Page 1
Sistemi di Produzione II Generalità sui parametri di taglio
© 2006 Politecnico di Torino 1
Processi per asportazione – C.N.
2
Processi per asportazione – C.N.
Generalità sui parametri di taglio
La tornitura
Foratura, fresatura e rettifica
Il controllo numerico (C.N.)
Ottimizzazione del processo
Page 2
Sistemi di Produzione II Generalità sui parametri di taglio
© 2006 Politecnico di Torino 2
3
Obiettivi dell’Unità
Riconoscere le principali lavorazioni meccaniche per asportazione
Capire il significato dei parametri di taglio e la loro influenza su tempi e qualità
Vantaggi del controllo numerico e suo impiego
4
Prerequisiti per l’Unità
Nozioni elementari di geometria dei solidi
Nozioni di fisica, con particolare riguardo al moto circolare
Elementi di chimica dei materiali
Page 3
Sistemi di Produzione II Generalità sui parametri di taglio
© 2006 Politecnico di Torino 3
5
Bibliografia per l’Unità
“Sistemi di Produzione”A. Villa, G. Murari, D. AntonelliC.L.U.T. Editrice, 2004
capitolo 3 paragrafi 7 e 8
“Tecnologia Meccanica e Studi di Fabbricazione”Santochi, GiustiCasa Editrice Ambrosiana, 2000
capitoli 8, 9 e 10
6
Bibliografia per l’Unità
“Manufacturing processes for engineeringmaterials”S. KalpakjianAddison-Wesley Publishing Company, 1991
capitoli 8, 9, 13 e 14
Page 4
Sistemi di Produzione II Generalità sui parametri di taglio
© 2006 Politecnico di Torino 4
7
Obiettivi della lezione
Principi fondamentali alla base dei processi per asportazione di truciolo
Definizione dei moti di lavoro comuni a tutte le lavorazioni ad asportazione
Impiego dei diversi materiali per utensili
8
Bibliografia per la lezione
“Sistemi di Produzione”A. Villa, G. Murari, D. AntonelliC.L.U.T. Editrice, 2004
capitolo 3 paragrafo 7
“Tecnologia Meccanica e Studi di Fabbricazione”Santochi, GiustiCasa Editrice Ambrosiana, 2000
capitolo 8
Page 5
Sistemi di Produzione II Generalità sui parametri di taglio
© 2006 Politecnico di Torino 5
Generalità sui parametri di taglio
10
Generalità sui parametri di taglio
L’asportazione di truciolo
Analisi del moto di lavoro
Materiali per utensili
Page 6
Sistemi di Produzione II Generalità sui parametri di taglio
© 2006 Politecnico di Torino 6
11
Lavorazioni per asportazione di truciolo
Si ottiene il prodotto finito rimuovendo parte del materiale grezzo sotto forma di truciolo
Viene imposto un moto relativo tra il pezzo in lavorazione e l'utensile che taglia il materiale separando il truciolo dal pezzo
12
Schema del processo
Utensile
Truciolo
Pezzo
Moto
relativo
pezzo-utensile
Page 7
Sistemi di Produzione II Generalità sui parametri di taglio
© 2006 Politecnico di Torino 7
13
Schema del processo
Sovrametallo
14
Schema del processo
Sviluppo
calore
Page 8
Sistemi di Produzione II Generalità sui parametri di taglio
© 2006 Politecnico di Torino 8
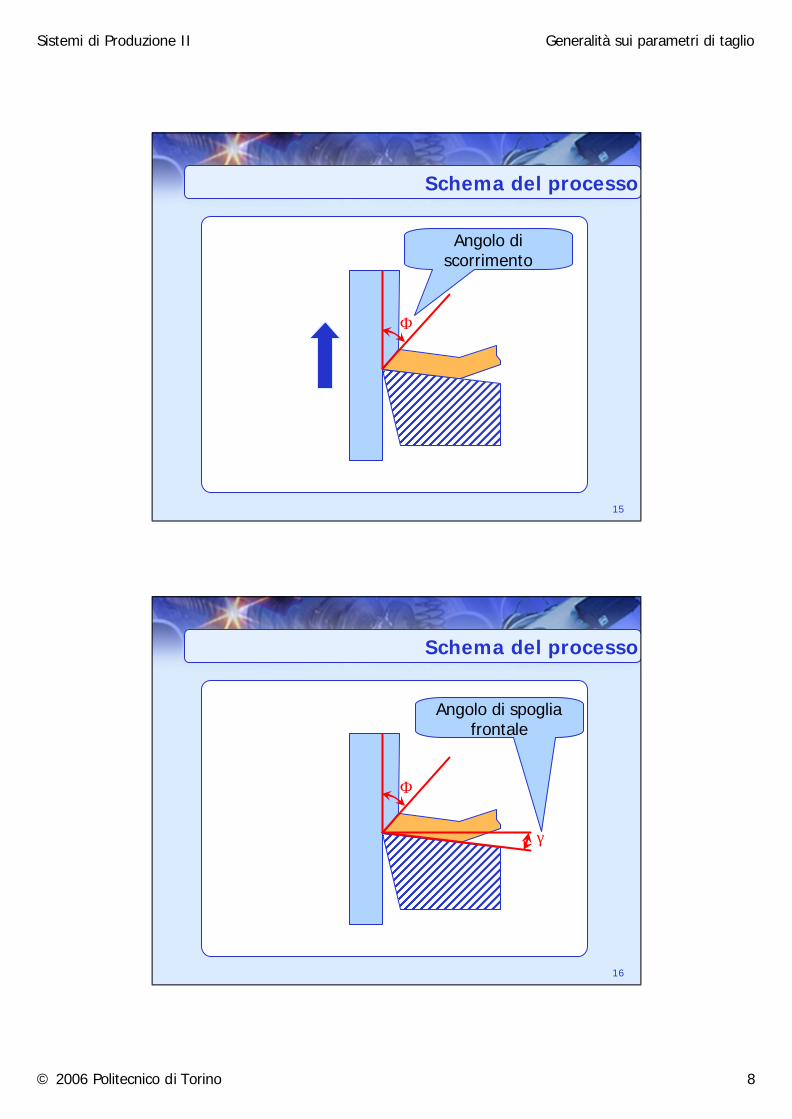
15
Schema del processo
Φ
Angolo di scorrimento
16
Schema del processo
γ
Φ
Angolo di spoglia frontale
Page 9
Sistemi di Produzione II Generalità sui parametri di taglio
© 2006 Politecnico di Torino 9
17
Schema del processo
γ
Φ
α
Angolo di spoglia dorsale
18
Schema del processo
γ
Φ
Angolo di taglio
( )γ+α−°=β 90
Page 10
Sistemi di Produzione II Generalità sui parametri di taglio
© 2006 Politecnico di Torino 10
Generalità sui parametri di taglio
20
Generalità sui parametri di taglio
L’asportazione di truciolo
Analisi del moto di lavoro
Materiali per utensili
Page 11
Sistemi di Produzione II Generalità sui parametri di taglio
© 2006 Politecnico di Torino 11
21
Moti principali delle macchine utensili
22
Il moto di taglio
Moto di taglio:rotatoriotraslatorio
Posseduto da:pezzoutensile
L
Page 12
Sistemi di Produzione II Generalità sui parametri di taglio
© 2006 Politecnico di Torino 12
23
Il moto di taglio rotatorio
nL
24
Il moto di taglio
Velocità di taglio:
D: diametro del pezzo [mm]n: velocità di rotazione [giri/min]
⋅⋅π
=minm
1000nD
v t
Page 13
Sistemi di Produzione II Generalità sui parametri di taglio
© 2006 Politecnico di Torino 13
25
Il moto di alimentazione
Traslatorio:longitudinaletrasversale
Posseduto da:pezzoutensile A
26
Moto di avanzamento longitudinale
nL
A
Page 14
Sistemi di Produzione II Generalità sui parametri di taglio
© 2006 Politecnico di Torino 14
27
Parametri caratteristici dell’alimentazione
Avanzamento per giro a [mm/giro]
Velocità di avanzamento:
⋅=minmmnav a
28
Il moto di appostamento
Profondità di passata p [mm]
P
Page 15
Sistemi di Produzione II Generalità sui parametri di taglio
© 2006 Politecnico di Torino 15
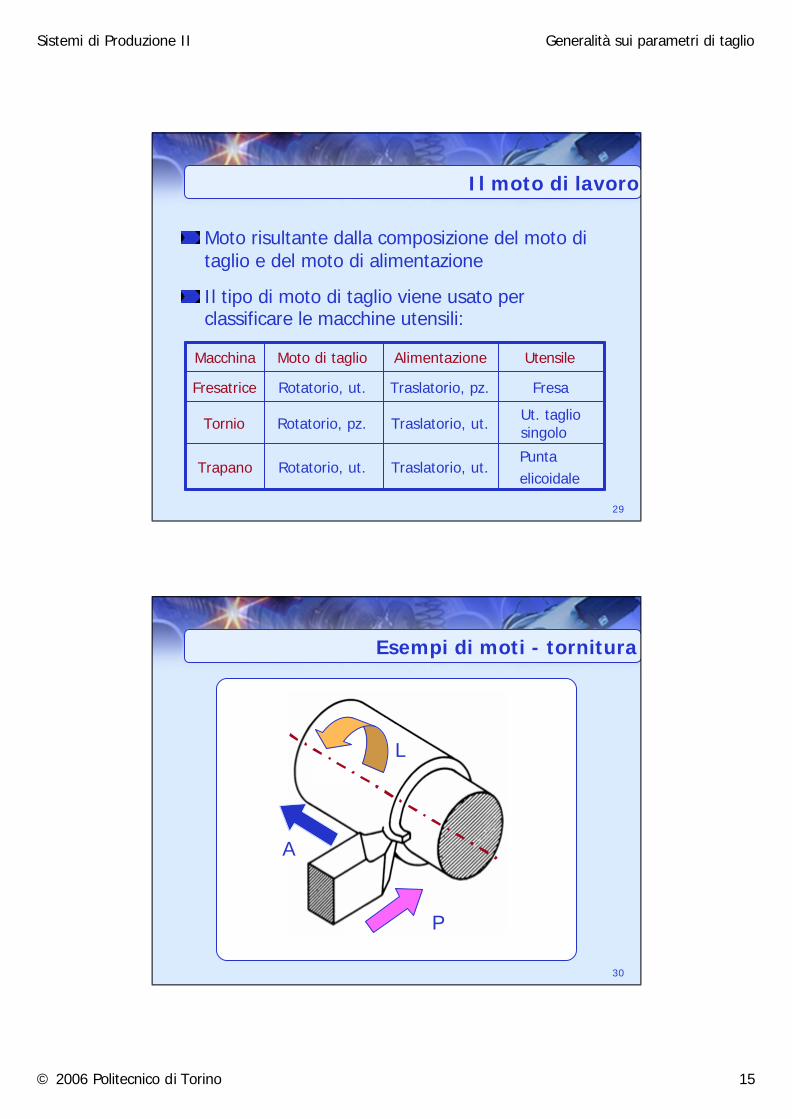
29
Puntaelicoidale
Traslatorio, ut.Rotatorio, ut.Trapano
Ut. taglio singoloTraslatorio, ut.Rotatorio, pz.Tornio
FresaTraslatorio, pz.Rotatorio, ut.Fresatrice
UtensileAlimentazioneMoto di taglioMacchina
Moto risultante dalla composizione del moto di taglio e del moto di alimentazione
Il tipo di moto di taglio viene usato per classificare le macchine utensili:
Il moto di lavoro
30
Esempi di moti - tornitura
P
A
L
Page 16
Sistemi di Produzione II Generalità sui parametri di taglio
© 2006 Politecnico di Torino 16
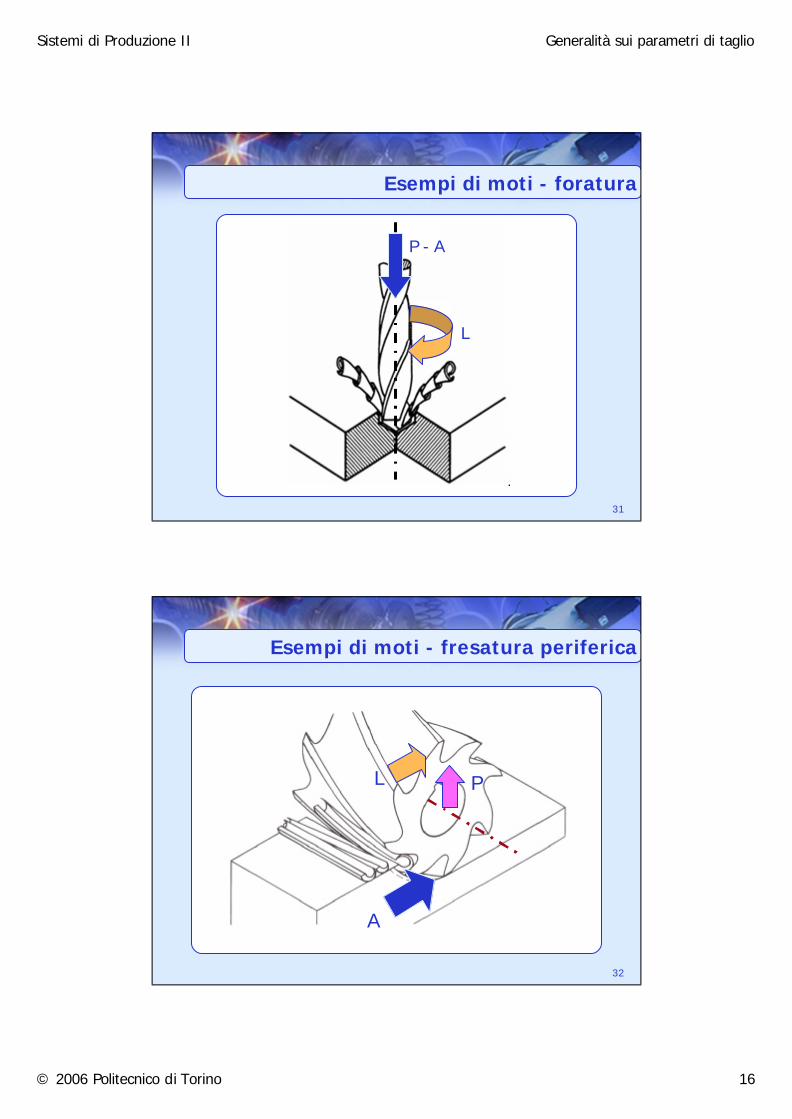
31
Esempi di moti - foratura
P - A
L
32
Esempi di moti - fresatura periferica
P
A
L
Page 17
Sistemi di Produzione II Generalità sui parametri di taglio
© 2006 Politecnico di Torino 17
Generalità sui parametri di taglio
34
Generalità sui parametri di taglio
L’asportazione di truciolo
Analisi del moto di lavoro
Materiali per utensili
Page 18
Sistemi di Produzione II Generalità sui parametri di taglio
© 2006 Politecnico di Torino 18
35
Caratteristiche fondamentali
Durezza ad alta temperatural’utensile deve avere durezza maggiore del materiale lavoratola durezza deve essere mantenuta ad alte temperatureper gli utensili si usa la prova Vickers HV
36
Caratteristiche fondamentali
Durezza ad alta temperatura
Resistenza all’ usurail materiale per utensile è tanto migliore quanto meno si usura durante lo strisciamento sul pezzo
Page 19
Sistemi di Produzione II Generalità sui parametri di taglio
© 2006 Politecnico di Torino 19
37
Caratteristiche fondamentali
Durezza ad alta temperatura
Resistenza all’ usura
Resilienzaresistenza ai piccoli urti e alle vibrazioni presenti durante il processo di lavorazione
38
Caratteristiche chimiche dell’utensile
Evitare le saldature tra utensile e pezzo a causa della elevata temperatura di lavoro
Evitare le ossidazioni
Evitare l’innesco di diffusione chimica (per esempio Carbonio nell’acciaio)
Page 20
Sistemi di Produzione II Generalità sui parametri di taglio
© 2006 Politecnico di Torino 20
39
Materiali per utensili
Acciai rapidi e superrapidileghe di acciaio con 0,8% C legato con tungsteno (18%W) e cobalto (10% Co)prestazioni scarse (Tmax = 500°C e HV = 850) ma utensili economicibuona resilienza
40
La durezza Vickers di diversi materiali
10000
5000
1000
2000
1000 2000 3000 4000 5000
Acciai rapidi
HV
Resistenzaa flessione
[MPa]
Page 21
Sistemi di Produzione II Generalità sui parametri di taglio
© 2006 Politecnico di Torino 21
41
Materiali per utensili
Acciai rapidi e superrapidi
Carburi metallici (widia)ottenuti per sinterizzazione di carburi di W, Co, Tiuso fino a 800°C con durezze HV 1300 ÷ 1800bassa resistenza agli shock termiciaffinità con l’acciaio se non rivestiti di TiC, TiN
42
La durezza Vickers di diversi materiali
10000
5000
1000
2000
1000 2000 3000 4000 5000
Acciai rapidi
Carburi metallici
HV
Resistenzaa flessione
[MPa]
Page 22
Sistemi di Produzione II Generalità sui parametri di taglio
© 2006 Politecnico di Torino 22
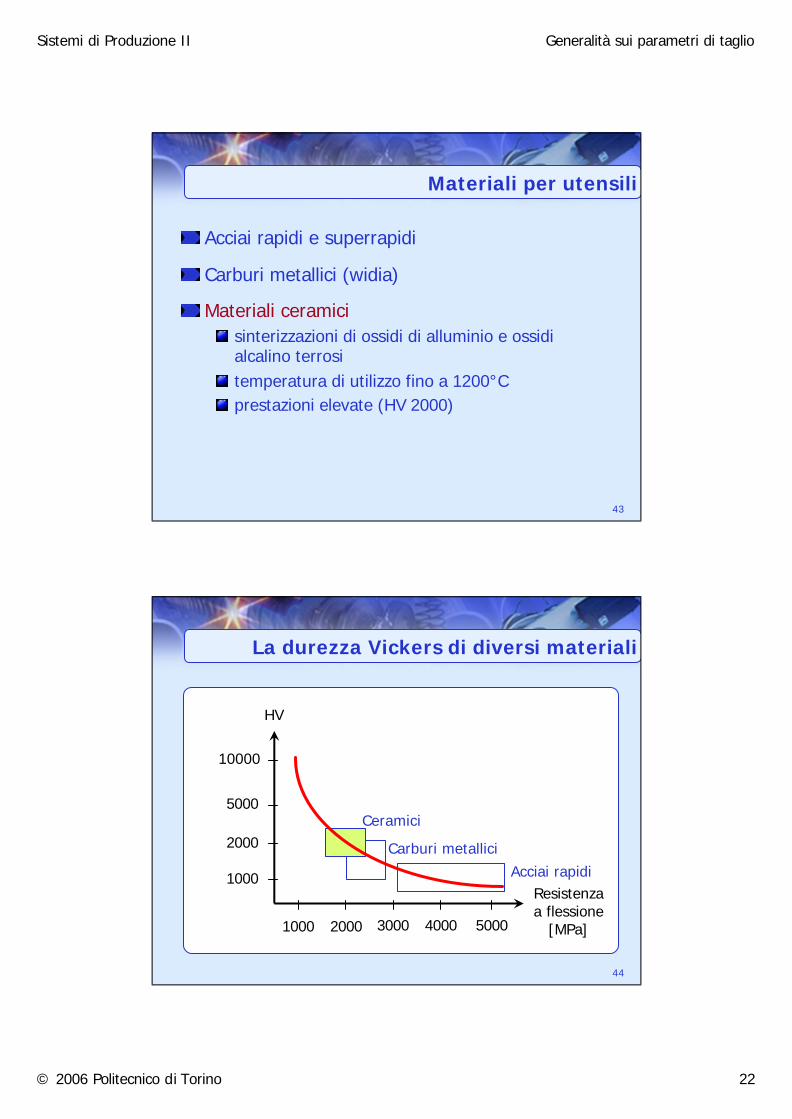
43
Materiali per utensili
Acciai rapidi e superrapidi
Carburi metallici (widia)
Materiali ceramicisinterizzazioni di ossidi di alluminio e ossidi alcalino terrositemperatura di utilizzo fino a 1200°Cprestazioni elevate (HV 2000)
44
La durezza Vickers di diversi materiali
HV
10000
5000
1000
2000
1000 2000 3000 4000 5000
Acciai rapidi
Carburi metallici
Ceramici
Resistenzaa flessione
[MPa]
Page 23
Sistemi di Produzione II Generalità sui parametri di taglio
© 2006 Politecnico di Torino 23
45
Materiali per utensili
Acciai rapidi e superrapidi
Carburi metallici (widia)
Materiali ceramici
CBN (Cubic Boron Nitrate)durezza simile al diamante con lavorazioni su qualsiasi materialeuso oltre 1200°Cmolto costosi ma in continua espansione
46
La durezza Vickers di diversi materiali
10000
5000
1000
2000
1000 2000 3000 4000 5000
Acciai rapidi
Carburi metallici
Ceramici
C.B.N.
HV
Resistenzaa flessione
[MPa]
Page 24
Sistemi di Produzione II Generalità sui parametri di taglio
© 2006 Politecnico di Torino 24
47
Materiali per utensili
Acciai rapidi e superrapidi
Carburi metallici (widia)
Materiali ceramici
CBN (Cubic Boron Nitrate)
Diamantemolto costosoinnesco di fenomeni di diffusione di C nell’acciaioutilizzato principalmente su leghe leggere
48
La durezza Vickers di diversi materiali
Resistenzaa flessione
[MPa]
10000
5000
1000
2000
1000 2000 3000 4000 5000
Acciai rapidiCarburi metallici
Ceramici
C.B.N.
Diamante
HV
Page 25
Sistemi di Produzione II Generalità sui parametri di taglio
© 2006 Politecnico di Torino 25
49
Sommario della lezione
Il processo di taglio non avviene per pura separa-zione di strati metallici ma per scorrimento plastico dei piani cristallini
Le macchine utensili sono classificate in funzione dei moti di taglio e di alimentazione
Gli utensili devono possedere le proprietà conflittuali di elevata durezza a caldo e resilienza
Domande di riepilogo