
STAMPA DI PEZZI SPECIALI
La possibilità di integrare un nastro trasportatore rende Cretaplotter unico nel mercato, essendo in grado di stampare in modalità normale e

80 . I quaderni di Acimac - Edizione 2011
passate non infl uisce sulla quantità di inchiostro iniettato e di conseguenza sull’intensità della stampa:• 1 passata: ogni linea viene
stampata da un solo iniettore. Alta velocità di stampa.
• 2 passate: ogni linea può essere stampata da due iniettori diversi. Se uno degli iniettori è intasato la striscia verrà dissimulata poiché sarà stampata la metà della linea (la metà che stampa l’iniettore non intasato).
• 4 passate: ogni linea può essere stampata da quattro iniettori diversi.
Se un iniettore è intasato saranno stampati solo tre quarti della linea, in modo che le strisce e il banding non risultino di entità apprezzabile.
ANNULLARE INIETTORI E STAMPARE SENZA STRISCE CON VARIE PASSATE
Il software creato da Cretaprint per il plotter consente di annullare iniettori per migliorare la qualità della stampa. Attraverso un semplice test è in grado di rilevare gli iniettori che possono essere annullati. Dopo essere stati rilevati, è possibile selezionarne uno o più e quindi annullarli e stampare con più di una passata. Il software rileverà automaticamente che una linea dovrebbe essere stampata con un iniettore attivo e un altro annullato, e stamperà tutta la linea con l’iniettore attivo. Con alcune semplici azioni è possibile garantire una stampa senza strisce con ottimo risultato.
www.cretaprint.com
con una sola passata. Questa nuova funzionalità consente di ridurre al minimo l’investimento per stampare pezzi speciali, poiché non è necessario l’acquisto di un’altra macchina. D’altra parte, integra le medesime caratteristiche di Cretaprinter o Cretacompact.
MOLTEPLICI MODALITÀ DI STAMPA
Cretaplotter offre diverse modalità di stampa per soddisfare le reali esigenze di ogni produttore nelle varie fasi del processo di produzione.• Con nastro trasportatore:
stampa con una sola passata il disegno completo. Il lavoro in single pass lo rende il plotter più veloce del mercato.
• Multipass: è possibile decidere il numero di passate da realizzare per la stampa. Nella modalità multipass, è possibile realizzare una, due o quattro passate. Con questo sistema si garantisce la completa eliminazione di strisce nella stampa, ottenendo ottimi risultati.
• Simulazione: la modalità di stampa “Simulazione” permette di verifi care che la macchina sia ben calibrata, così come di misurare il consumo di energia con grande precisione.
OPZIONI DI STAMPA IN SINGLE PASS CON NASTRO TRASPORTATORE
• Normale: si stampa la stessa
sezione dei disegni in ogni pezzo. La sezione può essere una parte del disegno o il disegno completo.
• Incrementale: si stampano varie sezioni dello stesso disegno, calcolate per incremento rispetto alla posizione della sezione precedente.
• Casuale: si stampano sezioni di uno stesso disegno in modo casuale. È possibile defi nire le distanze minime tra le sezioni al fi ne di evitare pezzi molto simili.
• Quadricola: il disegno è diviso in sezioni sulla base di una quadricola dell’immagine in righe e colonne in modo che ogni pezzo venga stampato con una delle zone della quadricola, e il disegno completo venga stampato come un mosaico.
• Manuale: si specifi cano manualmente le sezioni di ogni disegno che si desidera stampare. Per ciascun disegno, viene indicata una serie di quote relative al punto di inizio della sezione, fi no ad un massimo di 100 quote.
• Cretavision: sistema di riconoscimento dei rilievi. Funziona in modo simile al Manuale, ma in questo caso le sezioni che vengono indicate sono associate al sistema di visione artifi ciale e di identifi cazione dei diversi rilievi dei pezzi.
OPZIONI DI STAMPA MULTIPASS
Cretaplotter può stampare con 1, 2 o 4 passate. Indipendentemente dal numero di passate con cui si stampa, la quantità di inchiostro utilizzato non cambia, vale a dire, il numero di
SERVIZIO
Oltre ad offrire macchine affi dabili di alta qualità e prestazioni che consentono maggiore fl essibilità e produttività, Cretaprint offre servizi di assistenza tecnica altamente
qualifi cati, sia in remoto via internet tramite il Call Center, che di supporto in loco, disponibile in molti paesi. Il contatto diretto tra le aziende produttrici e il team di ingegneri
Cretaprint consente di tenere monitorate le macchine e risolvere qualsiasi imprevisto in tempo minimo, con evidente incremento della produttività.

I quaderni di Acimac - Edizione 2011 . 81
NOTE

23° Fiera Internazionale delle Tecnologie per l’Industria Ceramica e del Laterizio
IL FUTURO DELLA CERAMICA
omniad
vert.co
m
del fatturato di settore
rappresentatoi visitatori stranieri delle recenti
innovazioni presentate in fi era
i paesi di provenienzadei visitatori
www.tecnargilla.itorganizzato da in collaborazione con

Euro 10IVA assolta dall'editore

















