88
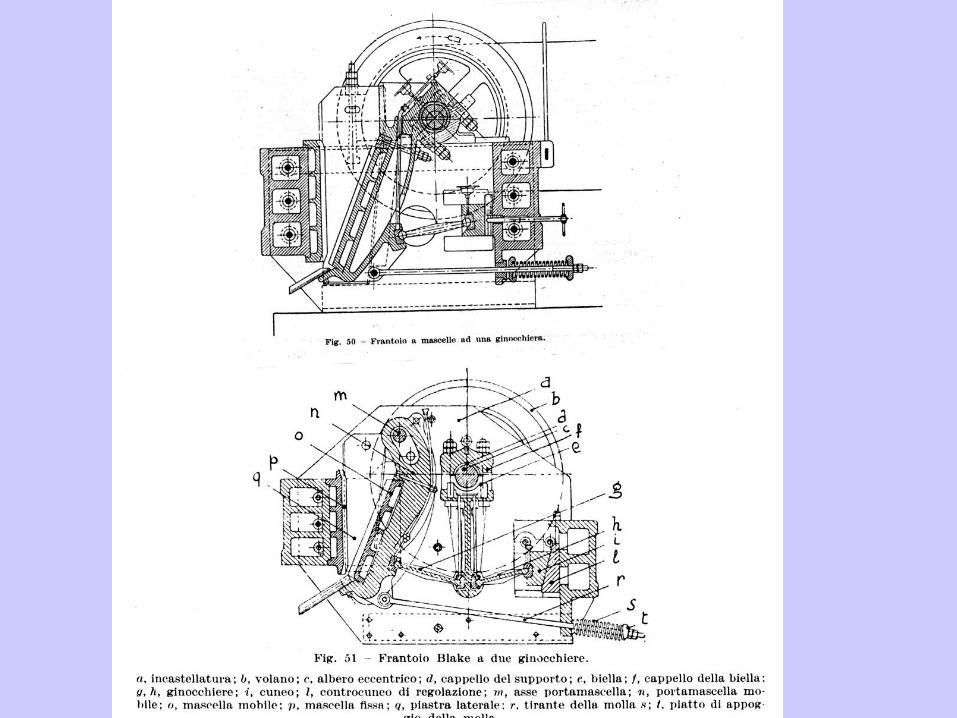
MACCHINE PER LA FRANTUMAZIONE
| Date post: | 27-Oct-2015 |
| Category: |
Documents |
| Upload: | richard-burke |
| View: | 22 times |
| Download: | 0 times |

MACCHINE PER LA
FRANTUMAZIONE








Macchine per mescolamento dei
materiali

DM 14/01/2008
Norme tecniche per le costruzioni
stabilisce che
Il cls può essere prodotto
in cantiere: procedimento non industrializzato (anche manuale)
procedimento industrializzato per quantità intorno a 5
mc/h (impianti temporanei)
in centri di produzione esterni per quantità più elevate ed elementi
prefabbricati (impianti fissi)

La miscela prodotta viene specificata nel Capitolato di Appalto e può
essere:
Miscela progettata: il progettista deve rispettare nella composizione
della miscela le prestazioni richieste dal committente; il fornitore
deve garantire tali prestazioni al momento della consegna
Miscela prescritta o a composizione richiesta: il progettista
determina la composizione della miscela; il fornitore consegna il
prodotto senza responsabilità di garantire le prestazioni effettive

Produzione 4-12 mc/h


Per malte e calcestruzzi, per lavori di modesta entità
capacità della macchina < 370 litri
Betoniera a bicchiere rovesciabile

BETONIERA A TAMBURO CILINDRICO O A INVERSIONE
Per malte e calcestruzzi, in discrete quantità; produzione 5,5-14,5 mc/h
capacità della macchina 550-3000 litri


Per calcestruzzi prodotti in impianti di betonaggio
Produzione 10-40 mc/h

IMPASTATRICE A REGIME FORZATO

Per malte con componenti da macinare o con pozzolana
capacità della macchina 150-1400 litri Molazza

Impastatrice

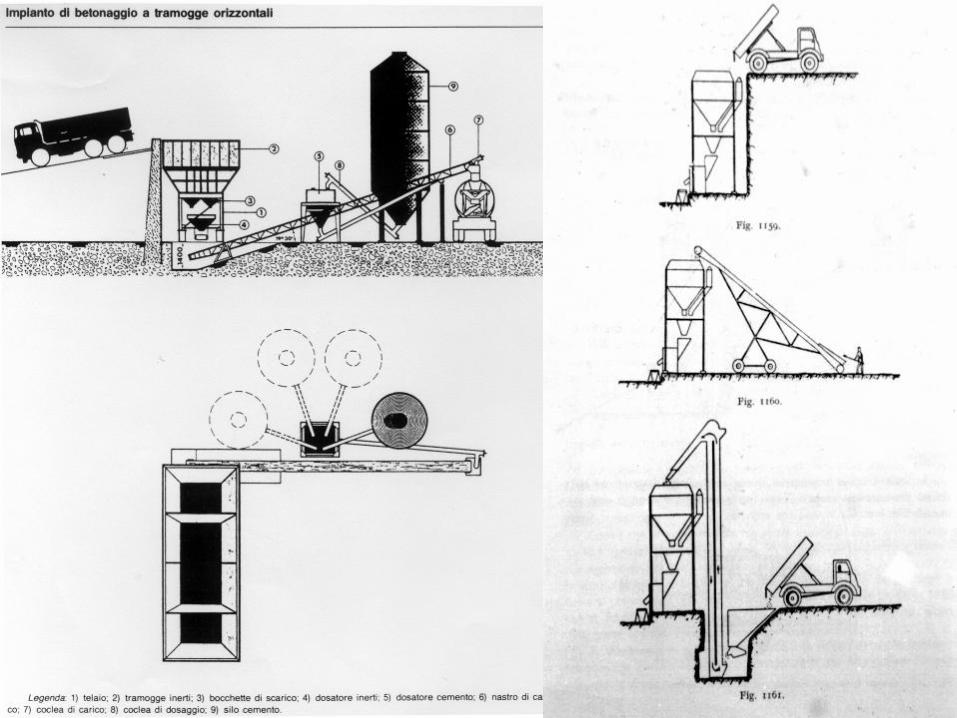

Impianto di betonaggio




Autobetoniera

Capacità 6-10 mc di calcestruzzo resi

I materiali per uso strutturale devono essere:
- Identificati univocamente dal produttore
- Qualificati sotto la responsabilità del produttore
- Accettati dal direttore dei lavori a seguito di controllo della
documentazione di qualificazione e eventuali prove sperimentali
di accettazione

PROVE SUL CLS
per verificare che le caratteristiche siano rispondenti a quelle
richieste in progetto
-Valutazione preliminare della resistenza (per cls prodotto in
cantiere) sotto la responsabilità del committente o appaltatore
- Controllo di produzione sotto la responsabilità del produttore
- Controllo di accettazione sotto la responsabilità del Direttore
dei lavori o collaudatore
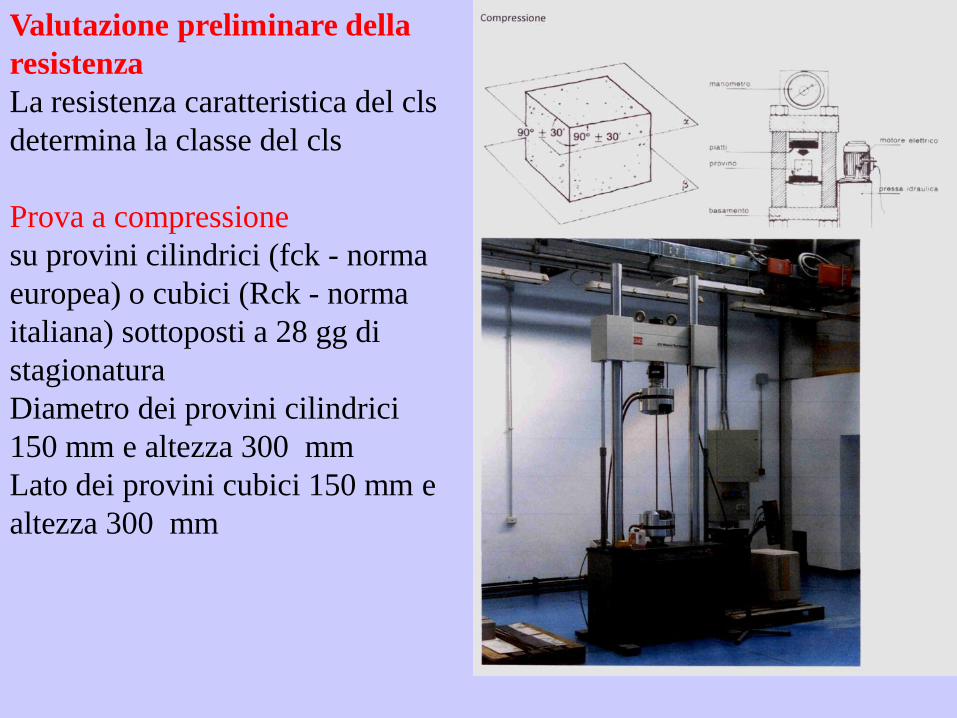
Valutazione preliminare della
resistenza
La resistenza caratteristica del cls
determina la classe del cls
Prova a compressione
su provini cilindrici (fck - norma
europea) o cubici (Rck - norma
italiana) sottoposti a 28 gg di
stagionatura
Diametro dei provini cilindrici
150 mm e altezza 300 mm
Lato dei provini cubici 150 mm e
altezza 300 mm

Valutazione preliminare della
resistenza
La resistenza caratteristica del
cls determina la classe del cls
Prova a trazione
Prova diretta: il provino è
sottoposto ad un carico di
trazione unidirezionale
Indiretta: il provino è
sottoposto a una forza di
compressione applicata lungo
un segmento
Flessione: un provino
prismatico viene caricato al
centro

Controllo di produzione
Per valutare la qualità del prodotto, riguarda la procedura di
produzione, le strumentazioni di laboratorio e coinvolge i
soggetti che ne hanno fatto parte (direttore aziendale,
responsabile della produzione, operatore di impianto, autista
della betoniera, operatore per il pompaggio del cls, il tecnologo
ecc.)
Il Responsabile del controllo della Qualità deve verificare i
risultati

Controlli di accettazione e conformità delle miscele
Controlli di accettazione
di tipo A di tipo B
-Per quantitativi di getto inferiori a 100 mc vi
è obbligo di eseguire n. 3 prelievi
- Per quantitativi di miscela omogenea
compresi tra 100 e 300 mc
n. 3 prelievi ciascuno dei quali eseguito su un
getto non superiore a 100 mc e, inoltre, per
ogni giorno di getto deve essere effettuato
almeno n. 1 prelievo
- Per quantitativo tra 300 e 1500 mc n. 3
prelievi ciascuno dei quali eseguito su un
getto non superiore a 30 mc e, inoltre, per
ogni giorno di getto deve essere effettuato
almeno n. 1 prelievo
-Per quantitativi di getto superiori a 1500 mc vi
è obbligo di eseguire n. 15 prelievi ciascuno dei
quali eseguito su un getto non superiore a 100
mc e, inoltre, per ogni giorno di getto deve
essere effettuato almeno n. 1 prelievo

Controlli di accettazione e conformità delle miscele
La consistenza:
Prova di abbassamento al cono di Abrams o di slump:
S1 umida, tra 10-40 mm
S2 plastica, tra 50-90 mm
S3 semifluida, tra 100-150 mm
S4 fluida, tra 160-210 mm
S5 superfluida, maggiore di 200 mm

Controlli di accettazione e conformità delle miscele
Prova di spandimento: lo stampo troncoconico viene collocato su una tavola
orizzontale.
Lo stampo viene rimosso e lasciando fuoriuscire il cls e viene calcolato il tempo
impiegato dal cls per raggiungere il diametro di 500 mm segnato sulla tavola
SF 1 - diametro di spandimento finale da 550 a 650 mm
SF 2 - diametro di spandimento finale da 660 a 750 mm
SF 3 - diametro di spandimento finale da 760 a 850 mm

Controlli di accettazione e conformità delle miscele
Prova di Vebè (per impasti asciutti) per valutare l’attitudine
dell’impasto ad essere vibrato.
Il cls è posto nello stampo troncoconico a sua volta posto in un
recipiente cilindrico. Viene rimosso lo stampo, chiuso il recipiente con
un piatto trasparente e fatto vibrare, cronometrando il tempo che
impiega il cls a riempire il recipiente compresso dal piatto
Le classi di consistenza sono
V0 – tempo Vebè >= a 31 sec.
V1 – tempo Vebè da 30 a 21 sec.
V2 – tempo Vebè da 20 a 11 sec.
V3 – tempo Vebè da 10 a 6 sec.
V4 – tempo Vebè da 5 a 3 sec.

Calcestruzzo autocompattante (SCC): controlli di accettazione e
conformità delle miscele
Prova L- box
Simula il comportamento del
calcestruzzo nella fase di getto,
quando incontra gli ostacoli
rappresentati dalle armature.
I due tratti dello strumento sono
separati da una botola apribile
munita di griglie a barre
verticali.
Dopo l’apertura della botola si cronometra il tempo che impiega il cls per
raggiungere la lunghezza di 200 (T20) e 400 (T40) mm. All’arresto del fenomeno si
misura l’altezza dl cls nel tratto H1 e nel tratto H2.
Il rapporto H1/H2 = rapporto di bloccaggio e più si avvicina all’unità, maggiore è la
fluidità della miscela.
Gli SCC sono ritenuti buoni per valori > di 0,8
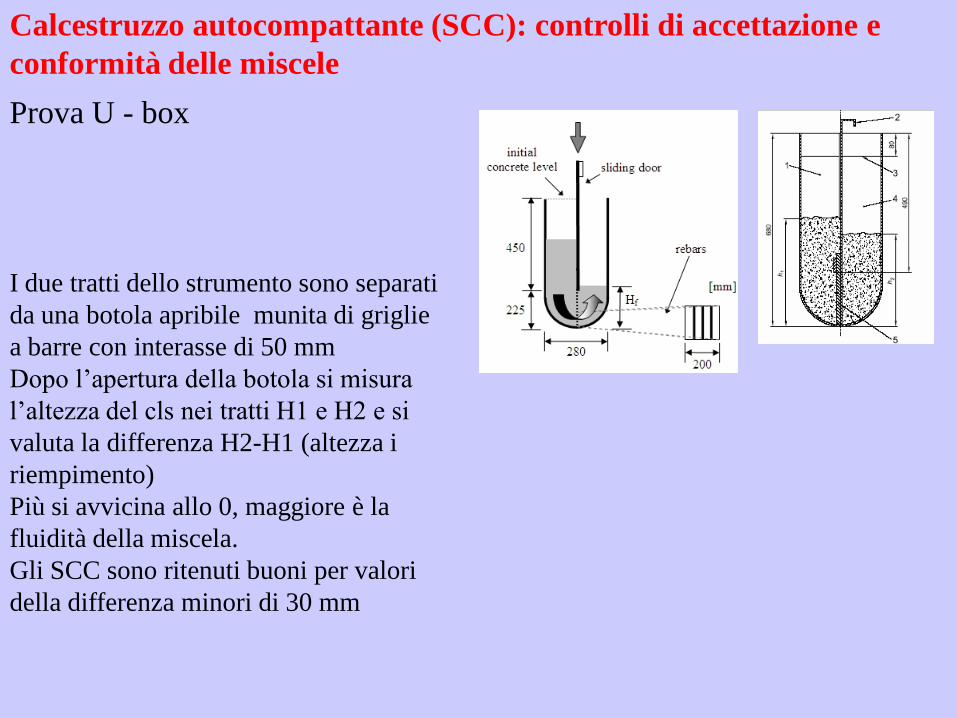
Calcestruzzo autocompattante (SCC): controlli di accettazione e
conformità delle miscele
Prova U - box
I due tratti dello strumento sono separati
da una botola apribile munita di griglie
a barre con interasse di 50 mm
Dopo l’apertura della botola si misura
l’altezza del cls nei tratti H1 e H2 e si
valuta la differenza H2-H1 (altezza i
riempimento)
Più si avvicina allo 0, maggiore è la
fluidità della miscela.
Gli SCC sono ritenuti buoni per valori
della differenza minori di 30 mm

Lavori di completamento della SS77 della Val di Chienti (Foligno-Civitanova Marche)
Per contrastare attività illegali e infiltrazione della criminalità, il contratto di appalto prevedeva le
usuali prove tecniche sul cls in laboratorio e in situ, ma anche la sperimentazione di un sistema
telematico di tracciabilità del cls. Le verifiche periodiche sono state quindi affidate ad un
sistema di sensori (microchips) collocati nei provini e nei getti di cls prelevati durante il processo
di confezionamento, posa e di conservazione dei campioni. Era previsto il posizionamento di
10.000 sensori in 2500 prelievi, fino al collaudo dell’opera. Ciò ha permesso di verificare la
tracciabilità del materiale e di acquisire i dati sulla qualità, che sarebbero poi stati gestiti a livello
informatico

Distribuzione del calcestruzzo

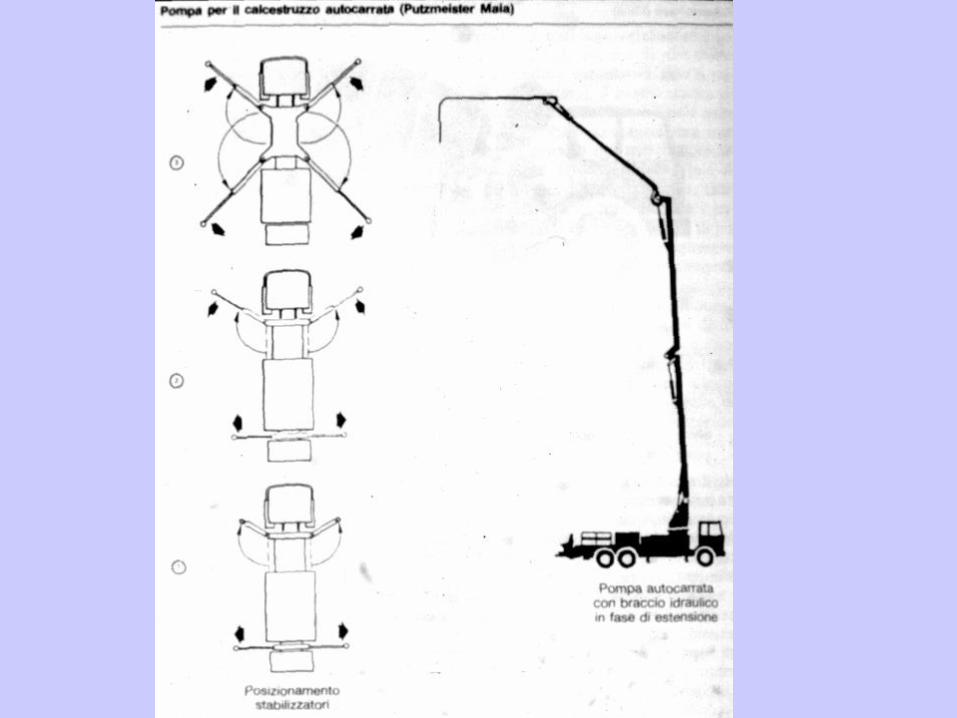

Pompa autocarrata



Capacità di trasporto del cls 55-120 mc/h
raggio d’azione 15-54 m
Pompa autocarrata

Produzione 200-300 mc/h


MACCHINE PER IL
TRATTAMENTO DEI
MATERIALI

Attrezzature per lavorazioni specifiche
Macchine per la perforazione




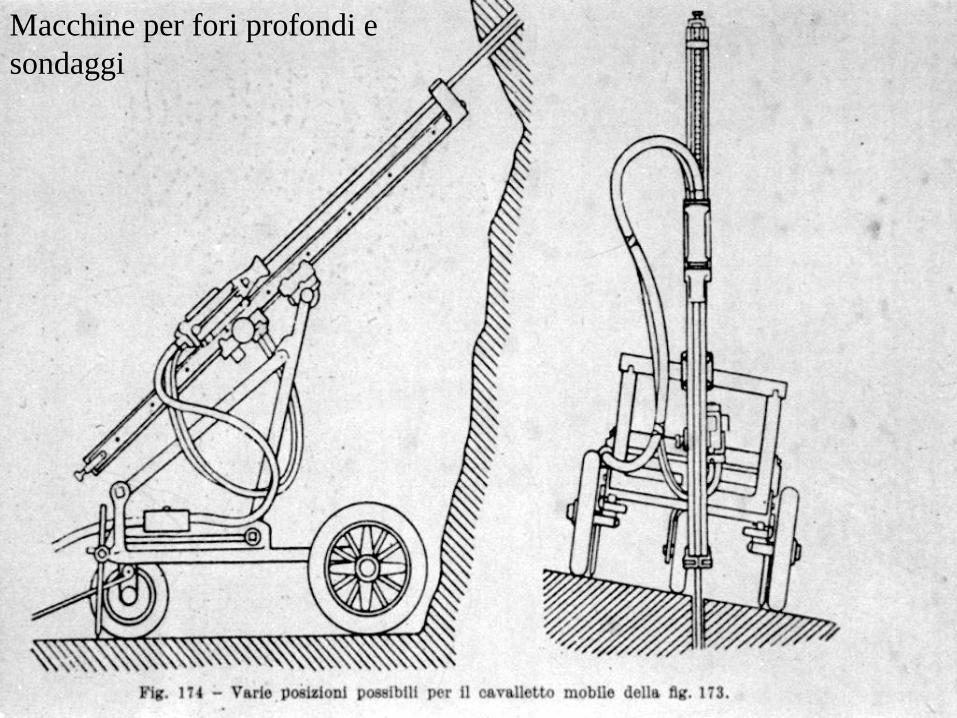
Macchine per fori profondi e
sondaggi




Wagon drill

Drill master
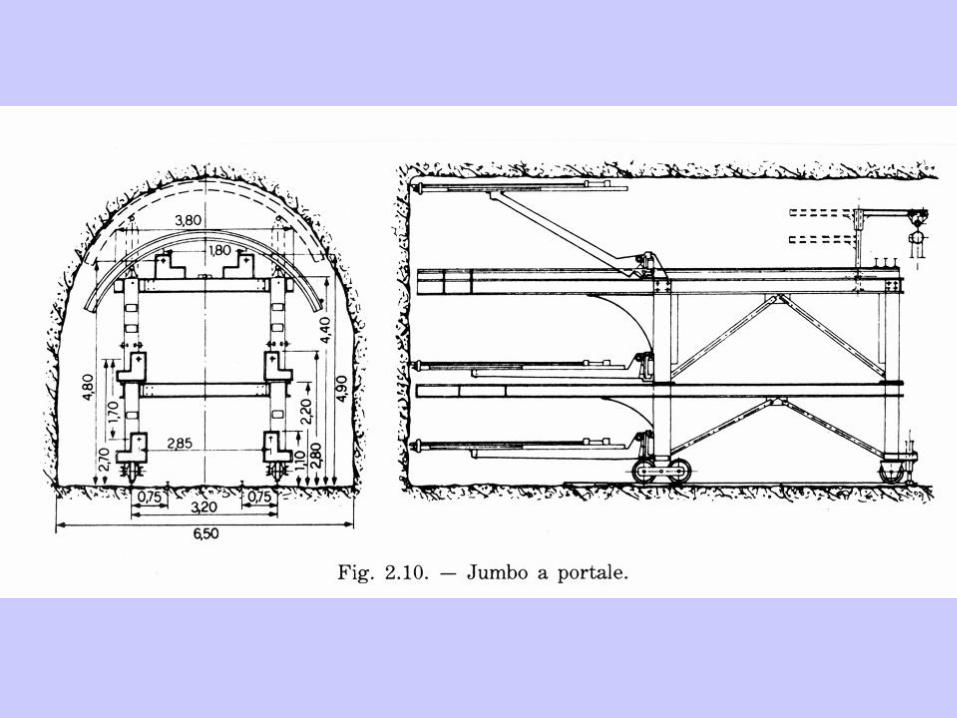

Jumbo telescopico
a 6 bracci
Tunnel Bore Machine – TBM (la
talpa) avanzamenti giornalieri di
oltre 20 m)

rotary






Possibili rischi nella carpenteria in legno
-Elettrocuzione.
-Contatto accidentale con le parti in movimento della sega circolare
-Punture e abrasioni alle mani
-Proiezione di schegge o nodi
-Proiezione del pezzo lavorato in fase di taglio
- Ribaltamento della macchina
-Caduta del materiale durante il sollevamento al piano
-Danni a carico dell’apparato respiratorio per inalazione polveri
-……….
Misure di sicurezza - normativa di riferimento: Testo Unico All. V
-Usare i mezzi di protezione personale (casco, guanti, scarpe antinfortunistiche, cintura di sicurezza).
-
-Installare la cuffia registrabile e gli schermi sotto il banco alla sega circolare.
-- Registrare il coltello divisore a 3 mm dalla dentatura di taglio.
-Usare cuffie auricolari prescritte dal medico competente.
-
-Verificare l'integrità dei cavi elettrici ed il corretto collegamento a terra delle macchine.



PIEGAFERRI E CESOIE ELETTRICA
Testo Unico All. V
Possibili rischi:
- Elettrocuzione
- Punture, abrasioni e tagli alle mani
- Contatto accidentale con le parti elettriche della cesoia e della piegaferri
- Offese al capo, alle mani e ai piedi, durante lo scarico, la lavorazione e il montaggio delle
barre

Clipper
- Elettrocuzione.
-Contatto accidentale con le parti in movimento della macchina
-Punture e abrasioni alle mani
-Proiezione di schegge di materiale
-Proiezione del pezzo lavorato in fase di taglio
- Ribaltamento della macchina
-Caduta del materiale durante il sollevamento al piano
- Danni a carico dell’apparato respiratorio per inalazione polveri








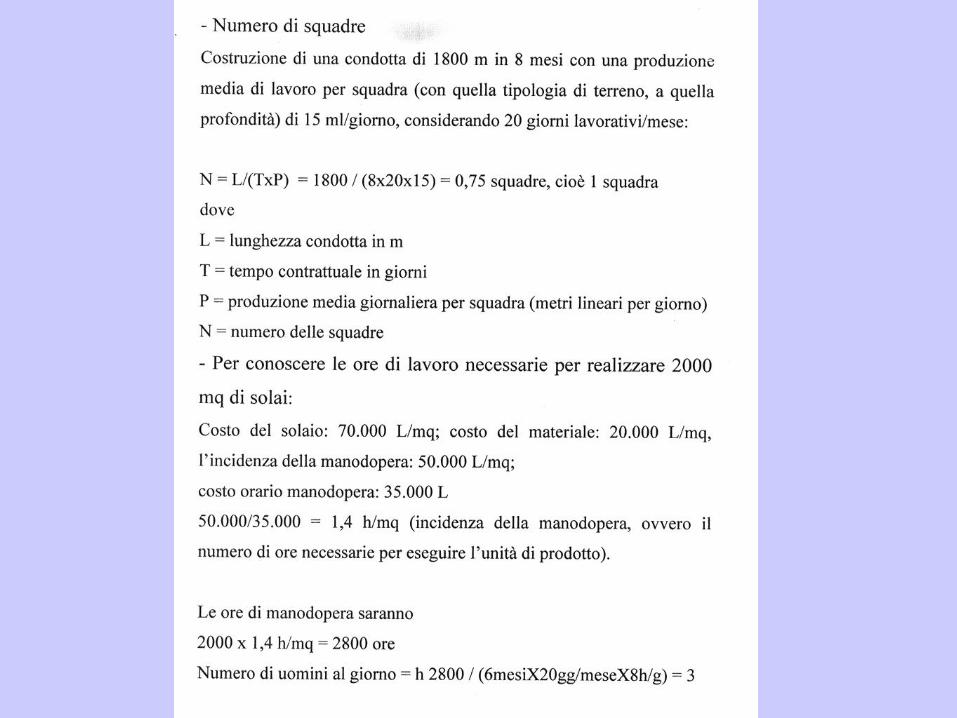
Organizzazione delle squadre operative
-quantità delle attività elementari (quantità di lavoro da svolgere)
-incidenza della manodopera (espressa in ore per unità di prodotto , h/mc)
- incidenza delle attrezzature (espressa in ore per unità di prodotto , h/mc)
- programmazione operativa delle attività ( programmazione delle fasi di lavoro)
Scavo sbancamento a macchina
incidenza manodopera = 0.012 h/mc incidenza attrezzature = 0,012 h/mc
Reinterro con scavo a sezione obbligata a mano e trasporto a macchina
incidenza manodopera = 6,50 h/mc incidenza attrezzature = 0,024 h/mc
Ore di lavoro totali = quantità di lavoro x incidenza

Esempio:
Quante ore sono necessarie per effettuare uno scavo di sbancamento di
200.000 mc, utilizzando una macchina con produttività di 300 mc/h =
0,0034 h/mc, avendo al massimo 1 mese di tempo?
200.000x0,0034 = 680 ore necessarie per fare lo scavo
Quanti escavatori servono?
680:152 ore lavorative mensili (in Italia) = 4,48 macchine
Con 4 macchine (4x152= 608) sarà necessario effettuare 80 ore di
straordinario
Con 5 macchine si peggiora l’incidenza del 12%