32
Sistemi di tubazioniDN da 1000 a 2000 mm con sistema di giunzione a elettrofusione integrato
Generalità ……………................................……………................................……………................................…………….........pag. 4Materia prima ……………................................……………................................……………............................................pag. 6Tubi strutturati ……………................................……………................................……………..........................................pag. 7Programma ……………................................……………................................…………….................................................pag. 8Proprietà statiche……………................................……………................................………….......................................pag. 12Struttura ……………................................……………................................……………......................................……………......pag. 13Sistemi di giunzione...................……………................................……………......................................……………......pag. 14Profili ……………........................................……………................................……………......................................……………......pag. 18Pezzi speciali ……………................................……………....................…………….........................................……………......pag. 22Pozzetti ……………................................……………................................…………….........................................……………......pag. 24Marcatura ……………................................……………................................……………....................................……………......pag. 25Posa ……………................................……………................................……………................................................……………......pag. 26Vantaggi ……………................................……………................................…………….......................................……………......pag. 28Voci di capitolato ……………....................................................……………......................................….....…………......pag. 29Applicazioni................................……………................................……………......................................………….......…......pag. 30
SYSTEM GROUP (Italia) e KRAH AG (Germania) hanno dato origine a KRAH ITALIA S.r.l., nella quale realizzano sinergie tecniche e commerciali per la produzione e distribuzione di condotte e manufatti derivati in polietilene (PE) e polipropilene (PP) costruiti con tec-nologia KRAH, capaci di superare i limiti dei materiali tradizionali.La maggiore capacità di far sistema dei prodotti consente di proporsi come nuovo standard di riferimento per il notevole miglioramento del rapporto costi-benefici.KRAH ITALIA S.r.l. opera all’interno dell’unità produttiva di CENTRALTUBI S.p.A., la quale si dedica alla promozione e vendita dei prodotti

Tubazioni, raccordi, pozzetti e pezzi speciali per sistemi interrati di scarico, adduzione, stoccaggio, trattamento in PE e PPOggi puoi pensare a condotte di grande diametro, di lunghissima durata, resistenti agli ambienti aggressivi, di facile e velocissima posa, resistenti agli interventi idrico-meccanici di manutenzione, con un elevatissimo numero di possibili soluzioni, capaci di generare sistemi completi, su misura, a perfetta tenuta fra tutti gli elementi.
L’offerta industriale su condotte di grande diametro per opere idrauliche si limita solita-mente a manufatti cementizi e, saltuariamente, a vetroresina, ghisa, gres o acciaio. Ciascuno di questi materiali presenta caratteristiche spe-cifiche ed ha, generalmente, costi maggiori (anche eccessivi) a fronte di maggiore affida-bilità. Rispetto alle suddette destinazioni d’uso essi presentano anche dei limiti (principalmen-te fragilità, pesantezza, ridotta inerzia chimica, elettrica e biologica e, per alcune, anche scarsa affidabilità di tenuta delle giunzioni) che ne limitano le aspettative di istallazione, di du-rabi l i tà ed eff ic ienza facendo propendere, più spesso, le scelte progettuali verso materia-li cementizi di costo più contenuto.
SGK Sewer
SGK Outfalls
SGK Tanks
SGK EcoTanks
SGK Special
SGK Tunnel
SGK MH
SGK Ventilation
SGK AHN
SGK Drain
SGK Silo
SGK Solid
reti di scarico interratereti di scarico subacqueeserbatoi - vasche di laminazione (volano)impianti di trattamento acque di prima pioggiasifoni - pezzi speciali - scolmatoridissabbiatori ecc.cunicoli tecnologici - attraversamentipozzi d’ispezione, di salto ecc.ventilazionecamere per nodi telecontrollatidrenaggisiloscondotte con profilo liscio solido
è il sistema di tubazioni in polietilene e polipropilene prodotto da CENTRALTUBI S.p.A. capace di fornire soluzioni definitive alla realizzazione di:
4
Tubi di PE o PPPolietilene e Polipropilene sono termoplastici con eccellenti pro-prietà per applicazioni di tubazioni per acquedotti e scarico acque e, poiché sono resistenti alla maggior parte degli agenti chimici (vedi ISO/TR 10358), sono utilizzabili anche per una vastissima gamma di contenitori di liquidi e materiali solidi, oltre che per drenaggio di per-colati da discariche R.S.U.
SaldabilitàPolietilene e Polipropilene possono essere saldati. Quindi si possono realizzare sistemi omogenei e continui, assolutamente stagni e sicuri sia contro le perdite che le inclusioni dall’esterno.
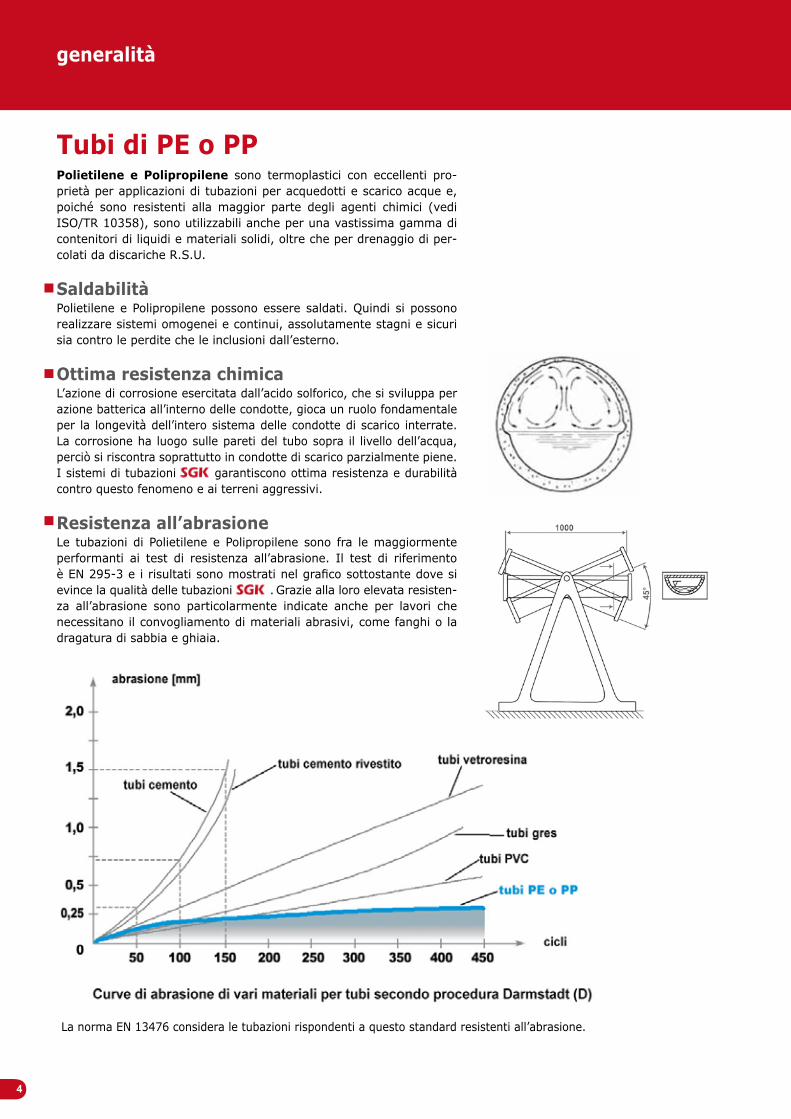
Ottima resistenza chimicaL’azione di corrosione esercitata dall’acido solforico, che si sviluppa per azione batterica all’interno delle condotte, gioca un ruolo fondamentale per la longevità dell’intero sistema delle condotte di scarico interrate. La corrosione ha luogo sulle pareti del tubo sopra il livello dell’acqua, perciò si riscontra soprattutto in condotte di scarico parzialmente piene. I sistemi di tubazioni garantiscono ottima resistenza e durabilità contro questo fenomeno e ai terreni aggressivi. Resistenza all’abrasioneLe tubazioni di Polietilene e Polipropilene sono fra le maggiormente performanti ai test di resistenza all’abrasione. Il test di riferimento è EN 295-3 e i risultati sono mostrati nel grafico sottostante dove si evince la qualità delle tubazioni . Grazie alla loro elevata resisten-za all’abrasione sono particolarmente indicate anche per lavori che necessitano il convogliamento di materiali abrasivi, come fanghi o la dragatura di sabbia e ghiaia.
La norma EN 13476 considera le tubazioni rispondenti a questo standard resistenti all’abrasione.
generalità

Resistenza agli urtiLa grande resistenza agli urti, anche alle basse temperature, che caratterizza Polietilene e Polipropilene assicura la compat-tezza e robustezza dei prodotti costruiti interamente con questi materiali. Il metodo di riferimento per la caratterizzazione della resistenza all’urto è la EN 744.
RiciclabilitàIl Polietilene e il Polipropilene sono materiali termoplastici riciclabili al 100%, caratterizzati dalla proprietà di poter essere rifusi senza che la propria struttura molecolare subisca modifiche importanti. Pertanto sono amici dell’ambiente poiché riutilizzabili per la produ-zione di manufatti nei quali sia esplicitamente consentito l’impiego.
Resistenza ai microorganismi, roditori e termitiLa superficie liscia dei tubi plastici, insieme al ridotto grado di curvatura delle pareti dei grandi diametri, non costituiscono superfici idonee ai roditori per esercitare azioni dannose con i denti. Nei paesi tradizionalmente affetti dalle termiti, non sono mai stati riscontrati loro effetti aggressivi sulle condotte di PE. PE e PP non costituiscono substrato nutriente per batteri, funghi e spore, pertanto tali materiali sono resistenti a tutte le forme di attacco microbico, come pure agli acidi solforici ed ai solfati.
Elevate caratteristiche idraulicheI diametri interni e le caratteristiche idrauliche delle tubazioni si mantengono costanti nel tempo, indipendentemente dagli spessori di parete o dai tipi di profilo, grazie alla ridottis-sima scabrezza e la bassa adesività della parete interna delle tubazioni. Il diametro nominale (DN) corrisponde all’effettivo diametro interno della tubazione, nel rispetto delle tolleranze ammesse dalle norme di riferimento.
Resistenza agli UVLe tubazioni nere di polietilene sono resistenti al degrado atmo-sferico e alle radiazioni UV grazie all’additivazione di nerofumo uniformemente disperso nella matrice polimerica. Pertanto tali tubazioni possono essere utilizzate e stoccate all’esterno senza che il materiale costituente venga danneggiato.
Massa volumica
5
generalità

Valori tipici* dei materiali utilizzati per la produzione dei tubi SGK
Massa volumica
Indice di fluidità (MFR)
Modulo elastico
Forza di snervamentoa trazione
Conducibilità termica
Coefficiente didilatazione termica
Calore specifico
ISO 1183:1987
ISO 1133
ISO 178
ISO 527
g/cm3
g/10 min
MPa
MPa
W/m K
1/K
J/kg K
0,945
0,45(190 °C – 5 kg)
1000
23
0,4
17 x 10-5
2500
0,96
0,25(190 °C – 5 kg)
1200
25
0,4
17 x 10-5
2500
0,935
0,3(230 °C – 2,16 kg)
1700
30
0,2
14 x 10-5
2000
Proprietà metodo u.d.m. PE a.d. PE 100 PP
6
materiale
MaterialeProprietàI materiali con i quali sono prodotte le tubazioni hanno le seguenti caratteristiche
* dati indicativi non utilizzabili come valori di specifica. Per tali dati riferirsi alle singole norme di riferimento.
Recentemente sono stati messi a punto Polipropileni ad alto modulo elastico capaci di elevare sensibilmente le prestazioni delle tubazioni in termini di rigidità anulare o, a parità di tale valore, di poter ridurre ulteriormente il peso.

Perché tubi strutturatiFin da quando gli uomini hanno iniziato a costruire paesi e città, il trasporto delle acque di adduzione e di scarico è diventato necessario. Naturalmente con l’andare del tempo le tubazioni guadagnarono sempre più importanza. La crescita della domanda e la continua modifica dei requisiti stimolarono la ricerca di materiali e metodi di produzione capaci di superare i limiti che le tubazioni tradizionali mostravano. Con il procedere dell’industrializzazione si cominciò a prendere in considerazione anche le materie plastiche per tali applicazioni quindi, già molti anni fa, si iniziò a produrre tubi con differenti tipi di materiale plastico usufruendo dei vantaggi che erano capaci di apportare.
CENTRALTUBI S.p.A. ha beneficiato delle proprietà e dei vantaggi delle plastiche per la produzione dei tubi (special-mente PE e PP). Con il sistema si è giunti al più moderno e ottimizzato stadio di miglioramento dei processi di produzione esistenti nel rispetto delle varie norme vigenti, i risultati di questi sviluppi sono i profili di tipo VW, PR, SP, ST e SQ.
L’obiettivo di sempre era diventare capaci di offrire al progettista, al gestore, all’installatore e al manutentore una soluzione ideale per un sistema totale di canalizzazioni, così da poter soddisfare i vari requisiti di progetto con tubazioni e raccordi in una vastissima gamma di diametri e soluzioni.
L’esperienza pratica ci ha dimostrato che è necessario porsi nella condizione di poter offrire tubi applicabili a tutte le possibili condizioni. Quindi sono stati sviluppati differenti tipi di profili di parete, combinabili su quasi tutti i tipi di dia-metro, ottimizzando di conseguenza anche i costi. Pure la flessibilità di produzione, di cui il sistema gode per la avanzata tecnologia adottata, è stata considerata per consentire al produttore una capacità di servizio al passo con le attuali esigenze di avanzamento dei cantieri.
Durante il lungo periodo di sviluppo, iniziato molti anni fa, che ha portato la tecnologia KRAH a proporsi oggi con evi-denti quanto importanti vantaggi, abbiamo sempre considerato molto importante il rispetto di tutti i requisiti richiesti dalle varie norme di riferimento nazionali e internazionali. L’elevata flessibilità e qualità dei sistemi di tubazioni consente di proporsi con prodotti interamente rispondenti alla norma DIN 16961 (Germania), EN 13476 (Europa), JIS K 6780 (Giappone), ASTM F894 (USA) e NBR 7373 (Brasile).
Utilizzando tubi strutturati si può ridurre il peso fino al 65% in confronto con un tubo a parete liscia solida con la medesima ca-pacità statica.
Un importante aspetto è il progetto del profilo di parete. Una volta venivano utilizzati spessori di parete molto elevati per conferire alle tubazioni determinate resistenze ai carichi gra-vanti. I risultati erano tubi pesanti e quindi piuttosto costosi. Per superare questi problemi sono stati sviluppati i tubi strut-turati, dove una struttura è aggiunta in maniera integrata sulla parete base. Questi profili, che sono calcolati per mezzo di uno specifico software, consentono di raggiungere elevati momenti d’inerzia, tali da consentire la resistenza ai carichi desiderata. In confronto generale, un tubo a parete liscia so-lida dello stesso materiale, con il medesimo momento d’iner-zia, sarebbe mediamene tre volte più pesante.
7
strutturati

8
Le tubazioni PE a.d. Spiralate prodotte da CENTRALTUBI S.p.A. sono certificate con mar-chio di qualità di prodotto sulla norma DIN 16961.
Programma tubazioni
Lunghezze tubiLa misura standard della lunghezza (L) delle barre dei tubi è 6 m (utili). E’ comun-que possibile produrre qualunque misura utile compresa fra 1 e 6 m. Su richiesta è possibile inviare barre di tubi già collegate (es. 12 m + bicchiere).
MaterialiIl materiale più utilizzato è il Polietilene alta densità. Gli ultimi sviluppi sui materiali plastici per condotte di scarico hanno riguardato il Polipropilene ad alto mo-dulo elastico.
Di = diametro internoL = misura lunghezza utile
programma
Tubazioni SGK
Requisiti generali reti Progettazione statica tubazioni interrate
Tubi
su richiesta
Verifiche statiche
Calcoli idraulici
Posa
Collaudo in opera
Saldatura tubi
Elettrosaldaturabicchiere
Prestazioni
EN 476 EN 1295-1-2prEN 1295-3
DIN 16961 parte 1 e 2EN 13476 (maggio 2007)
ASTM F 894NBR 7373JIS K 6780
ATV A 127Marston Spangler
EN 752ATV A110
ENV 1046
EN 1610
DVS 2207-4UNI 10520 (PE80)UNI 10967 (PE100)
specifiche costruttore
resist. chimica ISO/TR 10358resist. abrasione EN 295-3
Standard e raccomandazioni

9
Il programma prevede dimensioni da DN 1000 a 2000 mm, ma su richiesta sono producibili tutte le misure da DN 300 a 4000 mm, sia per tubazioni che per pozzetti e pezzi speciali.
Variando le altezze di costruzione delle pareti struttu-rate per conseguire differenti valori di rigidità anulare il diametro interno resta invariato, quindi con la me-desima capacità idraulica.
Dimensioni tubiMisure comuni e speciali sono prodotte su standard di diametri interni.
SPESSORE BICCHIERE Hs DN [mm] mm
300 → 12001300 → 16001700 → 2000
2500
49596975
programma
Diametri interni utili [mm]
30040050060070080090010001100120013001400150016001700180019002000210022002300240025002600270028002900
3000 ↓
Possibili Programma SGK
1000
1200
14001500160017001800
2000
2500

Spessori e tipi di profiloIn base all’applicazione, le altezze di costruzione dei tubi strutturati e gli spessori dei lisci-solidi possono essere realizzate fino ad un massimo di 280 mm.
PARETI SPESSORATE E PRINCIPALI PROFILI DI COSTRUZIONE
• tubo solido• possibilità di pareti solide spessorate fino 280 mm • liscio dentro e fuori• sistema strutturato• liscio internamente• strutturato esternamente• possibilità realizzazione tubi con rigidità oltre 200 kN/m2
• lisci internamente ed esternamente• strutturati internamente• uno o più strati di struttura
Tubazioni
proprietà profilo nome applicazioni
+
+
VW + ST
PR
SQ + SP
• esercizio in pressione• contenitori • raccordi• pezzi speciali
• scarichi• drenaggi• contenitori• ventilazione
• silos• tubi di grande diametro con elevate rigidità anulari
RIGIDITA’ ANULARE
DIN 16961
EN ISO 9969
standard di riferimento formula simbologiaE24 = modulo elastico dopo 24 h [N/mm2]IX = momento d’inerzia [mm4/mm]r = raggio interno (Di / 2) [mm]e = distanza di inerzia [mm]
EK = modulo elastico dopo 1 minuto [N/mm2]Di = diametro interno [mm]
Profili e rigiditàCon i profili strutturati è possibile raggiungere i valori di rigidità anulare necessari, di volta in volta calcolati, utilizzando tubazioni leggere. La grande varietà di geometrie e di spessori realizzabili col programma consente di ottenere un profilo dal momento d’inerzia ottimizzato per ogni specifica esigenza. La rigidità anulare del tubo è infatti il risultato di:- modulo elastico [N/mm2] circonferenziale del rispettivo materiale (PE – PP)- momento d’inerzia della geometria del profilo [mm4/mm] riferito al diametro del tubo.
Le tubazioni sono realizzabili in qualsiasi classe di rigidità anulare, ottimizzando la scelta delle stesse in base alle condizioni di carico e alle specifiche esigenze.
10
programma
CL 1 2 3 4 5 6 7
SR24 [kN/m2] 2 4 8 16 31,5 63 125
DIN 16961-2* EN ISO 9969* SN 2 4 8 16
S [kN/m2] 2 4 8 16
* La rigidità anulare SR24 della norma DIN 16961 non corrisponde alla rigidità anulare SN della EN ISO 9969 poiché i due standard utilizzano differenti metodi di misura e di calcolo.

a = distanza profilos1 - e4 = spessore parete internae5 = spessore parete interna sotto la sezione cavas4 = spessore ricoprimentoh = altezza profilo
SPESSORI MINIMI DI PARETE PER PE E PPsecondo EN 13476
300400500600800
≥ 1000
DN tubazione e4 min (s1) e5 min mm mm mm
2,02,53,03,54,55,0
1,72,33,03,54,55,0
Spiegazione del nome di profiloPR 50 - 8.50
momento d’inerzia [IX] diametro nominale del core tube all’interno del profilo (25, 32, 40, 50 o 63)tipo di profilo(PR, SQ, SP, VW, ST)
11
programma
12
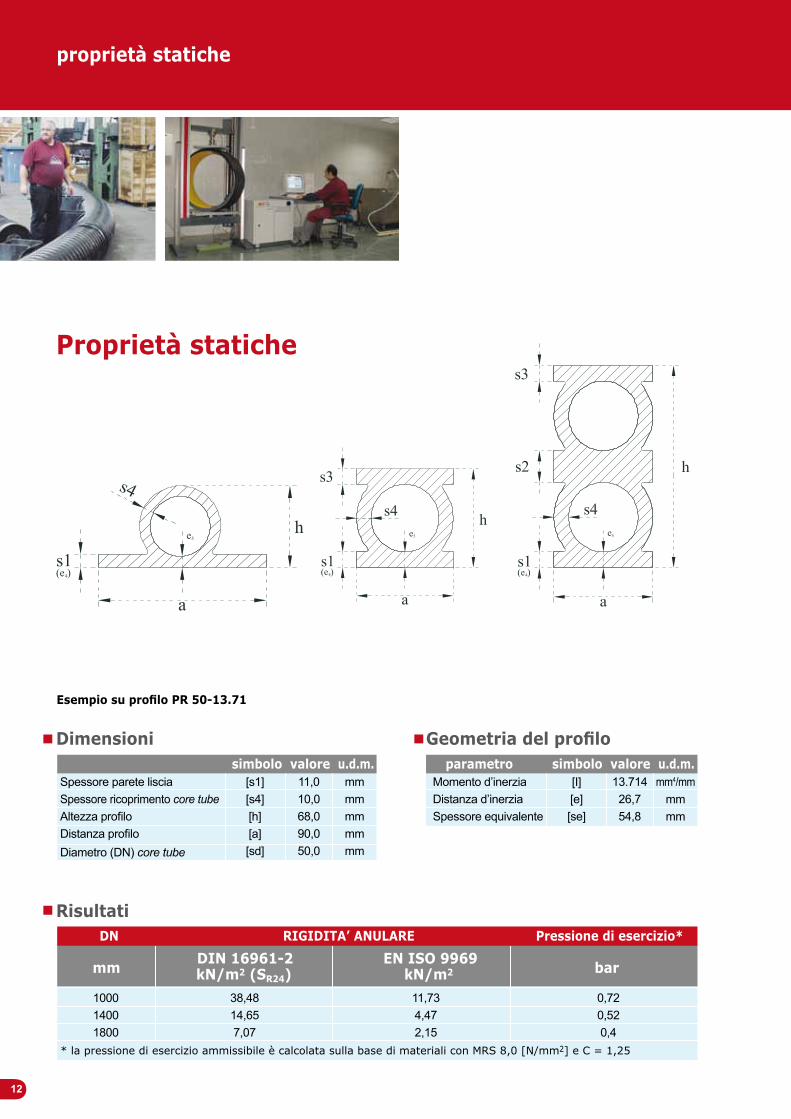
Proprietà statiche
Dimensioni
Esempio su profilo PR 50-13.71
Spessore parete lisciaSpessore ricoprimento core tubeAltezza profiloDistanza profiloDiametro (DN) core tube
simbolo valore u.d.m.[s1][s4][h][a][sd]
11,010,068,090,050,0
mmmmmmmmmm
Geometria del profilo
Momento d’inerziaDistanza d’inerziaSpessore equivalente
parametro simbolo valore u.d.m.[I][e][se]
13.71426,754,8
mm4/mmmmmm
Risultati
100014001800
mm DIN 16961-2 EN ISO 9969 bar kN/m2 (SR24) kN/m2
38,4814,657,07
11,734,472,15
0,720,520,4
* la pressione di esercizio ammissibile è calcolata sulla base di materiali con MRS 8,0 [N/mm2] e C = 1,25
proprietà statiche
DN RIGIDITA’ ANULARE Pressione di esercizio*

13
L’unione fra i vari profili avviene esattamente sotto la posizione del profilo di struttura, consentendo un sensibile aumento della resistenza a trazione sulla linea di giunzione fra le spire (EN 1979).
Possono essere prodotte varie misure di spessore della parete di scorrimento. E’ possibile ottenere anche spessori molto ridotti con una ottima stabilità e omogeneità di parete.
Struttura di profiloLa norma EN 13476-1 indica per i tubi Spiralati la possibilità di inserire un profilo di supporto fatto con materiali polimerici. Sulla base dell’esperienza maturata nei mercati da CENTRALTUBI S.p.A. e da KRAH AG sui mercati di tutto il mondo, per la costruzione dei tubi è stato scelto un profilo di supporto costituito da tubo corru-gato di Polipropilene, chiamato “core tube”, che ha i seguenti principali vantaggi:• rispondenza alle prescrizioni normative• leggerezza• compatibilità ambientale (riciclabilità)• analogo comportamento delle caratteristiche di modulo elastico del PE e del PP a medio e lungo termine• analogo comportamento delle dilatazioni termiche fra PE e PP a medio e lungo termine• analogo comportamento delle caratteristiche di creep fra PE e PP a medio e lungo termine• eliminazione dei fenomeni di rottura a medio e lungo termine delle pareti per differenza di comportamento fra PE o PP e materiali di rinforzo con rigidità molto elevate• possibilità di intervento diretto sulla condotta (tagli, innesti, produzione pezzi speciali ecc.) senza compromettere il resto della struttura (es. ossidazione dei materiali metallici)• insensibilità agli urti di movimentazione, trasporto, posa ecc. (sbucciature accidentali superficie esterna)
Sicurezza di strutturaI profili vengono avvolti a spirale su appositi mandrini, che definiscono il diametro interno della condotta.I mandrini sono dimensionati per realizzare esattamente il diametro nominale (DN/ID) dichiarato. Essi recano anche il profilo dimensionale del bicchiere sul quale si iniziano ad avvolgere le spire di materiale. Quindi il bicchiere viene costruito direttamente insieme al tubo senza soluzione di continuità con esso, formando un tutt’uno compatto che migliora anche la resistenza agli urti accidentali.
≤375400 ≤ DN ≤ 560600 ≤ DN ≤ 710
≥ 800
Resistenza minima a trazione sulla linea di giunzionesecondo EN 13479
3805107601020
DN [mm] Sforzo di trazione minimo [N]
struttura
Sopra un esempio di realiz-zazione allaccio in condotta su tubi con guarnizio-ne d’innesto.

14
Sistemi di giunzioneTutte le condotte possono essere realizzate con differenti sistemi di giunzione. Le estremità “bicchiere” e “codolo” sono integrate, ovverosia costruite sulla estremità della barra di tubo senza soluzione di continuità.
Sistema a elettrofusione integratoLa saldatura di tubi e raccordi plastici mediante metodo a elettrofusione sono comuni e molto diffusi sul mercato da molto tempo, soprattutto perché questa tecnica è vantaggio-sa, semplice e sicura.Le tubazioni utilizzano tale tecnica anche per condotte di grande diametro. Una spira di ottone integrata nel bicchiere di giunzione è riscaldata con l’ausilio di un’apposita macchina saldatrice quando l’estremità maschio è inserita a dimora nel bicchiere stesso. Con questo veloce metodo di giunzione è possibile eseguire una rapidissima installazione degli elemen-ti. Escludendo problemi particolari e con l’utilizzo di una sola macchina saldatrice è possibile realizzare anche 12 giunzioni ad elettrofusione con il DN 1200 mm in 8 ore di lavoro. La re-gistrazione delle operazioni di saldatura, necessaria per l’as-sicurazione di qualità, è semplice e sicura con l’utilizzo delle specifiche attrezzature fornite da CENTRALTUBI S.p.A. Tempi di saldatura dipendenti dal diametro del tubo.
sistemi di giunzione
15
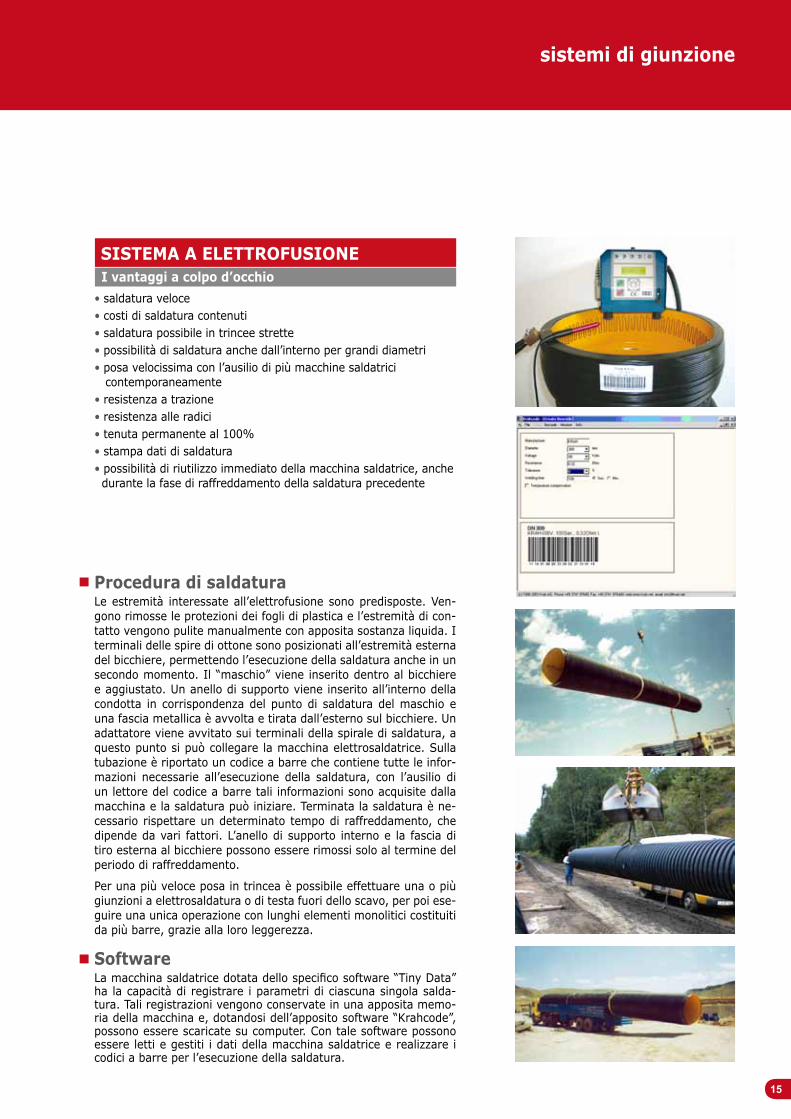
SISTEMA A ELETTROFUSIONEI vantaggi a colpo d’occhio
• saldatura veloce• costi di saldatura contenuti• saldatura possibile in trincee strette• possibilità di saldatura anche dall’interno per grandi diametri• posa velocissima con l’ausilio di più macchine saldatrici contemporaneamente• resistenza a trazione• resistenza alle radici• tenuta permanente al 100%• stampa dati di saldatura• possibilità di riutilizzo immediato della macchina saldatrice, anche durante la fase di raffreddamento della saldatura precedente
Procedura di saldaturaLe estremità interessate all’elettrofusione sono predisposte. Ven-gono rimosse le protezioni dei fogli di plastica e l’estremità di con-tatto vengono pulite manualmente con apposita sostanza liquida. I terminali delle spire di ottone sono posizionati all’estremità esterna del bicchiere, permettendo l’esecuzione della saldatura anche in un secondo momento. Il “maschio” viene inserito dentro al bicchiere e aggiustato. Un anello di supporto viene inserito all’interno della condotta in corrispondenza del punto di saldatura del maschio e una fascia metallica è avvolta e tirata dall’esterno sul bicchiere. Un adattatore viene avvitato sui terminali della spirale di saldatura, a questo punto si può collegare la macchina elettrosaldatrice. Sulla tubazione è riportato un codice a barre che contiene tutte le infor-mazioni necessarie all’esecuzione della saldatura, con l’ausilio di un lettore del codice a barre tali informazioni sono acquisite dalla macchina e la saldatura può iniziare. Terminata la saldatura è ne-cessario rispettare un determinato tempo di raffreddamento, che dipende da vari fattori. L’anello di supporto interno e la fascia di tiro esterna al bicchiere possono essere rimossi solo al termine del periodo di raffreddamento.
Per una più veloce posa in trincea è possibile effettuare una o più giunzioni a elettrosaldatura o di testa fuori dello scavo, per poi ese-guire una unica operazione con lunghi elementi monolitici costituiti da più barre, grazie alla loro leggerezza.
SoftwareLa macchina saldatrice dotata dello specifico software “Tiny Data” ha la capacità di registrare i parametri di ciascuna singola salda-tura. Tali registrazioni vengono conservate in una apposita memo-ria della macchina e, dotandosi dell’apposito software “Krahcode”, possono essere scaricate su computer. Con tale software possono essere letti e gestiti i dati della macchina saldatrice e realizzare i codici a barre per l’esecuzione della saldatura.
sistemi di giunzione

Altri sistemi di giunzioneIn aggiunta alla tecnologia di giunzione a elettrofusione, le tubazioni possono essere prodotte anche con altri diffe-renti sistemi:
Saldatura per estrusione a VTubi e raccordi sono uniti per estrusione realizzata per mezzo di un estrusore manuale. L’estremità esterne dei punti di contatto sono sagomate in modo da generare una linea a V. Normal-mente non viene utilizzata la giunzione bicchiere-maschio. La saldatura viene effettuata in accordo alla norma DVS 2207–4.
Saldatura per estrusionePer tubi e raccordi che devono essere collegati con sistema a maschio nel bicchiere, le due estremità vengono saldate con estrusore manuale sia internamente che esternamente ai punti di giunzione. Questo metodo di giunzione può essere applicato anche ad una sola delle due parti (interna o esterna). Questo tipo di giunzione può essere valido anche per condotte con esercizio in leggera pressione e per pozzetti. La saldatura vie-ne effettuata in accordo alla norma DVS 2207–4.
Saldatura di testaTubi e raccordi sono uniti per mezzo di una macchina con ter-moelemento di fusione in battuta. L’estremità di tubi e raccordi sono saldate testa-testa. Questo tipo di tecnica è consigliata per tubi e raccordi con massimo spessore di parete di contatto di 150 mm nella gamma di diametri compresa fra DN 300 e 2500 mm. La saldatura viene effettuata in accordo alla norma UNI 10520 (PE80), UNI 10967 (PE100) e/o DVS 2207–1.
16
sistemi di giunzione

17
Giunzione flangiataLe estremità dei tubi e dei raccordi sono collegate per mezzo di una flangia di acciaio e di una guarnizione. In base al tipo di tubazione da collegare le cartelle sono costruite insieme al tubo direttamente sull’estremità della barra, oppure possono essere consegnate come raccordo a se stante. Questo tipo di giunzio-ne è utilizzata soprattutto per opere di scarico subacqueo o per collegamento di elementi formanti vasche o volumi di accumulo più in generale. Uno dei grandi vantaggi di questo tipo di giun-zione è la possibilità e facilità di smontaggio.
Giunzione con guarnizioneQuesto tipo di giunzione è fra le più diffuse per la semplicità e velocità di esecuzione. Le tubazioni con sistema di giunzione a guarnizione, presentano sull’estremità maschio della barra due apposite sedi sagomate, che consentono l’alloggiamento di una guarnizione per sede. Per tale tipo di giunzione viene sempre for-nita una guarnizione, la quale deve essere posizionata per il cor-retto verso (vedi fig. sotto “giunzione a guarnizione”) sulla sede più prossima alla punta del maschio solido, poi si applicano ap-positi scivolanti sia sulla superficie interna del bicchiere che sulla guarnizione per favorire l’inserimento del maschio fino a battuta. In caso di utilizzo della seconda guarnizione, optional aggiuntivo da richiedersi separatamente all’acquisto, questa viene inserita per prima attenendosi alla medesima procedura sopra descritta. Ciascuna guarnizione è costruita in accordo alla norma EN 681-1.
NoteLa qualità di un sistema completo di tubazioni dipende dall’assenza di perdite fra tutti i suoi componenti. La parte che può determinare la mancanza di tenuta in un sistema di tubazioni è solitamente il punto di giunzione. Quindi è importante va-lutare il corretto sistema di giunzione per effettuare una scelta definitiva. La giunzione ad elettrofusione costituisce senza dubbio il sistema preferito per realizzare sistemi omogenei e monolitici in economia, con semplicità e velocità di posa.
sistemi di giunzione
giunzione a guarnizione
giunzione a elettrosaldatura

18
Il programma di profili che CENTRALTUBI S.p.A. è in grado di offrire ad oggi è il seguente:
Profilo tipo PRQuesto profilo è costruito con processo di avvolgimento a caldo. È caratterizzato da parete liscia interna e strutturata esterna-mente (tipo B secondo EN 13476). I principali campi di applica-zione di per questi tipi di profili sono le reti di scarico per acque bianche, miste e nere, drenaggi, ventilazione ecc.Con questo tipo di profilo sono disponibili 70 possibilità di com-binazioni standard, di seguito sono presentati alcuni esempi:
Programma profili
Ix = momento d’inerzia e = distanza d’inerzia se = spessore solido equivalente
profili
PR 25 - 00.49PR 25 - 00.6PR 32 - 00.85PR 32 - 01.48PR 32 - 01.98PR 40 - 01.44PR 40 - 02.3PR 40 - 03.01PR 40 - 04.08PR 50 - 03.6PR 50 - 04.1PR 50 - 04.65PR 50 - 08.53PR 50 - 13.71PR 63 - 07.61PR 63 - 08.47PR 63 - 09.37PR 63 - 10.42PR 63 - 11.26PR 63 - 12.5PR 63 - 13.28PR 63 - 15.42PR 63 - 17.7PR 63 - 17.71PR 63 - 19.58PR 63 - 22.24PR 63 - 22.71PR 63 - 25.61PR 63 - 26.13PR 63 - 27.21PR 63 - 30.46
n. mm4/mm mm mm mm PROFILO IX e se altezza profilo
486,0604848
1.4841.9751.4452.2963.0084.0773.5974.0964.6518.53013.7147.6068.4759.37410.42411.26212.50313.27615.42217.07517.70519.58022.24022.70725.60826.13327.20830.458
7,28,29,111,712,911,513,915,317,216,717,918,122,926,722,223,623,725,125,026,526,327,529,128,730,331,531,131,1332,832,836,4
31313739414446485056565862687171737375757779798181838588868790
18,019,321,726,128,725,930,233
36,635,136,638,246,854,845
46,748,350,051,353,154,257,059,059,761,764,464,867,567,968,971,5

19
SQ1 32-007.85SQ1 32-019.36SQ1 50-016.60SQ1 50-026.09SQ1 50-034.200SQ2 32-034.75SQ2 32-044.45SQ2 32-054.38SQ2 32-055.17SQ2 50-081.69SQ2 50-136SQ3 32-092.86SQ3 32-132.57SQ3 32-157SQ3 50-230.42SQ3 50-297.48SQ3 50-341
7.77319.17916.60326.09334.20034.42544.04453.87554.65781.68713.57992.00413.13415.54123.04129.74734.128
22,731,932,339,940,741,346,150,446,658,567,460,069,669,984,693,593,8
486362727785909595114129123133138166176181
Profili tipo SQQuesto profilo è caratterizzato da pareti lisce internamente ed esternamente (tipo A2 secondo EN 13476), con all’interno strutture a uno (SQ1) o più strati (SQ2 – SQ3). Questo tipo di profilo mantiene una elevatissima rigidità a lungo termine ed è prodotto per rigidità anulari elevate e grandi diametri. La pare-te esterna liscia agevola la saldabilità manuale fra gli elementi, consentendo quindi di poterlo utilizzare per la realizzazione di vari pezzi speciali, pozzetti ecc.Con questi profili sono disponibili un numero elevatissimo di possibilità di combinazioni, di seguito sono presentati alcuni esempi:
Ix = momento d’inerzia e = distanza d’inerzia se = spessore solido equivalente
PROFILO tipo IX e sesu richiesta
45,461,358,467,974,374,580,986,586,999,3117,7103,4116,4123,1140,4152,8160,0
profili
PROFILO IX e se altezza profilo n. mm4/mm mm mm
n. mm4/mm mm mm su richiesta - - -
Profilo tipo SPQualora un profilo standard non dovesse essere sufficiente a causa degli effetti di vari carichi gravanti, la tecnologia di pro-duzione dei tubi è in grado di combinare diversi tipi di profili per ottenere i requisiti richiesti. Ad esempio si può aggiungere un profilo PR ad un profilato SQ o ad un tubo solido, senza problemi. Con questa tecnica si possono quindi sommare sta-ticamente i due profili per produrre tubazioni più rigide, inoltre l’aggiunta di un profilo esterno PR su superfici lisce può age-volare l’ancoraggio nel terreno, condizione vantaggiosa per le deformazioni assiali da allungamento.
Ix = momento d’inerzia e = distanza d’inerzia se = spessore solido equivalente

Questo tipo di tubazione ha la parete interna perfettamente liscia e quella esterna lievemente disuguale. I tubi sono prodotti omogeneamente e sono temperati, ciò significa che non ci sono tensioni residue.
Calcoli base per le tubazioni a parete solida:
W = massa [kg/m]Di = diametro interno [mm]s = spessore parete solida [mm]ρ = densità specifica [kg/dm3]
Tubi a parete solida
Masse volumiche dei termoplasticiPE ρ = 0,95 [kg/dm3]PPH ρ = 0,935 [kg/dm3]
Calcolo tubi solidi
20
profili
Ix = momento d’inerzia e = distanza d’inerzia
Peso unitario
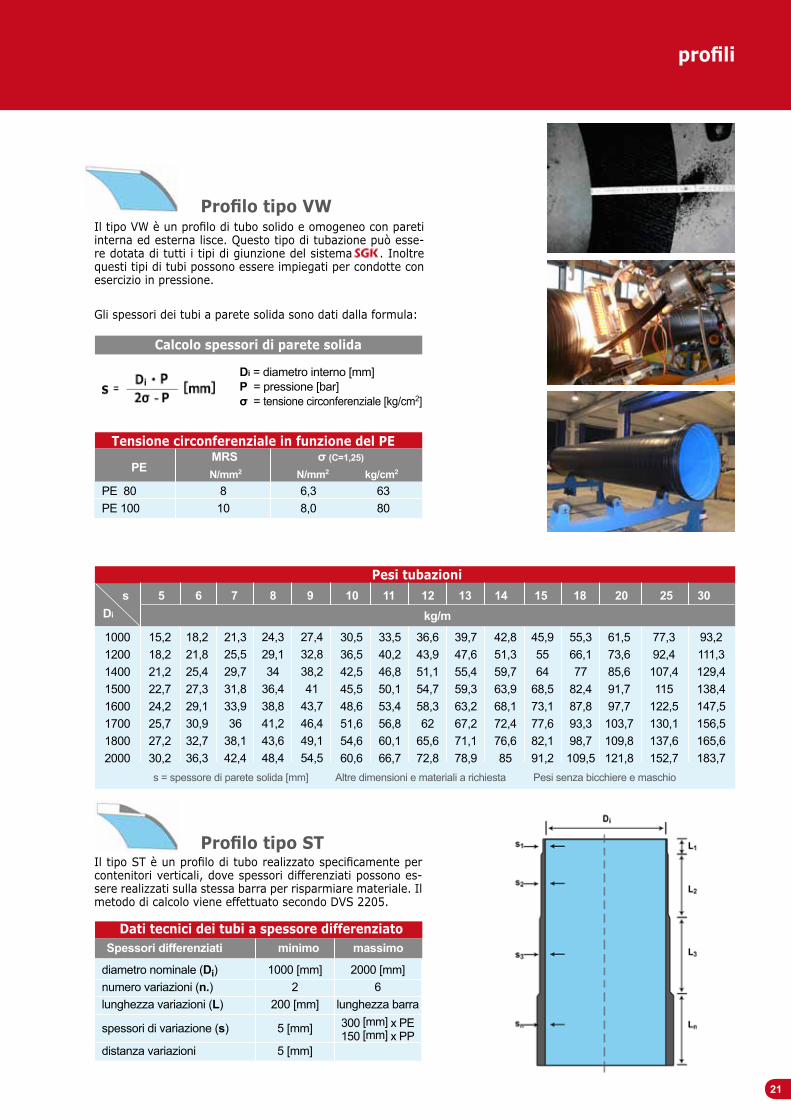
Profilo tipo VWIl tipo VW è un profilo di tubo solido e omogeneo con pareti interna ed esterna lisce. Questo tipo di tubazione può esse-re dotata di tutti i tipi di giunzione del sistema . Inoltre questi tipi di tubi possono essere impiegati per condotte con esercizio in pressione.
Gli spessori dei tubi a parete solida sono dati dalla formula:
Profilo tipo STIl tipo ST è un profilo di tubo realizzato specificamente per contenitori verticali, dove spessori differenziati possono es-sere realizzati sulla stessa barra per risparmiare materiale. Il metodo di calcolo viene effettuato secondo DVS 2205.
PE 80PE 100
Calcolo spessori di parete solida
Di = diametro interno [mm]P = pressione [bar] σ = tensione circonferenziale [kg/cm2]
PE
MRS σ (C=1,25)
N/mm2 N/mm2 kg/cm2
810
6,38,0
6380
Pesi tubazioni s 5 6 7 8 9 10 11 12 13 14 15 18 20 25 30
Di
10001200140015001600170018002000
15,218,221,222,724,225,727,230,2
18,221,825,427,329,130,932,736,3
21,325,529,731,833,936
38,142,4
24,329,134
36,438,841,243,648,4
27,432,838,241
43,746,449,154,5
30,536,542,545,548,651,654,660,6
33,540,246,850,153,456,860,166,7
36,643,951,154,758,362
65,672,8
39,747,655,459,363,267,271,178,9
42,851,359,763,968,172,476,685
45,95564
68,573,177,682,191,2
55,366,177
82,487,893,398,7109,5
61,573,685,691,797,7103,7109,8121,8
77,392,4107,4115
122,5130,1137,6152,7
93,2111,3129,4138,4147,5156,5165,6183,7
kg/m
diametro nominale (Di)numero variazioni (n.)lunghezza variazioni (L)
spessori di variazione (s)
distanza variazioni
Dati tecnici dei tubi a spessore differenziato Spessori differenziati minimo massimo
s = spessore di parete solida [mm] Altre dimensioni e materiali a richiesta Pesi senza bicchiere e maschio
1000 [mm]2
200 [mm]
5 [mm]
5 [mm]
2000 [mm]6
lunghezza barra300 [mm] x PE150 [mm] x PP
Tensione circonferenziale in funzione del PE
21
profili
22
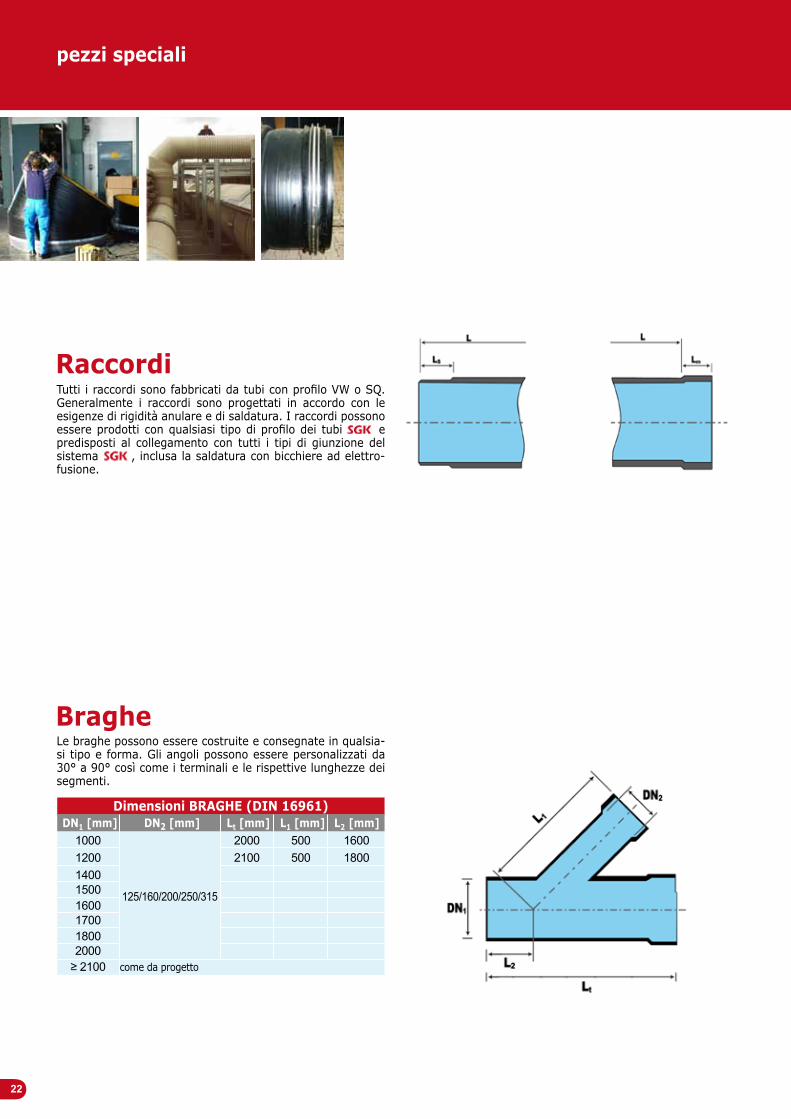
Le braghe possono essere costruite e consegnate in qualsia-si tipo e forma. Gli angoli possono essere personalizzati da 30° a 90° così come i terminali e le rispettive lunghezze dei segmenti.
Braghe
Tutti i raccordi sono fabbricati da tubi con profilo VW o SQ. Generalmente i raccordi sono progettati in accordo con le esigenze di rigidità anulare e di saldatura. I raccordi possono essere prodotti con qualsiasi tipo di profilo dei tubi e predisposti al collegamento con tutti i tipi di giunzione del sistema , inclusa la saldatura con bicchiere ad elettro-fusione.
Raccordi
10001200140015001600170018002000
≥ 2100
Dimensioni BRAGHE (DIN 16961)
20002100
500500
16001800
125/160/200/250/315
come da progetto
pezzi speciali
DN1 [mm] DN2 [mm] Lt [mm] L1 [mm] L2 [mm]
23
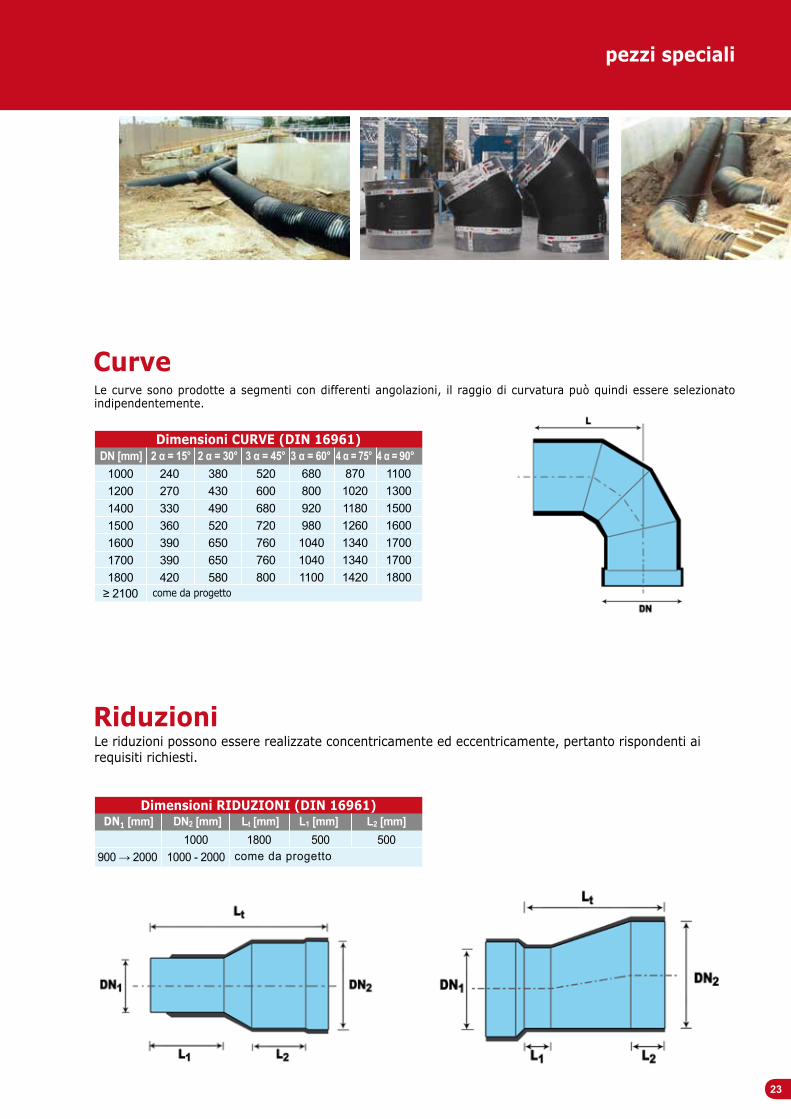
Le curve sono prodotte a segmenti con differenti angolazioni, il raggio di curvatura può quindi essere selezionato indipendentemente.
Curve
Le riduzioni possono essere realizzate concentricamente ed eccentricamente, pertanto rispondenti ai requisiti richiesti.
Riduzioni
1000120014001500160017001800
≥ 2100
Dimensioni CURVE (DIN 16961) DN [mm] 2 α = 15° 2 α = 30° 3 α = 45° 3 α = 60° 4 α = 75° 4 α = 90°
come da progetto
240270330360390390420
380430490520650650580
520600680720760760800
680800920980104010401100
870102011801260134013401420
1100130015001600170017001800
900 → 2000
Dimensioni RIDUZIONI (DIN 16961) DN1 [mm] DN2 [mm] Lt [mm] L1 [mm] L2 [mm]
10001000 - 2000
1800 come da progetto
500
pezzi speciali
500

24
I pozzetti sono una parte importante della rete. L’omogeneità di caratteri-stiche dei pozzetti con quelle della condotta determinano una più elevata capacità di far sistema, quindi una maggiore efficienza della rete e minori interventi di manutenzione. Il programma dei pozzi MH prevede, oltre a quelli d’ispezione in linea, anche la possibilità d’installazione sui punti di curvatura della condotta, sulle riduzioni o anche sulle braghe. I pozzetti MH sono realizzati col medesimo materiale dei tubi e sono collegati con tutte le possibili tecniche previste per il programma . Per la loro realizzazione sono solitamente impiegati profili esternamente lisci (VW o SQ).
Pozzetti
pozzetti

25
marcatura
La marcatura è un requisito importante e previsto dalle norme di costruzione e collaudo delle tubazioni. Consente la rintracciabilità del produttore e della produzione, pertanto è parte integrante del sistema di qualità di produzione della azienda che lo costruisce. Le tubazioni sono marcate esternamente sulla circonferenza durante la produzione della tubazione, con frequenza superiore a quella minima consentita dalle norme, consentendo una migliore rintracciabilità del prodotto in qualsiasi posizione esso si trovi.
Le tubazioni soddisfano tutti i requisiti minimi di marcatura previsti dalle suddette norme.
esempio di marcatura per tubo DN 1200 mm
Marcatura
almeno una volta su ogni tubo
Frequenza della marcaturaDIN 16961 EN 13476
marcatura ad intervalli massimi di 2 m almeno una volta per tubo
numero della norma
dimensione nominale
diametro interno del tubonome del fabbricante e/o marchioclasse di rigidità
materiale
MFR (gruppo)
anno di produzione
Requisiti minimi di marcatura DIN 16961 EN 13476
numero della normadimensione nominalediametro interno del tubonome del fabbricante e/o marchio
classe di rigiditàflessibilità anularemateriale
codice d’applicazione d’areaanno e mese di produzione
DIN 16961-2EN 13476
DN ID1200
CENTRALTUBI SGKCL 3SN 2RF30
PE HD005U
GG MM AA
Marcatura addizionaleTubi e raccordi che si conformano a più norme, possono essere marcati con gli elementi previsti da tutte le norme considerate. Possono essere aggiun-te pure altre informazioni, come ad esempio eventuali marchi di qualità di prodotto.
Le tubazioni sono prodotte di colore nero. Generalmente i prodotti hanno la parete interna colorata (azzurro per PE, giallo ocra per PP) per consentire una migliore ispezionabilità visiva e con telecamere, agevolando il lavoro del manutentore. Su richiesta sono possibili colori personalizzati, sia della parete interna che di quella esterna.
Colore parete interna

26
posa
Le tecniche di posa delle tubazioni del programma sono le medesime di quelle prescritte per le tubazio-ni di tipo flessibile in generale. Occorre sempre ricondursi a standard, raccomandazioni e codici nazionali o internazionali. Una valida guida viene ritenuta la norma ENV 1046: “Sistemi di adduzione d’acqua e scarichi fognari all’esterno dei fabbricati – Raccomandazioni per installazione interrata e fuori terra”. Tale standard classifica i terreni per il rinterro e la compattazione e definisce le corrette modalità d’installazione.
I tubi costruiti in PE e PP hanno considerevoli vantaggi rispetto altri materiali come cemento, acciaio, ghisa ecc. Uno di questi vantaggi è la elevata flessibilità. In aree soggette a terremoti o assestamenti di sensibile entità, i tubi hanno un comportamento notevolmente migliore rispetto quelli costruiti con altri materiali. Il comportamento elastico, tipico dei tubi in materiale plastico, consente l’esercizio della rete anche in caso di deformazioni a differenza invece di quelli rigidi che non possono subire deformazioni orizzontali o verticali senza che il tubo venga danneggiato.
Alla caratteristica di flessibilità i tubi uniscono una elevata capacità di sopportare carichi, per cui sono idonei anche per applicazioni stradali, autostra-dali, ferroviarie ecc.
L’azione del terreno e dei carichi sul tubo dipendono dal tipo di trincea e dalla rigidità relativa del tubo rispetto al terre-no. I tubi tendono a deformarsi trasferendo al terreno circostante parte delle sollecitazioni trasmesse. L’ovalizzazione si arresta quando l’area intorno alla tubazione si assesta, impedendo di fatto la progressione della deformazione.
Posa
Principio
Comportamento tipico delle condotte interrate di tipo flessibile, relativo alla qualità della com-pattazione degli inerti di rinterro. Quando un tubo flessibile viene caricato esso si deflette e va a comprimere il materia-le circostante. Questo genera a sua volta una reazione che contrasta la deflessione del tubo.
Trasmissione dei carichisu tubi flessibili.
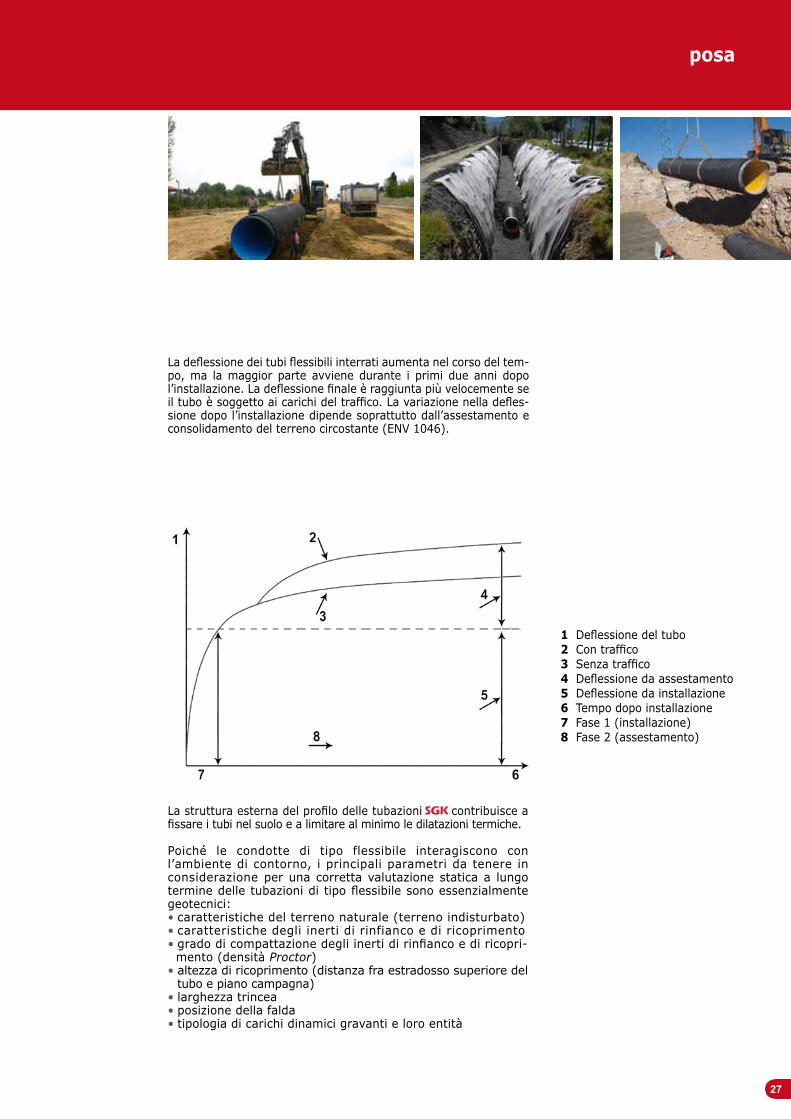
La deflessione dei tubi flessibili interrati aumenta nel corso del tem-po, ma la maggior parte avviene durante i primi due anni dopo l’installazione. La deflessione finale è raggiunta più velocemente se il tubo è soggetto ai carichi del traffico. La variazione nella defles-sione dopo l’installazione dipende soprattutto dall’assestamento e consolidamento del terreno circostante (ENV 1046).
La struttura esterna del profilo delle tubazioni contribuisce a fissare i tubi nel suolo e a limitare al minimo le dilatazioni termiche.
Poiché le condotte di tipo flessibile interagiscono con l’ambiente di contorno, i principali parametri da tenere in considerazione per una corretta valutazione statica a lungo termine delle tubazioni di tipo flessibile sono essenzialmente geotecnici:• caratteristiche del terreno naturale (terreno indisturbato)• caratteristiche degli inerti di rinfianco e di ricoprimento• grado di compattazione degli inerti di rinfianco e di ricopri- mento (densità Proctor)• altezza di ricoprimento (distanza fra estradosso superiore del tubo e piano campagna)• larghezza trincea• posizione della falda• tipologia di carichi dinamici gravanti e loro entità
27
1 Deflessione del tubo2 Con traffico3 Senza traffico4 Deflessione da assestamento5 Deflessione da installazione6 Tempo dopo installazione7 Fase 1 (installazione)8 Fase 2 (assestamento)
posa

vantaggi
DurabilitàCosti d’investimento ridotti e aspettative di vita in esercizio di almeno 100 anni riducono i costi operativiRisparmio di tempoConsiderevoli risparmi di tempo nella posa possono essere conseguiti per la lunghezza e leggerezza delle barre, nonché per i pozzi e pezzi speciali preformati di facile e veloce installazioneManutenzioneLe pareti interne lisce, la compattezza e l’elevata inerzia elettrica, chimica e biologica riducono considerevolmente i costi di pulizia e manutenzioneIdraulicaPer le elevate caratteristiche idrauliche, possono essere utilizzate tubazioni di diametro ridotto rispetto alle tubazioni tradizionaliImpermeabilità100% di tenuta delle giunzioni: eliminazione infiltrazioni, perdite e invasione delle radici con le giunzioni saldateLunghezzeLa lunghezza standard di 6 m delle barre riduce notevolmente il numero delle giunzioniSicurezzaLeggerezza, minor numero di giunzioni e pezzi speciali preformati riducono considerevolmente la permanenza degli operatori dentro allo scavo, aumentando la sicurezza e riducendone i relativi costi
Vantaggi del sistema
28
29
voce di capitolato
Voce di capitolatoCONDOTTE DI POLIETILENE ALTA DENSITA’ (PE a.d.)CON PROFILO DI PARETE STRUTTURATOTIPO SPIRALATOPER RETI DI SCARICO INTERRATEFornitura e posa in opera di tubazione di polietilene alta densità (PE a.d.) per condotte di scarico interrate non in pressione con profilo di parete strutturato di tipo Spiralato, in tutto conforme alla norma DIN 16961 costruita da ditta in possesso della certificazione di Qualità Aziendale secondo UNI EN ISO 9001/2000. Il profilo di parete dovrà essere internamente liscio e colorato per consentire una migliore ispezionabilità visiva o con telecamere, esternamente la struttura dovrà essere idonea a garantire il momento d’inerzia necessario per ottenere la rigidità anulare prevista. Le barre dovranno riportare sulla superficie esterna la marcatura indicata dalla norma di riferimento; le giunzioni degli elementi saranno eseguite a mezzo di apposito bicchiere di polietilene costruito per avvolgimento continuo su mandrino senza soluzione di continuità con il tubo e dotato di apposita resistenza interna per la realizzazione dell’elettrofusione con il maschio dell’elemento successivo.La rigidità anulare sarà pari a SN ____*(____* kN/m2), misurata secondo EN ISO 9969.La flessibilità anulare dovrà essere verificata secondo metodo EN 1446 con deformazione pari al 30% del diametro esterno della tubazione (RF30 da riportare in marcatura).La resistenza all’abrasione del materiale utilizzato dovrà essere verificata secondo EN 295-3.La resistenza minima a trazione sulla linea di giunzione fra le spire sarà superiore a 1020 N quando verificatasecondo metodo EN 1979.
* SN2 (2kN/m²) - SN4 (4kN/m²)
NB: è possibile prescrivere altri tipi di giunzione (bicchiere e guarnizione, saldatura di testa, saldatura di riporto, etc).

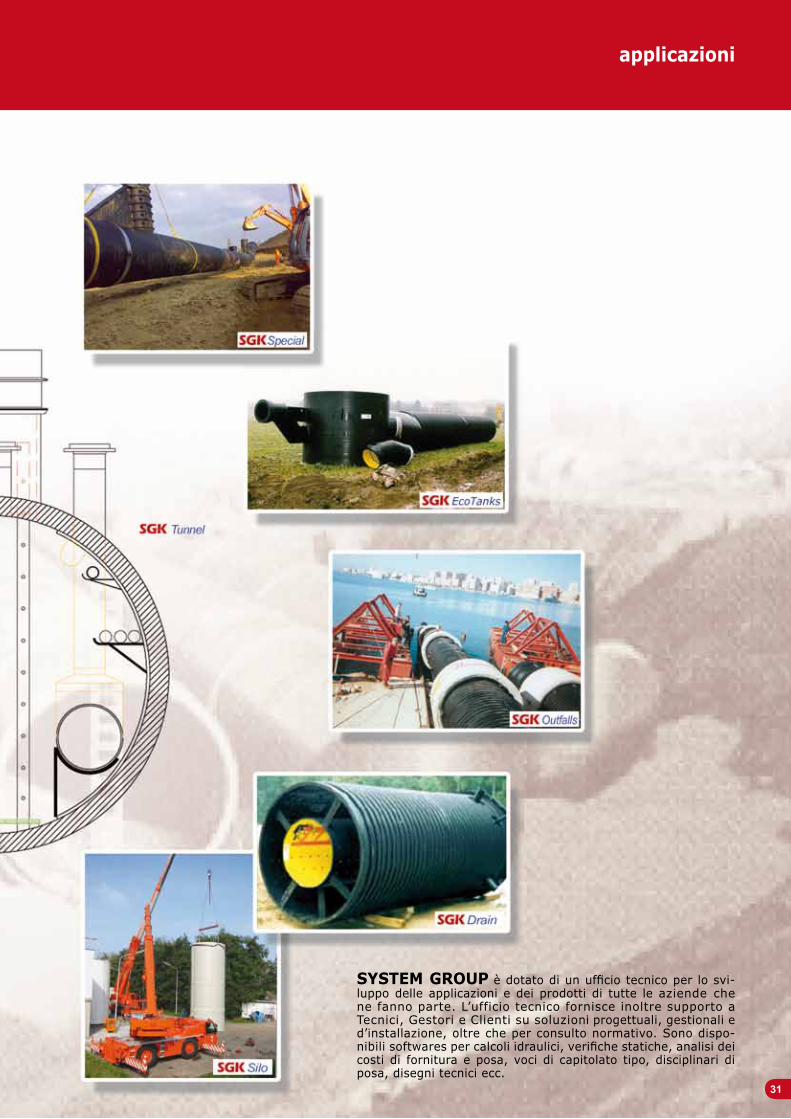
I prodotti del programma , grazie alla elevata versatilità di produzione, alle numerosissime soluzioni di profilo, dimensio-nali e alla saldabilità del PE e PP, trovano applicazioni per molte soluzioni. Le principali applicazioni riguardano la costruzione di reti di scarico interrate, ma le eccellenti caratteristiche consen-tono la realizzazione di manufatti capaci, anche qui, di superare i limiti dei prodotti tradizionali sfruttando le caratteristiche di leggerezza, facilità e velocità di cantierizzazione, inerzia chimi-ca, impermeabilità ecc.
30
applicazioni
SYSTEM GROUP è dotato di un ufficio tecnico per lo svi-luppo delle applicazioni e dei prodotti di tutte le aziende che ne fanno parte. L’ufficio tecnico fornisce inoltre supporto a Tecnici, Gestori e Clienti su soluzioni progettuali, gestionali e d’installazione, oltre che per consulto normativo. Sono dispo-nibili softwares per calcoli idraulici, verifiche statiche, analisi dei costi di fornitura e posa, voci di capitolato tipo, disciplinari di posa, disegni tecnici ecc.
31
applicazioni

![DIPARTIMENTO DI UROLOGIA (Direttore: Prof. Francesco ... · adenomectomia trans-vescicale [ATV], prostatectomia radicale retropubica [RRP]). Siamo lieti che Lei abbia accettato di](https://static.documenti.site/doc/80x56/5c6915b409d3f2f5638c9d44/dipartimento-di-urologia-direttore-prof-francesco-adenomectomia-trans-vescicale.jpg)














