
4. LA SCELTA DELLA TECNOLOGIA
4.1 Il trattamento anaerobico
4.1.1 Descrizione generale
I processi biologici di tipo anaerobico di rimozione del substrato organico avvengono in
assenza di ossigeno libero; ivi intervengono essenzialmente delle popolazioni di tipo
batterico, che ottengono l’ossigeno necessario per le loro funzioni vitali dalla
degradazione del substrato contenuto nel refluo.
Quasi tutte le sostanze degradabili aerobicamente lo sono anche anaerobicamente;
esistono delle differenze nelle cinetiche di processo, nella produzione di fanghi di supero
e nel tipo di reazioni coinvolte ( R.Passino, 1995) . Il risultato della degradazione del
substrato organico è il biogas, una miscela di gas con un potere calorifico di 20000 –
25000 J/m³, la cui composizione è solitamente:
metano (CH4): 60 – 80 %
anidride carbonica (CO2): 20 – 30 %
azoto (N2): 2 – 5 %
altri gas (H2S, H2, ecc…): 1 – 2 %
Tuttavia, una parte della sostanza organica degradabile si trasforma in biomassa e va
quindi ad accrescere la popolazione batterica (circa il 5 – 10 %) (F. Nardin, 1996).
Mentre nei processi aerobici il risultato della biodegradazione è una produzione di
biomassa, nel trattamento anaerobico si ha principalmente una produzione di biogas: la
crescita cellulare è conseguentemente più bassa: risulta quindi inferiore la produzione di
fanghi di supero.
I processi anaerobici si svolgono attraverso una serie di passi, necessari per la
degradazione di proteine, grassi e carboidrati ( A. C. Van Haandel, G. Lettinga, 1994). Si
distinguono 4 fasi: idrolisi, acidogenesi, acetogenesi e metanogenesi. In ognuna di queste
fasi vengono coinvolte specie batteriche differenti.
47

Nell’idrolisi le molecole più complesse sono convertite in composti solubili di peso
molecolare inferiore, tramite l’azione degli exo – enzimi, prodotti da batteri fermentativi.
Il processo è condotto da batteri anaerobici e facoltativi. Le proteine sono convertite in
aminoacidi, i carboidrati in zuccheri solubili ( mono – e disaccaridi), i grassi in catene di
grassi acidi e glicerolo. L’idrolisi può essere il fattore limitante per la velocità del
processo (in particolare, la trasformazione dei grassi è assai lenta al di sotto dei 20 °C).
Nell’acidogenesi i batteri acidogeni trasformano i prodotti dell’idrolisi in acidi volatili
(acido propionico, formico, lattico, butirrico, succinico), in alcoli e chetoni (metanolo,
etanolo, acetone), in CO2 e N2. Altri prodotti sono ammoniaca, mercaptani e H2S, ai quali
sono dovuti i cattivi odori che si sviluppano nel processo. I diversi gruppi di batteri
coinvolti sono per la maggior parte anaerobici obbligati; alcuni sono però facoltativi, il
che è importante nel caso in cui una certa quantità di ossigeno disciolto possa divenire
tossica per gli anaerobici.
I prodotti dell’acidogenesi sono convertiti nei prodotti finali per la produzione di metano
durante la fase di acetogenesi. Questi prodotti sono acido acetico, idrogeno e biossido di
carbonio. Il 70 % del COD presente nel refluo è convertito in acido acetico, il resto in
idrogeno ed anidride carbonica. A seconda dello stato di ossidazione della materia
organica, si possono avere due possibilità nella formazione di acido acetico:
per y<2z (Nel<4):
CxHyOz + )24(41 zyx H2O → )24(
81 zyx CH3COOH + )2(
41 yz CO2
per y>2z (Nel>4):
CxHyOz + (x – y) H2O → 2x
CH3COOH + )2(21 zy H2
La fase di metanogenesi è il più delle volte il fattore limitante del processo. Il metano è
prodotto dall’acido acetico (batteri acetoclasti), o dalla riduzione del biossido di carbonio
attraverso l’idrogeno (batteri idrogenotrofi). Nei due casi le rispettive reazioni sono:
CH3COOH → CH4 + CO2
4H2 + CO2 → CH4 + 2H2O
48
I tempi di generazione dei batteri acetoclasti sono dell’ordine di giorni, mentre quelli
degli acidogeni sono di qualche ora. Si stima che i 2/3 del metano prodotto derivi dalla
conversione operata dagli acetoclasti sull’acido acetico.
Un fattore importante per le varie fasi della degradazione è costituito dal trasferimento di
idrogeno tra i batteri produttori (acidogeni ed acetogeni) e quelli utilizzatori (metanogeni,
idrogenotrofi, omoacetogeni) di H2. La conversione del propionato ad acido acetico è
possibile solo a pressioni di H2 molto basse; tali pressioni sono possibili grazie all’attività
metabolica dei batteri idrogenotrofi e omoacetogeni che producono acido acetico
sintetizzando H2 e CO2. Quando, per vari motivi, tale pressione aumenta, si ha un
accumulo di propionato, che, per concentrazioni >10 g/l, provocano un abbassamento del
pH fino a 6, con conseguente arresto dell’attività di metanogenesi.
4.1.2 Produzione di biogas
La produzione di biogas è influenzata dalle caratteristiche del processo, dalla temperatura
e dalle caratteristiche del refluo e della biomassa; è certo che qualitativamente essa
aumenta all’aumentare del carico organico abbattuto.
Una stima della produzione di biogas può essere ottenuta ipotizzando, ad esempio, che il
substrato da degradare sia glucosio:
C6H12O6 → 3CO2 + 3CH4
(180) (132) (48)
Quindi una mole di glucosio produce 6 moli di gas; una mole di gas, a 0°C e a 1atm,
occupa 22,414 l, e il suo peso è di 180 g. Per cui il volume di gas prodotto da una mole di
glucosio è di 134,4 l, mentre 1 kg di glucosio (5,55 moli), produce 134,4 · 5,55 = 745,9 l
di biogas. Per correlare la produzione di biogas al COD rimosso, si può scrivere la
relazione:
C6H12O6 + 6O2 → 6CO2 + 6H2O
(180) (192) (264) (108)
da cui, per degradare 180g di glucosio servono 192 g di ossigeno: il COD per 1g di
glucosio corrisponde a 0,9375 g. Quindi si può scrivere il rapporto:
g (CH4) : g (COD) = 48 : 192 = 0,25
49
Per 1 kg di COD rimosso si ha quindi una produzione di 0,25 kg di metano; oppure si
hanno 250/16 = 15,625 moli di metano (350 l di gas in condizioni standard). Se si
considera approssimativamente che nel gas prodotto vi è una percentuale di metano pari
al 70 %, si hanno 500 l di biogas per 1 kg di COD abbattuto; questo è un valore in linea
anche con i dati sperimentali.
Bisogna tuttavia tenere conto del fatto che, in casi reali, una parte del biogas non è
recuperabile. Come già detto, infatti, una quota del COD (5 – 10 %) si trasforma in
biomassa; in più, una parte di biogas rimane in soluzione nell’effluente. La solubilità del
metano a pressione atmosferica nell’acqua è di circa 20 mg/l; assumendo una percentuale
di metano pari al 70 %, la sua pressione parziale sarà di 0,7 atm, da cui la concentrazione
del metano disciolto sarà 0,7 · 20 = 14 mg/l. Da quanto detto prima, ciò corrisponde a 14 /
0,25 = 56 mg/l COD rimosso. Un discorso analogo vale per il biogas che per ragioni
geometrico – fisiche ed idrauliche non può essere raccolto in un collettore, ma esce
assieme all’effluente in bolle o attraverso perdite di vario tipo. Pertanto, per bassi valori
di COD applicato, la quantità di biogas recuperabile sarà abbastanza scarsa, se non
impercettibile: questo potrebbe essere il caso di reflui particolarmente diluiti, come ad
esempio i reflui civili. Tuttavia è da rimarcare come, poiché la solubilità della CO2 in
acqua è più elevata di quella del metano, il biogas che è possibile recuperare avrà
sicuramente un alto contenuto di CH4, superiore anche all’80 %.
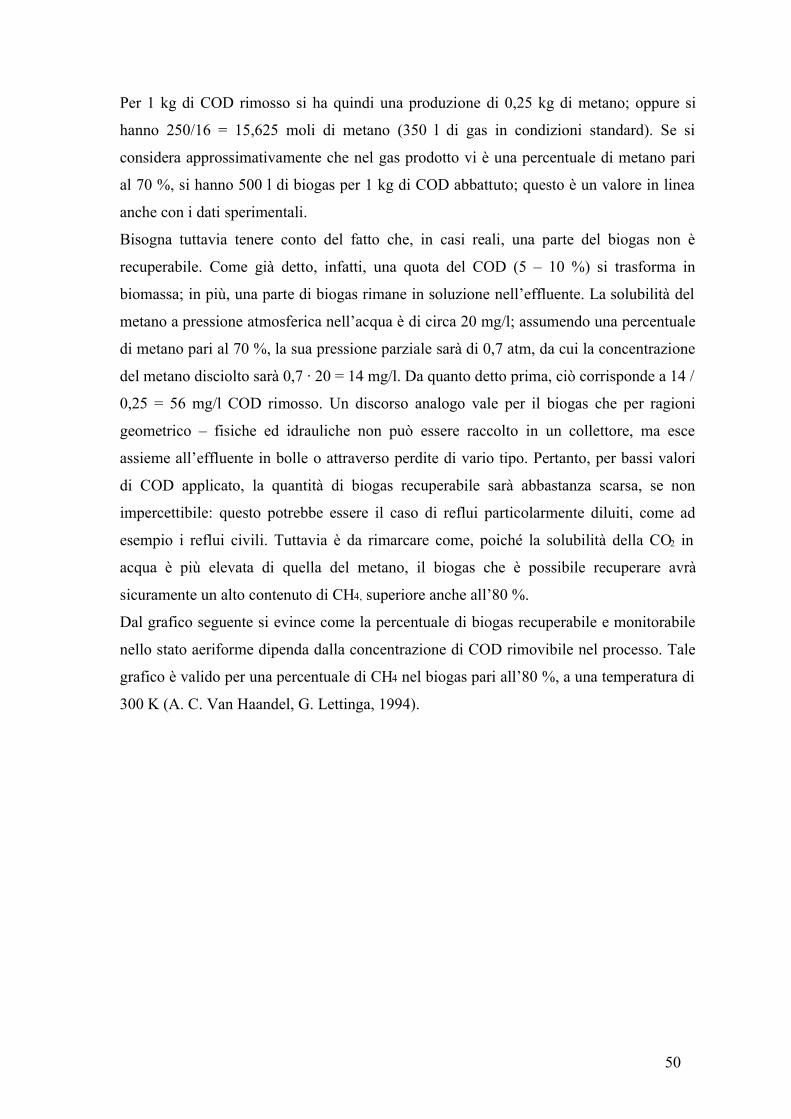
Dal grafico seguente si evince come la percentuale di biogas recuperabile e monitorabile
nello stato aeriforme dipenda dalla concentrazione di COD rimovibile nel processo. Tale
grafico è valido per una percentuale di CH4 nel biogas pari all’80 %, a una temperatura di
300 K (A. C. Van Haandel, G. Lettinga, 1994).
50
Produzione di biogas
0
100
200
300
400
500
600
0 200 400 600 800 1000CODrim [mg/l]
met
ano
[l/m
3 in
fl.]
CH4 misurato
CH4 perso
CH4 misurato + perso+disciolto
Lineare (CH4 misurato)
Lineare (CH4 perso)
Lineare (CH4 misurato +perso +disciolto)
Figura 1.4: biogas prodotto in funzione del COD rimosso (A. C. Van Haandel, G. Lettinga, 1994).
4.1.3 Temperatura
I processi anaerobici sono in genere influenzati dalla temperatura. La fase di conversione
dell’acido acetico in metano è quella maggiormente dipendente dalla temperatura.
Un aumento degli acidi grassi volatili (VFA) associato ad una diminuzione della
temperatura può ridurre drasticamente le prestazioni; analogamente, la sensibilità agli
sbalzi termici aumenta per alti carichi organici (R.E. Speece, 1996).
In relazione a tre intervalli di temperatura, si distinguono tre categorie di microrganismi:
- psicrofili (T < 20 °C)
- mesofili (20 °C < T < 45 °C)
- termofili (T > 45 °C)
In particolare, all’interno di questi gruppi, vi sono degli intervalli di temperatura ottimali
nei quali i tassi di crescita e di attività sono massimi: per i mesofili l’intervallo ideale è di
30 – 38 °C, per i termofili di 49–57 °C. Operare entro questi limiti può determinare un
aumento di resa del 6–7 % (F. Nardin, 1997).
51
4.1.4 pH
Il range appropriato per il pH è compreso solitamente tra i valori di 6,5 e 8,2. In alcune
condizioni è stato possibile operare con pH inferiori a 6. L’azione microbica può alterare
il
pH dell’influente, per cui spesso è utile neutralizzare il refluo. Componenti come CO2 e
acidi grassi volatili (VFA) possono abbassare il pH, mentre cationi come ioni ammonio o
sodio possono aumentare l’alcalinità (R. E. Speece, 1996). In generale, valori di pH più
bassi di 6,3 o più alti di 7,8 rallentano la fase di metanogenesi; i batteri acidogeni sono
invece meno sensibili alle variazioni di pH: un problema frequente è infatti il prevalere
della fase di acidogenesi, con conseguente inacidimento nel processo ( J. F. Malina, J.F.
G. Pohland, 1992; A. C. Van Haandel, G. Lettiga, 1994).
In ogni caso la stabilità del pH è un fattore di massima importanza per l’efficienza del
processo.
4.1.5 Nutrienti
Con il termine nutrienti si indicano le sostanze che intervengono nella crescita cellulare, e
che devono essere quindi presenti in quantità adeguate per garantire lo sviluppo della
biomassa; i nutrienti più importanti sono carbonio, fosforo e azoto; in genere si utilizza il
rapporto COD : N : P per descriverne il fabbisogno metabolico: tale rapporto può variare
a seconda delle condizioni operative e, soprattutto, del tipo di refluo. In taluni casi il
mancato rispetto di tali rapporti porta alla necessità di un bilanciamento per aggiunta di
determinati composti, come urea, ammoniaca, acido fosforico, fosfato di ammonio…).
Un altro elemento importante per il mantenimento della fase di crescita è lo zolfo;
tuttavia, concentrazioni troppo elevate di solfati possono inibire la produzione di metano,
in quanto l’idrogeno viene in questo caso utilizzato per ridurre i solfati a solfuri (tramite i
batteri solforiduttori):
SO4--+ 4H2 → S-- + 4H2O
La presenza di altri micronutrienti e di metalli in tracce è infine raccomandabile per una
buona efficienza del processo. Alcune sostanze possono risultare invece tossiche o
inibenti in determinate concentrazioni. In seguito verrà elencato il fabbisogno di ogni
52

nutriente, oltre al suo ruolo, per il tipo di processo oggetto dello studio di questa tesi;
particolari elementi tossici o inibenti verranno esaminati nello studio dei reflui da trattare
specificamente.
4.1.6 Cinetiche dei processi
Molte delle espressioni che descrivono le cinetiche dei processi anaerobici si basano sugli
studi condotti da Monod (1950). Le relazioni di Monod prevedono la presenza di una
singola popolazione batterica e di un unico substrato limitante. In questo caso valgono le
espressioni:
KsSSX
XdtdSY
dtdX m
ug
XbdtdX
d
dove: X = concentrazione dei microrganismi (spesso si identificano con i SSV, o solidi
sospesi volatili), [mg/l]; S = concentrazione del substrato, [mg COD/l]; μ = velocità di
crescita specifica per i microrganismi, [1/d]; μm = velocità di crescita massima per i
microrganismi, [1/d]; b = velocità di scomparsa batterica, [1/d]; Ks = costante di Monod
(di semi – saturazione), [mgCOD/l];
dtdSdtdXY/
/,coefficiente di cescita cellulare; gli
indici g, u, d rappresentano rispettivamente crescita, utilizzo e decadimento.
Il rapporto S/(S+Ks) tende all’unità per valori di S molto elevati; in tal caso il tasso di
crescita (dX/dt)g può essere assunto come indipendente dalla concentrazione del substrato
(processo di ordine zero).
Nel caso in cui S << Ks il rapporto tende a S/Ks; in questo caso (dX/dt)g è direttamente
proporzionale alla concentrazione del substrato (processo del primo ordine).
La produzione netta di microrganismi nel processo è uguale alla differenza tra la crescita
e il decadimento batterico.
53

Per lo stato stazionario si avrà:
dgeffettivo dtdX
dtdX
dtdX
Su un lungo periodo di tempo è possibile calcolare la minima concentrazione di substrato
necessaria per mantenere in vita la biomassa a disposizione; eguagliando quindi a zero la
velocità netta di crescita:
XbSKsSXb
dtdX m
min
min0 ; b
bKS
m
s
min
è possibile modificare l’espressione in cui viene inserita la velocità di rimozione del
substrato:
X
SKsS
YdtdX
YdtdS
m
11
Definendo la velocità massima di rimozione del substrato:
Ym si ha:
XSKsS
dtdS
(equazione di Michaelis- Menten).
Altri modelli, sviluppati successivamente, prevedono una dipendenza della costante di
Monod (Ks) dalla concentrazione iniziale del substrato (So). Nella tabella seguente
vengono esposti i principali modelli; ove indicato, θC è il tempo di ritenzione della
biomassa (J. F. Malina, F. G. Pohland, 1992).
54

Tabella 1.4: cinetiche di differenti modelli cinetici (J. F. Malina, F. G. Pohland, 1992).
Modello μ -dS/dt S
Monod (1950)
bSKsS
max
OYSXSmax
11
max bbS
C
CO
Contois (1959)
bSaSS
O
max
SaSYXS
O max
111
max
baYbbaYS
CC
CO
Grau (1975) b
SS
O
max
OYSXSmax
C
CO bS
max
1
Chen &
Hashimoto
(1978)
bSkkS
S
O
1
max
YSkXXS
max
CC
CO
bkbkS
max111
Infine, è da notare come in taluni casi la complessità del processo e il numero dei fattori
in gioco renda difficile proporre come valida una tra le cinetiche menzionate. Tra i fattori
aggiuntivi che possono fortemente influenzare le cinetiche, vi sono senz’altro la
temperatura (che influenza fortemente i valori di Ks e μmax), i diversi tipi di popolazioni
microbiche coinvolte e le loro caratteristiche.
4.1.7 Alcuni tipi di processi anaerobici
Esistono numerose tipologie di trattamento anaerobico di utilizzo diffuso; per alcune si è
riscontrato uno sviluppo maggiore negli ultimi anni. In generale si può affermare che
nelle ultime due decadi vi è stata comunque una notevole diffusione di questi processi.
I processi attualmente più utilizzati sono i seguenti (R. Passino, 1995):
- filtri anaerobici: sono costituiti da una colonna in cui si inseriscono dei mezzi di
riempimento, come pietrame o materiale plastico, che fungono da supporto per la
55
biomassa; il refluo può essere alimentato con flusso ascendente o discendente,
mentre il gas è raccolto da una tubazione separata.
- reattori con ricircolo dei fanghi: è la versione anaerobica del processo a fanghi
attivi; l’agitazione avviene meccanicamente o mediante ricircolo del biogas.
- reattori a letto di fango espanso: sono generalmente i reattori UASB, il cui
funzionamento sarà l’oggetto di studio specifico di questa tesi.
- sistemi di tipo SBR (sequencing batch reactor): rappresentano una tipologia di
reattori diffusa sia per il trattamento di effluenti, sia per trattamenti di alte
percentuali di solido; il funzionamento è di tipo intermittente (batch system), per
cui è prevista un’alimentazione a cui seguono un processo anaerobico (con una
scansione temporale in fasi diverse) e un’estrazione dei prodotti finali. Vi è
un’elevata versatilità del sistema e la possibilità di rimuovere, a differenza dei
sistemi UASB, frazioni considerevoli di nutrienti, quali fosforo ed azoto (J. P.
Delgenès, E. Rustrian, N. Bernet, R. Moletta, 1998), tanto da poter essere
accoppiato a reattori UASB per trattamenti completi (J. T. de Sousa, E. Foresti,
1996).
- reattori ibridi: incorporano un sistema a biomassa sospesa con uno a biomassa
adesa, avendo il vantaggio di eliminare i possibili problemi di intasamento e
distribuzione dello scarico dei reattori a letto fisso, e di mantenere i vantaggi delle
due configurazioni.
- letti espansi e fluidizzati: sono utilizzati nei casi in cui vi sia una carenza di
spazio; è presente una colonna che termina con un tronco di cono o di piramide
rovesciato. Si usa come supporto un riempimento di sabbia, vetro, carbone in
diverse granulometrie. Tali particelle vengono mantenute in sospensione tramite
una velocità ascensionale, data dal ricircolo dell’effluente.
4.1.8 Vantaggi – svantaggi dell’anaerobico; applicabilità nei PVS
Un esame generale dei vantaggi e degli svantaggi che l’utilizzo di un processo anaerobico
comporta deve sempre tener conto delle caratteristiche particolari del tipo di trattamento,
dello schema dell’impianto, del tipo di refluo e delle peculiarità ambientali della zona
circostante. Quindi, le considerazioni che seguono vanno intese in un ambito il più
possibile generico, e comunque non in senso assoluto; alla fine del paragrafo verranno
invece esposti dei concetti più specifici, concernenti l’utilizzo delle tecniche in questione
56
nei Paesi in Via di Sviluppo tropicali. (R. E. Speece, 1996; F. Nardin, 1996; L. Seghezzo,
G. Zeeman, J. B. van Lier, H. V. M. Hamelers, G. Lettinga, 1998):
Vantaggi:
I processi anaerobici sono in grado di produrre, come visto precedentemente, una certa
quantità di biogas; esso può essere utilizzato come fonte per l’energia necessaria per il
funzionamento dell’impianto (pompe, miscelatori, sistemi di termostatazione), e, se il gas
prodotto è sufficiente, per altre utenze esterne. Ciò rappresenta un notevole vantaggio
rispetto ai processi aerobici, anche perché l’intero processo può in tal modo non
dipendere dalla fornitura di energia di altre reti.
L’assenza di sistemi di insufflazione dell’aria, necessari per i processi a fanghi attivi,
limita i problemi tecnici ed elimina la necessità di un apporto energetico altrimenti
necessario al loro funzionamento.
In molti casi un processo anaerobico è in grado di operare efficientemente con elevati
valori di carico organico (fino a 30 kg COD·m-3·d-1, contro i 3,2 dei normali impianti
aerobici). A ciò si aggiunge la bassa produzione di fanghi, in quanto il prodotto principale
della rimozione del carico organico è il biogas (mentre negli aerobici il metabolismo è
volto alla produzione di biomassa). Mediamente, ogni kg di COD rimosso in un impianto
anaerobico comporta una produzione di 20–50 g di biomassa; inoltre i fanghi di supero
risultano generalmente stabilizzati: le spese per il loro smaltimento sono dunque
contenute. La frequenza di scarico dei fanghi dal sistema può essere molto più bassa
rispetto ai sistemi convenzionali, e per questo motivo anche in questa fase i costi sono
ridotti.
Questi due ultimi aspetti analizzati consentono di limitare le dimensioni degli impianti.
Vi è una notevole flessibilità di scala: il trattamento anaerobico può applicarsi per
impianti grandi (migliaia di m³) e per impianti su scala pilota (meno di un litro di
volume).
La lenta crescita cellulare limita la necessità di aggiungere nutrienti, quali fosforo ed
azoto, al sistema.
Le tecniche aerobiche presentano alcune difficoltà nel trattamento di alcuni reflui, come
quelli legati ad attività di industrie farmaceutiche, a produzioni di alcool, e più in generale
a trattare reflui con concentrazioni elevate di composti contenenti cloro. Queste difficoltà
sono ridotte nei trattamenti anaerobici, nei quali vi è inoltre una certa duttilità di
57
impianto, tanto da poterli utilizzare ad intermittenza, con intervalli anche lunghi (il che è
vantaggioso per trattare reflui prodotti da industrie con attività stagionale): ciò è dovuto al
fatto che gli organismi anaerobi possono sopravvivere senza essere alimentati per lunghi
periodi di tempo (fino ad un anno), e la loro attività, una volta ripristinata, non risulta
sostanzialmente deteriorata dall’arresto (G. Lettinga, 1996).
Nel trattamento aerobico, alcuni contaminanti organici volatili tendono a disperdersi in
aria prima di essere biodegradati (ad esempio, acido acrilico e solventi contenenti cloro);
ciò non accade in un reattore anaerobico.
Infine, negli anaerobici il trattamento del refluo consente una migliore rimozione degli
agenti patogeni, tanto da non rendere talvolta necessario un ulteriore trattamento per la
disinfezione; in alcuni casi, come si vedrà in seguito, sono richiesti - post trattamenti per
una migliore rimozione di patogeni, quali ad esempio i batteri Escherichia coli.
Svantaggi:
Nella maggior parte dei trattamenti anaerobici, si utilizzano batteri mesofili: la
temperatura ottimale di questi batteri è di circa 35 °C; in molti casi è quindi necessario
termostatare l’impianto e, nel caso reflui diluiti, la quantità di biogas prodotta non è in
grado di soddisfare la richiesta energetica. Se tuttavia si sono condotti esperimenti su
processi operanti a basse temperature (fino a 5 °C) con efficienze di rimozione del
substrato relativamente elevate, si è generalmente riscontrato come ciò comporti la
necessità di operare con tempi di ritenzione idraulica considerevolmente più elevati.
Gli impianti anaerobici in genere non sono in grado di rimuovere il carico inquinante in
modo tale da poter scaricare direttamente il refluo depurato: si richiedono così dei
trattamenti successivi, in modo tale da ottemperare alle legislazioni vigenti.
I tempi di crescita cellulare sono più lenti di quelli tipici dei processi aerobici; ciò
richiede un periodo di start-up più lungo, in modo da raggiungere uno sviluppo
soddisfacente della biomassa: in alcuni casi tale periodo si può quantificare nell’ordine
dei mesi, anche se alcune corrette procedure di inoculo, un corretto bilanciamento dei
nutrienti, un carico organico inizialmente ridotto e una temperatura adeguata permettono
il raggiungimento dello stato stazionario in tempi ben più brevi.
In alcuni processi si è riscontrata una certa sensibilità a variazioni di pH, alla presenza di
sostanze inibenti o tossiche, a sbalzi di temperatura. Tale sensibilità è paragonabile a
quella riscontrata nei processi anaerobici, ma il ripristino della flora batterica è risultato
più problematico a causa delle lente cinetiche di accrescimento.
58
La rimozione dei composti azotati è inoltre ridotta per l’impossibilità di realizzare la fase
di nitrificazione (fase aerobica).
La produzione di biogas, se per molti aspetti risulta essere senza dubbio un vantaggio, per
reattori di dimensioni modeste rappresenta un problema, a causa degli odori che si
possono sprigionare – nel caso in cui il biogas non venga captato - e della pericolosità
intrinsecamente legata alla produzione di un combustibile: sono quindi necessarie delle
opportune attrezzature supplementari, ed un sistema di controllo appropriato.
Il problema della corrosione, legata alla presenza nel biogas di idrogeno solforato (H2S),
si presenta frequentemente (G. Lettinga, L. W. Hulshoff Pol, 1991); se ossidato, esso può
formare acido solforico (H2SO4), che è in grado di corrodere acciaio e calcestruzzo
all’interno del reattore e nel dispositivo collettore del gas; pertanto, il biogas deve subire
un trattamento (desolforazione) prima di essere inviato al combustore, ed in ogni caso il
reattore deve essere costruito in materiale non corrodibile. La corrosione può avvenire
anche in fase liquida, a causa della CO2 disciolta che è in grado di corrodere il
calcestruzzo.
Infine, il rischio di instabilità del processo (un tempo reale, ma oggi superato grazie alle
nuove conoscenze microbiologiche e a nuove tipologie di impianti) e la diffusione solo
recente di impianti in grande scala, sono fattori che allo stato attuale determinano un certo
scetticismo nell’uso di tali sistemi di trattamento.
Gli scenari possibili, per quanto concerne il trattamento di acque reflue nei Paesi in Via di
Sviluppo, sono decisamente diversi rispetto a quelli tipici del mondo industrializzato.
In particolare, nei paesi tropicali, l’impiego di trattamenti anaerobici risulta vantaggioso
per ragioni climatiche: viene infatti meno la necessità di termostatare il reattore; l’energia
termica ricavabile dal biogas è utilizzabile per le poche altre esigenze impiantistiche:
l’eccedenza energetica è senz’altro maggiore rispetto a situazioni analoghe per paesi con
clima freddo o temperato. Ciò ha consentito anche alcune applicazioni di processi
anaerobici (reattori UASB) anche per trattare reflui civili a basso carico organico nei
paesi dell’America Latina ( P. Lens, G. Zeeman, G. Lettinga, 2001).
I bassi costi realizzativi, il poco spazio richiesto e la semplicità operazionale sono
vantaggi che hanno un peso notevole in paesi con limitate risorse tecniche ed
economiche; nel caso dell’Africa, ma anche per quanto riguarda la maggior parte dei
Paesi in Via di Sviluppo, le tecniche più usate, ove presenti, sono il lagunaggio, gli stagni
e i trattamenti anaerobici: questi ultimi presentano tuttavia dei vantaggi connessi alla
59
produzione di biogas, al minore spazio richiesto, alla maggiore versatilità di utilizzo e
all’assenza di odori e di insetti, qualora il sistema venga utilizzato in modo proprio.
4.2 Il sistema UASB: le motivazioni della scelta
Nell’ottica dello studio sulle possibili soluzioni per il problema dei reflui civili ed
industriali della città di Mahajanga, si è subito presa in considerazione la possibilità di
effettuare un trattamento anaerobico, per i vantaggi visti nel paragrafo precedente. Tale è
anche la volontà dei soggetti locali coinvolti, per i quali in ogni caso la possibilità di un
ritorno economico relativo alla produzione del biogas rappresenta un’opportunità
favorevole.
La scelta si è ridotta alla fine tra due possibilità: i sistemi SBR e i sistemi UASB; sistemi
come lagunaggio o stagni, benché diffusi tra i pochi trattamenti realizzati in Africa,
comportano bassi costi realizzativi e di manutenzione, ma nella città di Mahajanga la
malaria è già molto diffusa, e un aumento di zanzare potrebbe incrementarne l’incidenza;
quindi l’opportunità di un loro utilizzo è stata accantonata.
Semplici considerazioni legate ai costi realizzativi piuttosto elevati e alle difficoltà di
utilizzo e di manutenzione di un sistema batch, soprattutto in scala reale, hanno portato ad
optare per uno studio indirizzato all’utilizzo del sistema UASB (upflow anaerobic sludge
blanket), che verrà descritto nel paragrafo seguente; tutto ciò nonostante il Dipartimento
di Trento abbia condotto negli anni diverse sperimentazioni con reattori SBR, e mai con
reattori UASB; è importante però sottolineare come la tecnologia UASB, studiata
inizialmente nei Paesi Occidentali per trattare reflui di origine principalmente industriale,
si sia poi sviluppata e diffusa nei Paesi in Via di Sviluppo, a partire dagli anni ’80, per
trattare reflui industriali ma anche urbani, grazie alla semplicità e ai bassi costi
realizzativi. Presso il Dipartimento di Ingegneria Chimica, dell’Ambiente e delle Materie
Prime dell’Università di Trieste, è stata condotta una lunga serie di esperienze su pilota
UASB e su impianto industriale, ed inoltre vi è una lunga serie di pubblicazioni in cui si
riportano esperienze dagli esiti soddisfacenti su scala pilota e su scala reale nel
trattamento di reflui di caratteristiche molto diverse. Si sono costruiti molti impianti
UASB, anche di grandi dimensioni, in paesi dell’America Latina e in Asia (in particolare
in India). La versatilità degli UASB è suffragata da numerosi esempi in letteratura, ed è
parsa una valida ragione per studiare l’applicabilità di questo sistema in una realtà
60
diversificata come quella di Mahajanga, in cui è necessario individuare una strategia per
trattare reflui industriali più disparati, e con poche informazioni iniziali sulle loro
caratteristiche e su quelle dei reflui civili.
Ulteriori evoluzioni del sistema UASB, come l’EGSB (expanded granular sludge bed),
reattore a letto espanso, caratterizzato da un’alta velocità di risalita del liquido grazie ad
un forte ricircolo, ed idoneo a trattare reflui diluiti (G. Lettinga, 1996; L. Seghezzo et al.,
1998; D. Jeison, R. Chamy, 1999), o sistemi combinati, come ad esempio un reattore
UASB accoppiato ad un filtro anaerobico, pur presentando caratteristiche interessanti per
i nostri scopi, non sono state oggetto di questo studio (C. A. L. Chernicharo, R. M. G.
Machado, 1998); l’intenzione iniziale è stata, infatti, volta alla messa a punto di una
tecnologia efficace ma allo stesso tempo la più semplice possibile. Anche per questo
motivo, è stata scartata l’ipotesi di una reattore UASB a due stadi, che separassero le fasi
di acidogenesi e di metanogenesi ( R. Borja, C. J. Banks, E. Sanchez, 1996; Shi-Yi Lun,
J. Wu, J. Chen,1995; S. K. I. Sayed, M. A. A. Fergala, 1995 ).
Un ulteriore vantaggio è rappresentato dal fatto che numerosi impianti a diversa scala
(anche dell’ordine di migliaia di m³) sono stati avviati senza un inoculo particolare, o con
concime bovino; alla fine, la formazione della coltre di fango granulare, fondamentale per
il corretto funzionamento dell’impianto, è avvenuta con successo (A. C. van Haandel, G.
Lettinga, 1994; J. F. Malina, F. G. Pohland, 1992); questo fatto, pur comportando tempi
di messa a regime assai lunghi (fino a 6 mesi), è da tenere in considerazione per tutte le
scelte impiantistiche in zone dove non esistono impianti da cui prelevare una biomassa
per l’inoculo, e dove il trasporto di una carica batterica da altri siti presenti difficoltà
operative e burocratiche: tale è il caso della città oggetto dello studio.
E’stata quindi effettuata, come primo passo per questo studio, una prima opera di ricerca
bibliografica per reperire quante più informazioni possibili su questa tipologia di
trattamento, sul suo uso e sugli studi inerenti ai Paesi in Via di Sviluppo tropicali, e sui
tipi di refluo trattati in scala industriale o in sperimentazioni con impianti pilota; dalla
ricerca si evince come sorprendentemente tutte le generiche tipologie di refluo degli
scarichi industriali a Mahajanga sono o sono state oggetto di trattamento e di studio:
- il sistema UASB rappresenta il sistema ad oggi più usato per trattare
efficacemente i reflui di industrie agro–alimentari in America Latina, quali
birrerie, distillerie, mattatoi, produzioni casearie, lieviti, succhi di frutta, pesce,
dolci e zuccheri, farine, caffè, cioccolata e altri prodotti ( L. Borzacconi, I. Lopez,
M. Viñas,1995), ed è un sistema di trattamento molto diffuso per questo tipo di
reflui da più di 15 anni anche in Europa (A. G. Lane, 1986); in particolare,
61
esistono studi approfonditi, in scala reale e su impianti pilota, sulla particolare
affidabilità ed efficienza nel trattamento di reflui di birreria ( H. H. P. Fang, L.
Guohua et al., 1990), da distillerie – esistono studi già pluriventennali (P. Pipyn,
W. Verstraete,1979) ,da succhi di frutta (U. Austermann – Haun, C. F. Seyfried,
K. H. Rosenwinkel, 1997); un discorso analogo vale per gli oleifici in genere (R.
Borja, C. J. Banks, E. Sanchez, 1996; G. Ubay, I. Öztürk, 1997; M. Hamdi, 1996);
- per quanto riguarda i reflui petrolchimici, esistono degli studi riguardanti la
rimozione di composti tipici per questi inquinanti, come gli aromatici (Y. Y. Li,
H. H. P. Fang et al.,1995) o riguardo al trattamento di reflui contenenti 1,1,2,2
tetracloroetano, composto tipicamente inibente per i processi anaerobici (M.
Navarrete, N. Rodriguez, R. Amils, J. L. Sanz, 1999); anche in questo caso, con
concentrazioni fino a 130 mg/l, o per scarichi occasionali a 400 mg/l, il reattore
UASB era in grado di mantenere un’efficienza accettabile. Si può affermare che,
se in passato il trattamento anaerobico non era considerato applicabile per trattare
reflui complessi originati da industrie petrolchimiche, oggi è stato dimostrato che
molti composti aromatici di presunta tossicità per i microrganismi (acido
tereftalico, acido benzoico) possono essere biodegradati entro certe condizioni
(R.K. Kleerebezem, J. Mortier, L.W. Hulshoff Pol, G. Lettinga, 1997). Recenti
studi hanno dimostrato come la tecnologia UASB sia applicabile per trattare
composti alifatici ed aromatici, come tetracloruro di carbonio, tricloroetilene,
clorofenoli, dimostrando una resistenza alla tossicità di questi composti molto più
alta dei digestori con biomassa flocculenta (D.T. Sponza, 2001).
- anche per quanto riguarda le industrie tessili, alcuni articoli menzionano l’uso del
sistema UASB ( C. O’Neill, F. R. Hawkes, D. L. Hawkes, S. Esteves, S. J.
Wilcox, 2000)
- Per quanto riguarda i mattatoi e l’industria di lavorazione delle carni, si possono
reperire pubblicazioni che affrontano il problema sia sulla base di esperienze di
laboratorio, sia sulla base di un’analisi dei trattamenti in scala industriale (J.
Martinez, L. Borzacconi, M. Mallo, M. Galisteo, M. Vinas,1995; M. R.
Johns,1995).
Analogamente, vi è una vasta bibliografia concernente il trattamento dei reflui civili
mediante questa tecnica (G. Lettinga, R. Roersma, P. Grin,1983; S. M. M. Vieira, M. E.
Souza, 1997); in particolare si sono reperite numerose pubblicazioni sull’utilizzo del
processo UASB nei Paesi in Via di Sviluppo ( H. Yu, J. H. Tay, F. Wilson, 1997; C. A. L.
62
Chernicharo, R. M. G. Machado, 1998; L. Seghezzo, G. Zeeman, J. B. van Lier, H. V. M.
Hamelers, G. Lettinga, 1998; C. A. L. Chernicharo, M. dos Reis Cardoso, 1999; T. J. J.
Kalker, J. A. W. Maas, R. R. Zwaag, 1999).
Tale lista di pubblicazioni ha lo scopo di giustificare la scelta di indirizzamento dello
studio; è tuttavia necessario confermare il fatto che le informazioni specifiche sulle
tipologie e sulle quantità dei reflui di Mahajanga erano generalmente ancora carenti
all’atto della scelta del metodo di trattamento, sia per i problemi di comunicazione con gli
interlocutori locali dovuti alla guerra, sia per la reale mancanza di dati disponibili, in
attesa dell’arrivo eventuale di campioni a Trento, di analisi puntuali e della realizzazione
del laboratorio; tali dati sono allo stato attuale ancora incompleti.
A quel punto, quindi, poiché ISF rimase intenzionata a seguire il progetto, nonostante la
momentanea interruzione dei rapporti con l’università locale (settembre – dicembre
2002), si decise di effettuare la scelta del metodo di trattamento sulla base della
documentazione disponibile in letteratura; l’indagine sui trattamenti effettuati nei Paesi in
Via di Sviluppo di reflui civili ed industriali ha permesso la raccolta di una notevole serie
di dati sul sistema UASB, sulla progettazione degli impianti e sui vantaggi relativi a una
simile scelta rispetto ad altre opzioni; i vantaggi sin qui esposti appaiono notevoli, sia
relativamente al progetto, sia per possibili applicazioni future in ambiti analoghi. Si è a
questo punto proceduto allo studio e alla progettazione di un impianto pilota, su cui
avviare le procedure di start–up e di monitoraggio a regime a Trento. Il reattore sarà poi
trasportato a Mahajanga per le prove sul posto, allo scopo di verificare la possibilità di
trattamento - per quanto possibile – dei diversi reflui presenti e monitorare affidabilità ed
efficienza; si presuppone che i dati raccolti e l’esperienza accumulata possano infine
determinare le scelte di trasferimento su scala reale, secondo quanto prevede la parte
finale del sottoprogetto a Mahajanga.
Una visione più completa dei vantaggi del sistema UASB è fornita nel paragrafo
seguente, in particolare dalle tabelle qualitative e quantitative che confrontano costi,
prestazioni, spazio ed energia richiesti per questo tipo di trattamento con le altre
tecnologie adottate nei Paesi in via di Sviluppo (M. von Sperling, 1996).
4.3 Descrizione tecnica del sistema UASB
63
4.3.1 Descrizione dell’impianto
E’un impianto anaerobico a biomassa sospesa, sviluppato nei Paesi Bassi a partire dagli
anni ’70. La degradazione viene effettuata in prevalenza nella parte inferiore, nella quale
è inserito anche il sistema di alimentazione.
L’influente attraversa il letto di fango espanso, che è formato da fiocchi o granuli
facilmente sedimentabili. Non sono presenti sistemi di agitazione meccanica, che
avrebbero il difetto di rimuovere il letto di fango; la turbolenza e la miscelazione
necessaria vengono già fornite dalla risalita del fluido e dal biogas, che esercitano anche
una pressione selettiva sulla flora batterica , in modo da selezionare le specie che formano
i granuli (A. Rozzi, F. Malpeli, 1995).
Sopra al letto vi è una zona (blanket) con densità del fango decrescente, dove la gran
parte delle bolle di gas si stacca dal fango e risale, mentre le particelle riscendono nel
letto. Il gas è poi catturato in alto da un tubo di raccolta, al di sopra di un separatore di
fase che permette la sedimentazione dei solidi sospesi e crea uno spazio in più per
permettere l’espansione del letto di fango in occasione di alti carichi idraulici temporanei;
i solidi sospesi rimasti nell’effluente possono essere recuperati in una zona di calma in
testa al reattore, e riciclati nel sistema.
Il biogas può poi essere utilizzato per il fabbisogno energetico del sistema, ed essere
inviato ad altre utenze. Nei paesi tropicali non c’è necessità di riscaldare il fango,
cosicché il recupero energetico ne risulta essere particolarmente consistente.
Questi reattori permettono di trattare reflui con carichi elevati (anche 20 kgCOD m-3d-1),
e si prestano anche al trattamento di scarichi a media concentrazione, con carico
inquinante preferibilmente in forma solubile.
4.3.2 Materiali di costruzione
Esistono impianti “full size” con volumi dell’ordine di migliaia di m³ (3300 ad esempio
in Colombia) e impianti pilota da 1l o meno. E’importante la scelta del materiale, a causa
della vulnerabilità del sistema alla corrosione, causata principalmente dall’H2S nel biogas
che si forma nel processo anaerobico.
Sono comunemente in uso materiali plastici, acciaio inossidabile, cemento armato
resistente agli acidi e materiali particolarmente sensibili alla corrosione per le condotte
del gas, o, analogamente, un rivestimento valido (J. F. Malina, F. G. Pohland, 1992).
64
4.3.3 Valori tipici per i nutrienti e efficienze di rimozione
Normalmente il reattore UASB lavora in questi range caratteristici (S.R.Qasim,1999):
CODinput [mg/l]: 500015000
θ (tempo di ritenzione idraulico o anche HRT) [h]: 412
CODrimosso [%]: 7585
Carico organico [kgCODm-3d-1]: 412
In situazioni particolari, i valori massimi di COD, carico organico ed efficienza di
rimozione possono venire comunque superati, così come il sistema è stato ed è
efficacemente utilizzato per il trattamento di reflui civili a basso carico.
Per temperature superiori a 20°C, Lettinga (A.C. van Haandel, G. Lettinga, 1994) ha
proposto la seguente formula per l’efficienza di rimozione di COD:
E= 1 – 0,68(HRT)-0,68 ,dove HRT = tempo di ritenzione idraulica (P. Lens, G. Zeeman,
G. Lettinga, 2001).
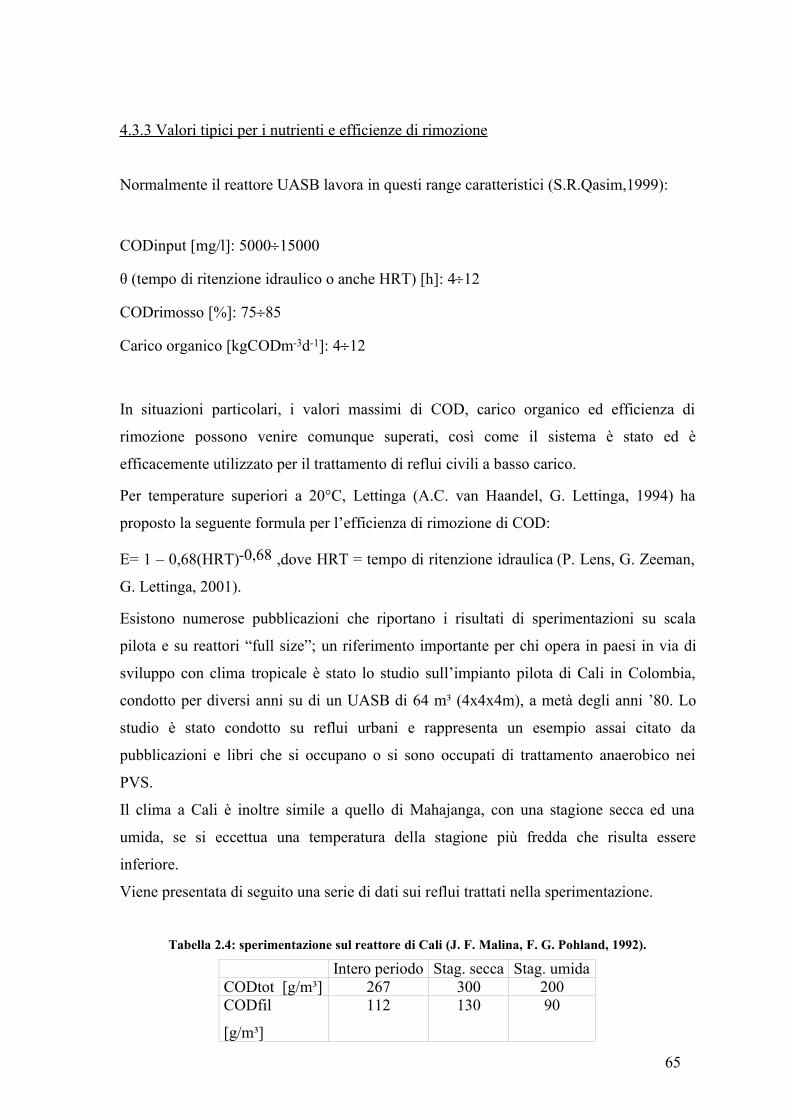
Esistono numerose pubblicazioni che riportano i risultati di sperimentazioni su scala
pilota e su reattori “full size”; un riferimento importante per chi opera in paesi in via di
sviluppo con clima tropicale è stato lo studio sull’impianto pilota di Cali in Colombia,
condotto per diversi anni su di un UASB di 64 m³ (4x4x4m), a metà degli anni ’80. Lo
studio è stato condotto su reflui urbani e rappresenta un esempio assai citato da
pubblicazioni e libri che si occupano o si sono occupati di trattamento anaerobico nei
PVS.
Il clima a Cali è inoltre simile a quello di Mahajanga, con una stagione secca ed una
umida, se si eccettua una temperatura della stagione più fredda che risulta essere
inferiore.
Viene presentata di seguito una serie di dati sui reflui trattati nella sperimentazione.
Tabella 2.4: sperimentazione sul reattore di Cali (J. F. Malina, F. G. Pohland, 1992).
Intero periodo Stag. secca Stag. umidaCODtot [g/m³] 267 300 200CODfil
[g/m³]
112 130 90
65

BOD [g/m³] 95 95 95SST [g/m³] 215 189 156SSV [g/m³] 108 106 73TKN [g/m³] 17,0 18,7 14,3N-NH4 [g/m³] 11,0 13,6 9,1P -PO4 [g/m³] 1,3 0,7 0,8T [°C] 25,2 25,0 14,4
Ceneri (TSS): 3550%
HRT (tempo di ritenzione idraulico): 24h per lo start-up, poi 12 h.
Risultati:
Si ha un periodo di start-up di circa 612 settimane; in alcuni casi vi possono essere
anche start-up di durata molto diversa, a seconda dell’inoculo, del refluo da trattare e
delle condizioni idrodinamiche; sicuramente lo start-up è un periodo piuttosto lungo,
considerando che le cinetiche per la crescita batterica sono di gran lunga inferiori a quelle
dei sistemi aerobici. Lo start-up può essere favorito da un appropriato inoculo di
biomassa granulare.
Per l’alimentazione si ha solitamente, alla base del reattore, un alimentatore di refluo ogni
4 m³ a pieno carico, e un iniettore ogni m³ nel caso in cui (ad esempio durante
l’avviamento) la quantità di fango granulare nel reattore sia scarsa.
Con un HRT di 46 ore nel caso di Cali si sono trovate le efficienze di rimozione esposte
nella tabella 3.4.
Tabella 3.4: efficienze di rimozione nell’impianto di Cali (J. F. Malina, F. G. Pohland, 1992).
CODtotale 5075 %CODfiltrat
o
7090 %
BODtotale 7090 %SST 6085 %
I valori trovati possono essere migliorati con un post trattamento.
Altri valori riscontrati:
66
Metano: 0,19 Nm³/ kg COD rimosso; il 5663 % di CH4 esce in soluzione con
l’effluente.
SST: il 40 % si ritrova nel fango; il 25 % viene convertito in metano; il 30 % rimane
nell’effluente.
Fanghi prodotti: mediamente si ha 1 kg COD/ kg CODin ; al massimo si sono trovati 0,25
kg COD/kg CODin.
Età del fango: 35-100 giorni.
Caratteristiche del fango: ceneri 5565 %; stabilità 20-50 l CH4 /kgfango. Nel letto di fango
si hanno concentrazioni sino a 100 kg TSS/m³ nella parte più bassa.
Velocità media di fuoriuscita del refluo (upflow): 4 m/ora.
Rimozione di azoto ammoniacale: non c’è solitamente rimozione; si sono invece trovate
concentrazioni più alte, fino al 40% in più rispetto ai valori dell’influente.
Rimozione nitriti – nitrati: si hanno generalmente valori attorno al 40%; in taluni casi il
processo di nitrificazione, favorito dall’ambiente anaerobico, può dar luogo ad una
rimozione di oltre il 90% di NO2 ed NO3 se l’introduzione di questi composti avviene per
gradi e la biomassa viene acclimatata alla loro presenza (H.Y. Hendriksen, B.K. Ahring,
1996); è stato recentemente sperimentato anche un nuovo sistema, il Lighted Upflow
Anaerobic Sludge Blanket, che propone l’introduzione di un volume superiore trasparente
ed investito dalla luce; in questa zona i batteri fototrofi riescono a degradare ioni
ammonio e fosforo con efficienze più elevate rispetto ai reattori UASB tradizionali (S.
Sawayama, T. Yagishita, K. Tsukahara, 1998).
Rimozione di PO43-: il 40 % circa viene eliminato.
Si riportano ora i risultati di un’altra esperienza , condotta su di un pilota di 4 l, poi
accoppiato a un SBR (J. T. de Sousa, E. Foresti, 1996); il reattore pilota è stato usato per
38 settimane su reflui urbani in Brasile.
67
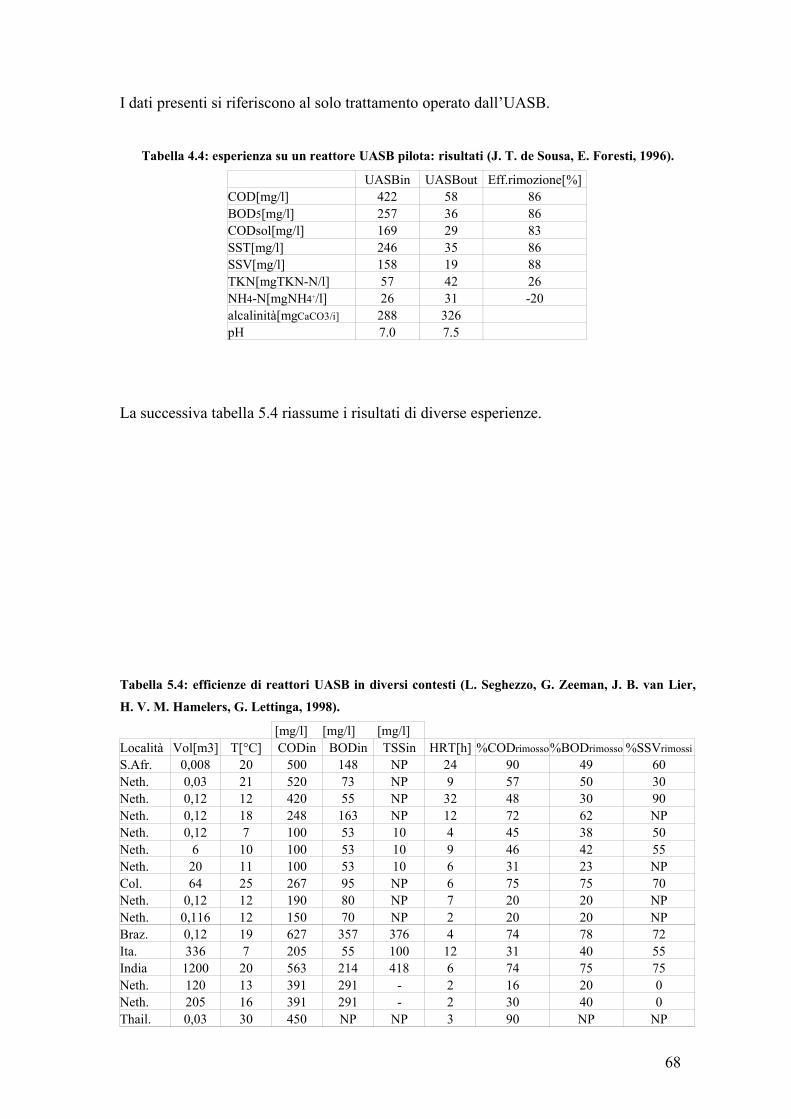
I dati presenti si riferiscono al solo trattamento operato dall’UASB.
Tabella 4.4: esperienza su un reattore UASB pilota: risultati (J. T. de Sousa, E. Foresti, 1996).
UASBin UASBout Eff.rimozione[%]COD[mg/l] 422 58 86BOD5[mg/l] 257 36 86CODsol[mg/l] 169 29 83SST[mg/l] 246 35 86SSV[mg/l] 158 19 88TKN[mgTKN-N/l] 57 42 26NH4-N[mgNH4+/l] 26 31 -20alcalinità[mgCaCO3/i] 288 326pH 7.0 7.5
La successiva tabella 5.4 riassume i risultati di diverse esperienze.
Tabella 5.4: efficienze di reattori UASB in diversi contesti (L. Seghezzo, G. Zeeman, J. B. van Lier,
H. V. M. Hamelers, G. Lettinga, 1998).
[mg/l] [mg/l] [mg/l]Località Vol[m3] T[°C] CODin BODin TSSin HRT[h] %CODrimosso%BODrimosso %SSVrimossiS.Afr. 0,008 20 500 148 NP 24 90 49 60Neth. 0,03 21 520 73 NP 9 57 50 30Neth. 0,12 12 420 55 NP 32 48 30 90Neth. 0,12 18 248 163 NP 12 72 62 NPNeth. 0,12 7 100 53 10 4 45 38 50Neth. 6 10 100 53 10 9 46 42 55Neth. 20 11 100 53 10 6 31 23 NPCol. 64 25 267 95 NP 6 75 75 70Neth. 0,12 12 190 80 NP 7 20 20 NPNeth. 0,116 12 150 70 NP 2 20 20 NPBraz. 0,12 19 627 357 376 4 74 78 72Ita. 336 7 205 55 100 12 31 40 55India 1200 20 563 214 418 6 74 75 75Neth. 120 13 391 291 - 2 16 20 0Neth. 205 16 391 291 - 2 30 40 0Thail. 0,03 30 450 NP NP 3 90 NP NP
68
Braz. 120 18 188 104 67 5 60 70 70Col. 3360 24 380 160 240 5 45 64 60Braz. 67 16 402 515 379 7 74 80 87P.Rico 0,059 20 782 352 393 6 58 NP 77India 12000 18 1183 484 1000 8 51 53 46India 6000 18 600 205 362 8 62 65 70
Abbreviazioni:Braz.: Brasile; Col.: Colombia; Ita.: Italia; Neth.: Paesi Bassi; P. Rico: Portorico; S. Afr.: Sudafrica
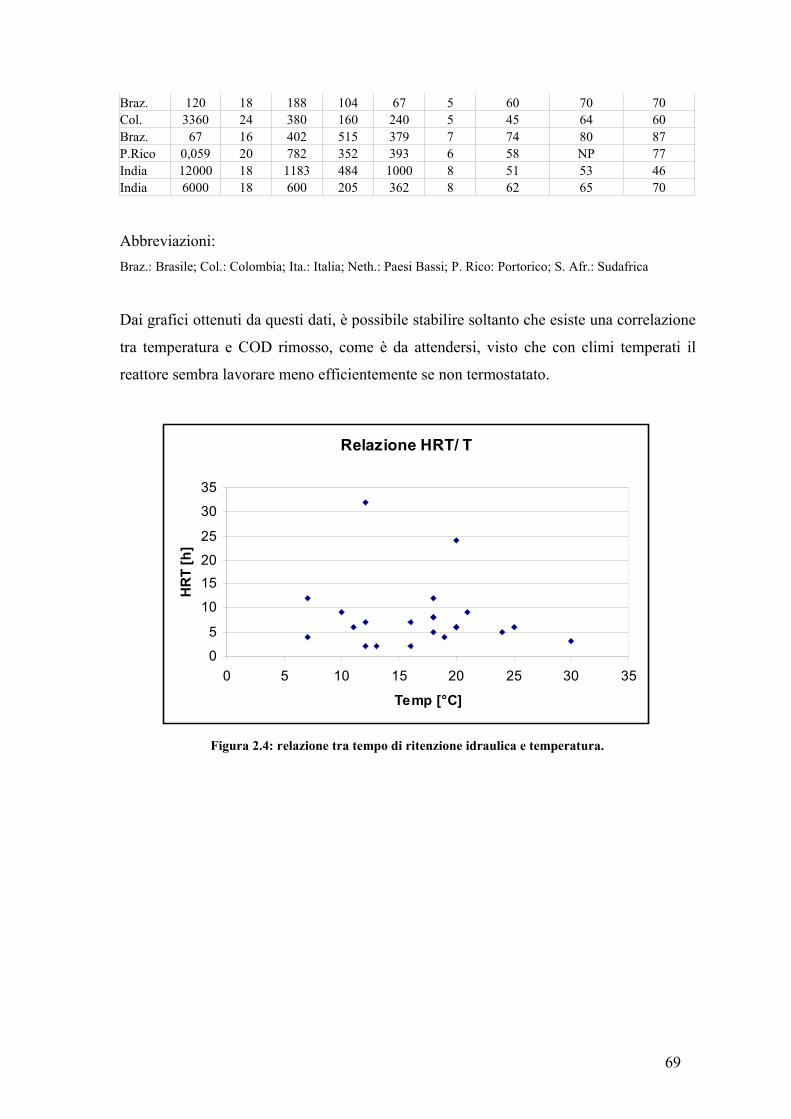
Dai grafici ottenuti da questi dati, è possibile stabilire soltanto che esiste una correlazione
tra temperatura e COD rimosso, come è da attendersi, visto che con climi temperati il
reattore sembra lavorare meno efficientemente se non termostatato.
Relazione HRT/ T
0
5
10
1520
25
30
35
0 5 10 15 20 25 30 35
Temp [°C]
HR
T [h
]
Figura 2.4: relazione tra tempo di ritenzione idraulica e temperatura.
69
HRTapplicato/ CODin
0
5
10
15
20
25
30
35
0 200 400 600 800 1000 1200 1400COD in[mg/l]
HRT[
h]
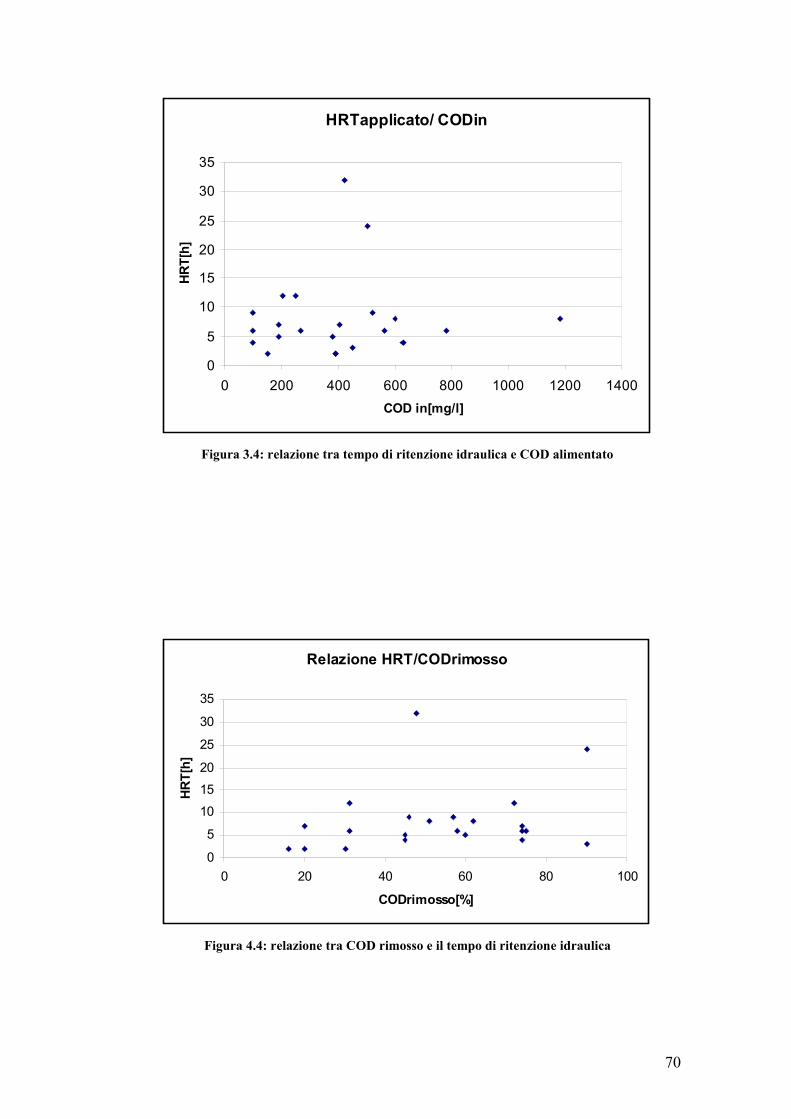
Figura 3.4: relazione tra tempo di ritenzione idraulica e COD alimentato
Relazione HRT/CODrimosso
0
5
101520
25
30
35
0 20 40 60 80 100
CODrimosso[%]
HRT[
h]
Figura 4.4: relazione tra COD rimosso e il tempo di ritenzione idraulica
70
Relazione CODrimosso/ T
0102030405060708090
100
0 5 10 15 20 25 30 35
T[°C]
CODr
imos
so[%
]
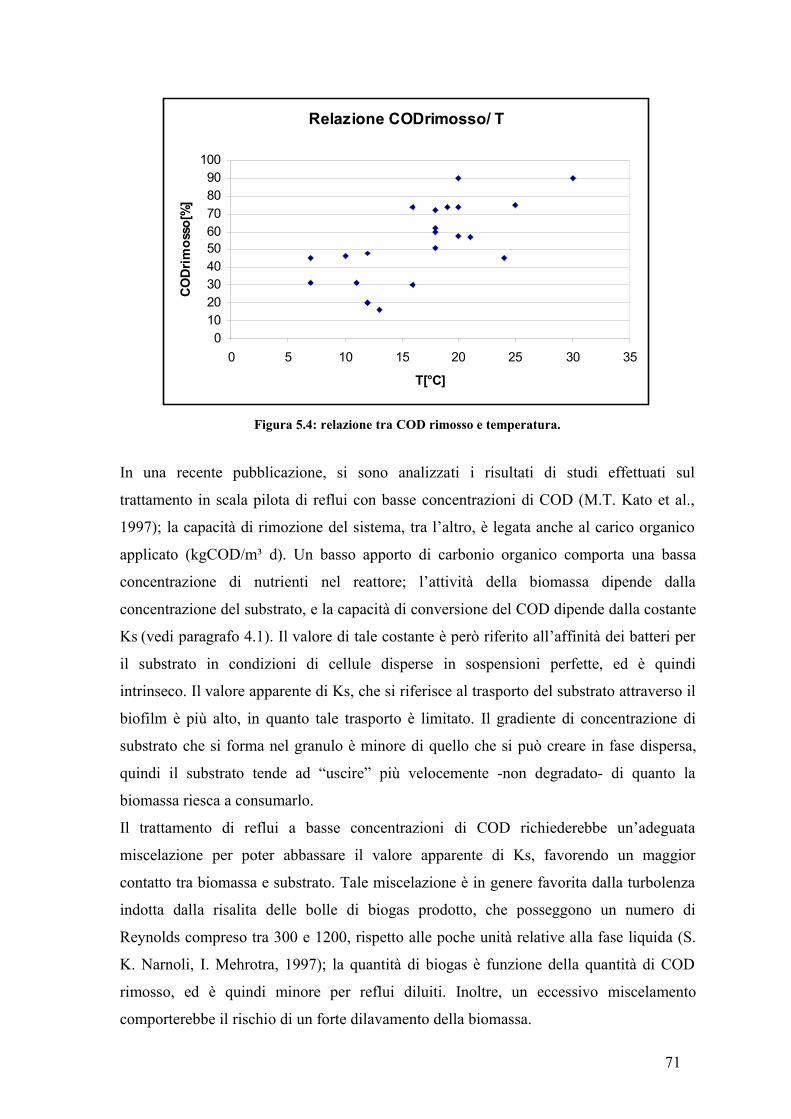
Figura 5.4: relazione tra COD rimosso e temperatura.
In una recente pubblicazione, si sono analizzati i risultati di studi effettuati sul
trattamento in scala pilota di reflui con basse concentrazioni di COD (M.T. Kato et al.,
1997); la capacità di rimozione del sistema, tra l’altro, è legata anche al carico organico
applicato (kgCOD/m³ d). Un basso apporto di carbonio organico comporta una bassa
concentrazione di nutrienti nel reattore; l’attività della biomassa dipende dalla
concentrazione del substrato, e la capacità di conversione del COD dipende dalla costante
Ks (vedi paragrafo 4.1). Il valore di tale costante è però riferito all’affinità dei batteri per
il substrato in condizioni di cellule disperse in sospensioni perfette, ed è quindi
intrinseco. Il valore apparente di Ks, che si riferisce al trasporto del substrato attraverso il
biofilm è più alto, in quanto tale trasporto è limitato. Il gradiente di concentrazione di
substrato che si forma nel granulo è minore di quello che si può creare in fase dispersa,
quindi il substrato tende ad “uscire” più velocemente -non degradato- di quanto la
biomassa riesca a consumarlo.
Il trattamento di reflui a basse concentrazioni di COD richiederebbe un’adeguata
miscelazione per poter abbassare il valore apparente di Ks, favorendo un maggior
contatto tra biomassa e substrato. Tale miscelazione è in genere favorita dalla turbolenza
indotta dalla risalita delle bolle di biogas prodotto, che posseggono un numero di
Reynolds compreso tra 300 e 1200, rispetto alle poche unità relative alla fase liquida (S.
K. Narnoli, I. Mehrotra, 1997); la quantità di biogas è funzione della quantità di COD
rimosso, ed è quindi minore per reflui diluiti. Inoltre, un eccessivo miscelamento
comporterebbe il rischio di un forte dilavamento della biomassa.
71
4.3.4 Sbilanciamento nutrienti
Possono essere necessarie delle integrazioni quando i rapporti COD : N : P sono troppo
sbilanciati rispetto ai rapporti usuali. In ogni caso l’apporto di nutrienti dipende da
svariati fattori, come il tipo di biomassa e la velocità di sintesi batterica, il carico organico
e l’età del fango (SRT).
Ho trovato nelle pubblicazioni alcuni esempi di casi estremi; talvolta per bassi tenori di N
su casi reali è stata aggiunta urea, ma non mi è stato possibile trovare una tipologia di
intervento comune; infatti in altri casi, con sbilanciamenti anche più marcati, non era
necessaria alcuna aggiunta.
Sono ora riportati alcuni esempi specifici.
(U. Austermann – Haun, C. F. Seyfried, K. H. Rosenwinkel, 1997): si riportano i risultati
di un’esperienza su un reattore UASB full-size (591 m³) di un’industria produttrice di
succhi di frutta. Il carico organico subiva forti fluttuazioni sia a seconda della stagione,
sia a seconda del tipo di produzione annua; i valori di COD variano da 375 a 3395 mg/l.
In ogni caso i rapporti tra nutrienti rimanevano costanti, pari a COD : N : P = 800 : 2,3 :
2,6; ciò significava dover aggiungere azoto; dal miscelamento con altri reflui, invece, ne è
risultato un rapporto di 800 : 5,3 : 3,7, in questo caso una proporzione sufficiente. La
percentuale di COD rimosso risultava pari all’82-88 %.
In un altro esempio (G. Ubay, I. Öztürk, 1997), dai risultati di 6 mesi di analisi su un
UASB in scala da laboratorio( 10,35 l.), si è riscontrata la proporzione di COD : N : P =
350 : 5 : 1, ed è stata aggiunta urea per ovviare alla deficienza di N.
Altri risultati su impianti pilota per reflui di industrie agro alimentari (F. A. El-Gohary,
F.A. Nasr, H. I. Aly, 1999), mostrano che, nel caso di reflui da produzione di confetture,
le proporzioni sono 223 : 5 : 0,9. Per reflui di produzione di patatine, si avevano
proporzioni di 192 : 5 : 1,7. Non si fa riferimento ad aggiunte in relazione a questi
rapporti; risultava però necessaria l’aggiunta di NaOH per stabilizzare il pH.
In un altro caso (R. Borja, C. J. Banks, E. Sanchez, 1996) con un UASB a due stadi (fasi
separate) per il trattamento di effluente da prodotti di olio di palma, si sono riscontrati
rapporti di COD : N = 100 : 1,6. Anche qui è stato necessario modificare il pH, ma non si
fa menzione di problemi specifici per i nutrienti.
Nella sperimentazione su effluenti da industrie di produzione di oli, si nota che le
proporzioni COD : N : P si discostano sovente dai valori ottimali, in sfavore dell’azoto.
Tuttavia ciò non sembra costituire il problema principale per questo tipo di reflui, per i
72
quali il fattore limitante è invece la presenza di VFA (acidi grassi volatili). Anche il
tempo di ritenzione idraulico (HRT) è considerevolmente più alto, giungendo sino a 56
giorni, contro le 412 ore dei reflui urbani trattati a temperature maggiori di 20 °C (R.
Borja, C. J. Banks, E. Sanchez, 1996). Un apporto minimo di questi nutrienti, che tenga
conto anche del carico del fango applicato (R. E. Speece, 1996) va in ogni caso
introdotto.
Si riportano infine i valori necessari per i diversi nutrienti (R. P. Singh, S. Kumar, C. S.
P. Ojha, 1999) in un reattore UASB, tipici per il trattamento anaerobico almeno per
quanto riguarda i macronutrienti.
Azoto: è necessaria una concentrazione di 40-70 mg/l. per ottenere una crescita adeguata
delle cellule; valori superiori di N (come N-NH4+), inibiscono la granulazione: per reflui
domestici, valori superiori a 1,2 g/l possono essere tossici per i microrganismi. In ogni
caso la quantità di N richiesto, in base alla formula biologica C5H9O3N, è dell’11% nel
peso cellulare. Di norma, è sufficiente un rapporto di COD : N = 400 : 7 (alto carico del
fango, superiore a 1,5 gCOD/gVSS·d); COD : N = 1000 : 7 (bassi carichi, fino a 0,5
gCOD/gVSS·d).
Fosforo: ne è richiesto il 2,2% sul peso cellulare, vale a dire circa il 20% della quantità di
azoto richiesto.
4.3.5 Altri nutrienti
(R. P. Singh, S. Kumar, C. S. P. Ojha, 1999)
La presenza dei seguenti elementi in tracce nel refluo è spesso considerata essenziale per
lo sviluppo, la crescita e il mantenimento della coltre di fango; i batteri hanno la necessità
di assimilare determinati composti vitali, così come gli altri esseri viventi. Possono
sopperire però a determinati composti mancanti, o eventualmente assimilarne dalla
biomassa morta presente nel reattore; nella preparazione dei reflui sintetici, assolutamente
meno vari ed eterogenei di quanto si riscontra nei casi reali, vi è la tendenza ad
aggiungere soluzioni saline contenenti i micronutrienti.
Viene ora fornito un elenco di tali elementi unitamente alla loro utilità, in base
all’esperienza e alla casistica documentata.
73
Mg: stimola la crescita dei metanigeni e talvolta abbrevia il tempo di granulazione, ma si
usa fino a concentrazioni di 15mg/l, per evitare depositi e occlusioni;.
Na: il suo fabbisogno è variabile; comunque molti metanigeni hanno dimostrato una
relazione tra la capacità di produrre metano e la concentrazione di ioni Na+ ; il sodio è
utile alla crescita, oltre al fatto che il trasporto di amminoacidi e regolazione interna del
pH del sistema sono dipendenti da questo metallo.
Ca: favorisce la formazione dei fiocchi, ed è presente in quantità marcate sulla superficie
dei granuli sviluppati (dove è presente un alto numero di Methanotrix soehngenii, batteri
ricchi di calcio); riduce il dilavamento della biomassa e contribuisce alla stabilità del
letto.
K: è richiesto dai batteri per la loro crescita, fino a quantità tali da non inibire la fase di
metanogenesi.
S: il suo apporto ideale è simile a quello del fosforo; serve al mantenimento della crescita
e può essere assimilato in forme diverse (solfati, solfiti, tiosolfati). Concentrazioni troppo
elevate di S possono risultare inibenti per la produzione di metano, come descritto nel
paragrafo 4.1.
EDTA (acido etilendiamminicotetracetico) e HCl: la loro necessità non è ben
documentata in letteratura, se non per il fatto che l’acido cloridrico serve comunque nei
casi in cui si debba neutralizzare il pH; l’EDTA riesce a combinarsi con gli ioni
potenzialmente tossici dei metalli pesanti.
Fe, Zn, Mo, Cu: sono metalli necessari per la sintesi dei microrganismi.
Ni: dà stabilità alla struttura dei metanigeni e contribuisce al mantenimento delle
membrane cellulari.
Co e B: sono essenziali micronutrienti per metanigeni ed acidogeni
Se: è un forte stimolatore per molti metanigeni.
Al: riduce il tempo di granulazione.
Amido: è un estratto di cellule ricche di vitamina B, di azoto e carbonio organico in
forme facilmente assimilabili; viene usato per promuovere la crescita cellulare e ha dato
solo di rado problemi di inibizione.
Vitamine: tutti gli organismi contengono vitamine; molti microrganismi sono in grado di
sintetizzare quelle a loro essenziali, per altre forme batteriche ciò non è possibile.
Alcalinità – capacità tampone: è essenziale per mantenere un pH sufficientemente stabile
all’interno del sistema. Gli organismi stessi presenti nella coltre di fango contengono dei
composti con capacità tampone. Tuttavia un incremento degli acidi grassi volatili, o un
74
loro accumulo nel reattore possono comportare un’eccessiva acidificazione; il tampone
principalmente utilizzato è NaHCO3.
Per le concentrazioni necessarie prima e dopo lo start-up, vedi ad esempio R. P. Singh, S.
Kumar, C. S. P. Ojha, 1999.
Un discorso a parte merita forse la possibile tossicità dell’ossigeno disciolto per i batteri
anaerobici; si considerano tossiche delle concentrazioni di O2 superiori a 0,5 mg/l;
l’ossigeno è comunque presente nell’acqua di rete (8 mg/l solitamente) o comunque nei
reflui da trattare; nei processi UASB la presenza di batteri facoltativi permette di
assorbire l’ossigeno in più, creando zone in cui i batteri metanigeni, strettamente
anaerobici, sono protetti all’interno del granulo, dove l’ossigeno non riesce a penetrare
nelle membrane cellulari. Si è dimostrato che in assenza o in carenza di substrato
disponibile per i batteri facoltativi, la tolleranza del sistema nei confronti dell’ossigeno
si riduce drasticamente, in quanto esso non può essere rapidamente utilizzato e quindi
rimosso ( M.T.Kato et al., 1997).
4.3.6 Composti tossici
A parte l’ossigeno, vi sono numerosi metalli che risultano tossici anche a basse
concentrazioni per la coltre batterica; molti di questi non si trovano comunemente in
reflui civili, ma possono riscontrarsi nelle acque di scarico di lavorazioni specifiche,
legate ad attività industriali (come ad esempio il cromo per l’industria conciaria). Altri
elementi certamente tossici sono il cloro nei suoi composti organici, la presenza eccessiva
di ioni H+ e i solfuri, che possono formarsi per riduzione dei solfati (A.C. Van Haandel,
G. Lettinga, 1994):
OHSSOHe 222
4 488
Per quanto riguarda i metalli pesanti, tipici elementi tossici sono ioni di rame, cromo,
cadmio, zinco, nichel, piombo, scritti in ordine decrescente di tossicità. Si è tuttavia
notato che in particolari condizioni (alti HRT, particolari concentrazioni degli acidi grassi
volatili) e tramite un’introduzione per gradi il sistema è in grado di sopportare maggiori
concentrazioni di questi metalli (C.Y. Lin, C.C. Chen, 1999).
75
Infine si può menzionare il fenomeno dell’inibizione, determinato da alcuni tipi di
composti, come l’ammoniaca al di sopra di 1000 mg/l, o piuttosto un range inappropriato
del pH (non esageratamente fuori norma), che determina non un collasso definitivo del
processo, ma piuttosto una temporanea interruzione o riduzione dell’attività microbica
che è in grado di essere ripristinata una volta eliminato il fattore di disturbo.
4.3.7 Range dei solidi sospesi:
Si riportano i risultati dell’esperienza di Cali:
SST (g/m³) nell’effluente : 215 (intero periodo); 189 (stagione secca); 156 (stagione
umida).
Approssimativamente, alla fine, il 40% dei SST veniva ritrovato nel fango, il 25% veniva
convertito in metano e il 30% finiva nell’effluente.
L’efficienza di trattamento sui SST variava tra il 60 e l’85%. A regime, l’attività
metanigena specifica ( vale a dire la quantità di COD rimossa tramite produzione di
metano per unità di massa di SSV al giorno) era di 0,15 kgCOD·kgSSV-1·d-1.
Normalmente, nel reattore la concentrazione dei SST raggiungeva valori medi pari a 39
kg/m³. Tuttavia si è notato come, nel letto di fango, per periodi di inattività superiori a 1
settimana, si raggiungeva una concentrazione di SST maggiore di 150 kg/m³.
Per l’efficienza di rimozione dei SST, si può ancora fare riferimento alla tabella 6.4 (L.
Seghezzo, G. Zeeman, J. B. van Lier, H. V. M. Hamelers, G. Lettinga, 1998).
In realtà l’efficienza di rimozione dei SST può essere molto elevata, superiore al 90%
(A.C. Van Haandel, G. Lettinga, 1994), ma ciò dipende non solo dai solidi presenti
nell’influente, ma anche dal funzionamento dell’impianto, dal numero di spurghi
effettuato e dalla stabilità del fango granulare (funzione a sua volta del tipo di
alimentazione e di altri fattori); è da prevedersi in ogni caso una fuoriuscita maggiore di
fanghi quando il blanket, crescendo, si sviluppa oltre al separatore di fase.
Si riportano ora altri risultati, dalla sperimentazione svolta su 3 reattori pilota operanti su
refluo domestico in diversi periodi (C. A. L. Chernicharo, R. M. G. Machado, 1998).
Tabella 6.4: rimozione dei SST in reattori UASB pilota (C. A. L. Chernicharo, R. M. G. Machado,
1998).
Solidi sospesi I II III IV V VI VIIinfl.UASB[mg/l] 456 299 128 125 120 142 145effl.UASB[mg/l] 24 30 16 16 19 26 36
76
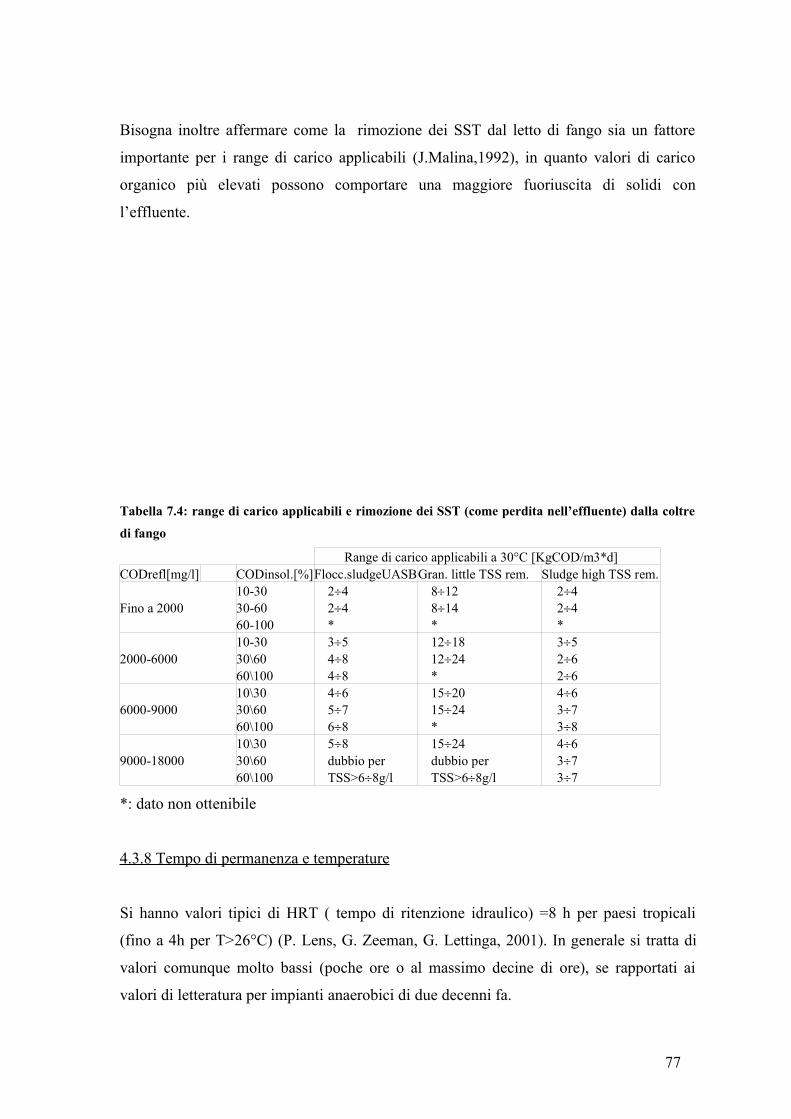
Bisogna inoltre affermare come la rimozione dei SST dal letto di fango sia un fattore
importante per i range di carico applicabili (J.Malina,1992), in quanto valori di carico
organico più elevati possono comportare una maggiore fuoriuscita di solidi con
l’effluente.
Tabella 7.4: range di carico applicabili e rimozione dei SST (come perdita nell’effluente) dalla coltre
di fango
Range di carico applicabili a 30°C [KgCOD/m3*d]CODrefl[mg/l] CODinsol.[%]Flocc.sludgeUASBGran. little TSS rem. Sludge high TSS rem. 10-30 24 812 24 Fino a 2000 30-60 24 814 24 60-100 * * * 10-30 35 1218 35 2000-6000 30\60 48 1224 26 60\100 48 * 26 10\30 46 1520 46 6000-9000 30\60 57 1524 37 60\100 68 * 38 10\30 58 1524 46 9000-18000 30\60 dubbio per dubbio per 37 60\100 TSS>68g/l TSS>68g/l 37
*: dato non ottenibile
4.3.8 Tempo di permanenza e temperature
Si hanno valori tipici di HRT ( tempo di ritenzione idraulico) =8 h per paesi tropicali
(fino a 4h per T>26°C) (P. Lens, G. Zeeman, G. Lettinga, 2001). In generale si tratta di
valori comunque molto bassi (poche ore o al massimo decine di ore), se rapportati ai
valori di letteratura per impianti anaerobici di due decenni fa.
77
Per reflui urbani e acque di rifiuto solubili è l’HRT che rappresenta il fattore limitante,
attraverso il quale si dimensiona l’impianto : Vol = h·A=HRT·Q
Dove:
Q = portata[m³/h] ; h = altezza reattore [m] ; A = area [m²].
h può arrivare anche a 10 m e più.
A basse temperature l’idrolisi rallenta, e deve aumentare l’HRT.
HRT=(C·SS/X)·R·(1-H)·SRT (P. Lens, G. Zeeman, G. Lettinga, 2001).
Dove:
C=[gCOD/l]; SRT( sludge retention time), in giorni; X= concentrazione fanghi nel
reattore; SST= solidi sospesi; R= frazione di SST rimossa; H= frazione di SST che viene
idrolizzata.
Per quanto riguarda una possibile correlazione tra HRT e temperatura, appare evidente
che in climi tropicali, o comunque con temperature medie mensili non inferiori a 20°C,
l’HRT può essere considerevolmente ridotto (P. Lens, G. Zeeman, G. Lettinga, 2001); si
deve comunque considerare il fatto che un valore ottimale dell’HRT non è definibile a
causa del numero di variabili che influenzano questo fattore: oltre alla temperatura anche
la concentrazione di COD, il layout dell’impianto, le dimensioni, la tipologia del refluo,
l’efficienza da mantenere e il carico organico da applicare.
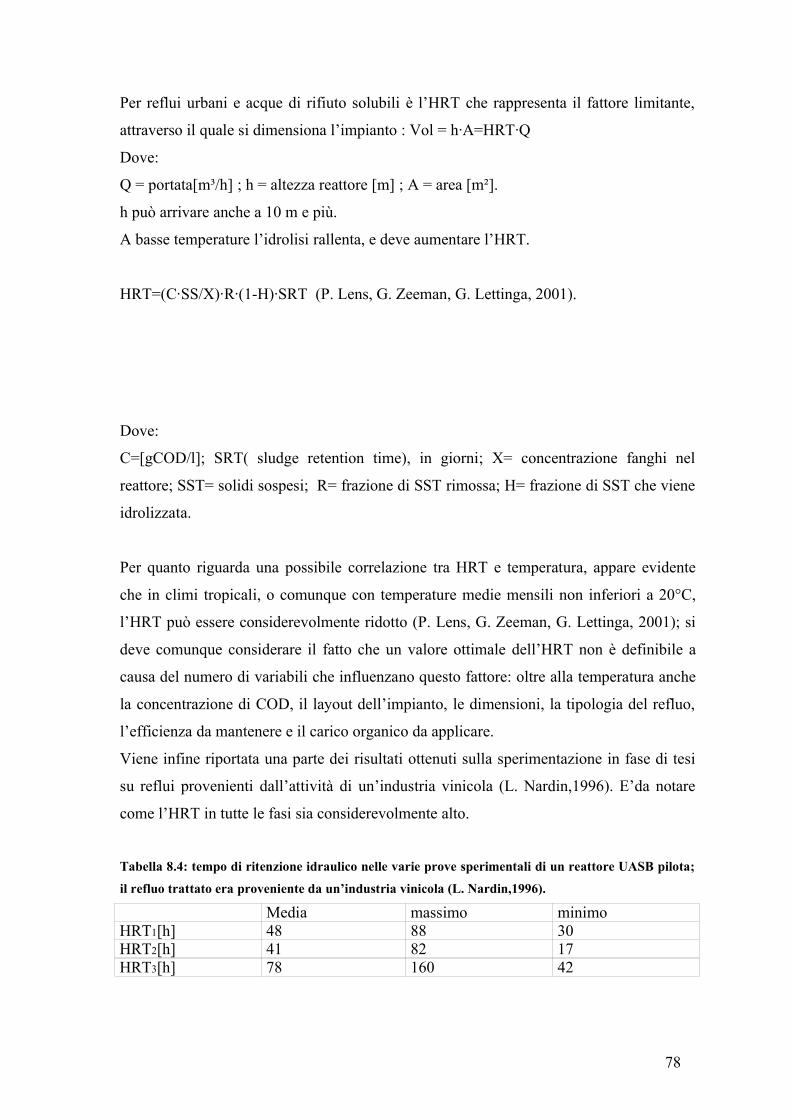
Viene infine riportata una parte dei risultati ottenuti sulla sperimentazione in fase di tesi
su reflui provenienti dall’attività di un’industria vinicola (L. Nardin,1996). E’da notare
come l’HRT in tutte le fasi sia considerevolmente alto.
Tabella 8.4: tempo di ritenzione idraulico nelle varie prove sperimentali di un reattore UASB pilota;
il refluo trattato era proveniente da un’industria vinicola (L. Nardin,1996).
Media massimo minimoHRT1[h] 48 88 30HRT2[h] 41 82 17HRT3[h] 78 160 42
78
Per quanto riguarda le caratteristiche dell’influente, esso era di natura essenzialmente
organica, contenendo le sostanze dilavate dal fluido in varie operazioni tecnologiche:
alcool etilico e metilico, zuccheri, formaldeide e butilaldeide, acidi organici, polifenoli
(poco degradabili), sostanze tanniche, lieviti; in più risultavano presenti frammenti di
graspi, vinaccioli, farine fossili, bentoniti, ferrocianuri. I valori di COD e BOD5
riscontrati erano piuttosto elevati: mediamente si avevano valori di COD superiori a
11000 mg/l (fino a 18000 in corrispondenza dell’HRT=160h).
4.3.9 Tempi di attivazione ed inoculo
Il periodo necessario allo start-up è in genere un fattore limitante, specie se le fasi di
attivazione si sono svolte senza un inoculo specifico.
Nel reattore di Cali (P. Lens, G. Zeeman, G. Lettinga, 2001), il reattore è stato alimentato
inizialmente con concime bovino diluito; il periodo di start-up è durato 6 mesi, con un
HRT di 1214 ore nelle prime settimane, poi di 612 h. Lo start-up dipende anche
dall’HRT imponibile e dalle caratteristiche del refluo. Altri fattori possono essere
volume, attività dell’inoculo, temperatura, pH, nutrienti, geometria del reattore.
In una prima fase, la rimozione di COD può anche dare un risultato negativo, ciò a causa
di una maggiore idrolisi dei solidi precedentemente accumulati, e di un’attività
metanogena non sufficiente a convertire i composti solubili.
Durante lo start-up si attua la granulazione della biomassa, in un tempo che è funzione
della concentrazione della biomassa inserita e della quantità di fango introdotta (R. P.
Singh, S. Kumar, C. S. P. Ojha, 1998). Altri autori considerano lo start-up come il
periodo in cui il reattore raggiunge semplicemente lo stato stazionario (produzione di
biogas e rimozione del substrato costanti con un carico organico costante).
Il tempo di granulazione (Tg) può essere definito come il tempo totale impiegato per
l’immobilizzazione spontanea delle cellule batteriche in una biomassa compatta
aggregata (granuli). Il Tg può variare tra un mese e un anno.
Introducendo lo SLR (sludge loading rate) si ha:
SLR = QS0 /X·V = S0/X·HRT
dove [X] = [gVSS/l];
79
[S0](concentrazione influente) = [gCOD/l]
con uno SLR basso (inferiore all’attività metanigena specifica del fango), la crescita è
ridotta;
con uno SLR>1gCOD/gSSV·d, si possono avere fenomeni di bulking e fuoriuscita di
fango.Da un’esperienza di laboratorio condotta su 4 reattori operanti in differenti
condizioni (M.M. Ghangrekar et al.,1996), valori dello SLR tra 0,15 e 0,24
kgCOD/kgVSS·d sembrano essere ottimali, assieme a un OLR (organic loading rate) da
2,0 a 3,6 kgCOD·m-3·d-1. In tal caso, la rimozione di COD risultava superiore al 90%.
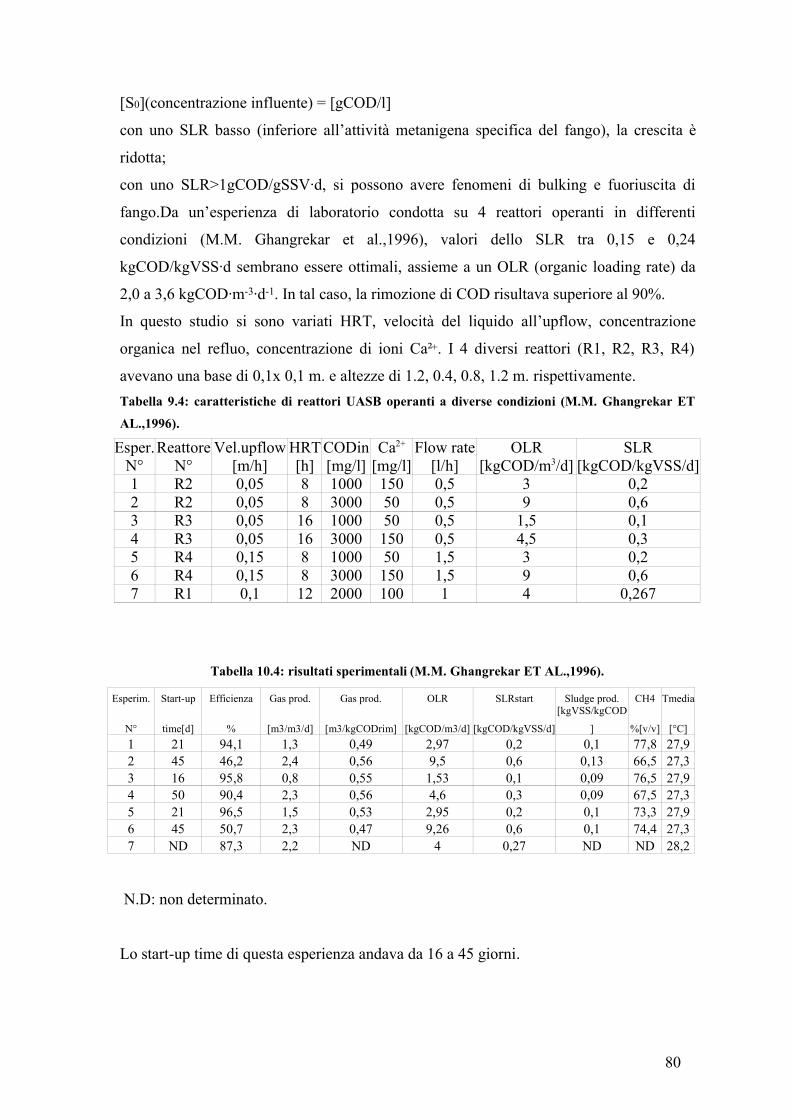
In questo studio si sono variati HRT, velocità del liquido all’upflow, concentrazione
organica nel refluo, concentrazione di ioni Ca²+. I 4 diversi reattori (R1, R2, R3, R4)
avevano una base di 0,1x 0,1 m. e altezze di 1.2, 0.4, 0.8, 1.2 m. rispettivamente.Tabella 9.4: caratteristiche di reattori UASB operanti a diverse condizioni (M.M. Ghangrekar ET
AL.,1996).
Esper.Reattore Vel.upflow HRT CODin Ca2+ Flow rate OLR SLRN° N° [m/h] [h] [mg/l] [mg/l] [l/h] [kgCOD/m3/d] [kgCOD/kgVSS/d]1 R2 0,05 8 1000 150 0,5 3 0,22 R2 0,05 8 3000 50 0,5 9 0,63 R3 0,05 16 1000 50 0,5 1,5 0,14 R3 0,05 16 3000 150 0,5 4,5 0,35 R4 0,15 8 1000 50 1,5 3 0,26 R4 0,15 8 3000 150 1,5 9 0,67 R1 0,1 12 2000 100 1 4 0,267
Tabella 10.4: risultati sperimentali (M.M. Ghangrekar ET AL.,1996).
Esperim. Start-up Efficienza Gas prod. Gas prod. OLR SLRstart Sludge prod. CH4 Tmedia
N° time[d] % [m3/m3/d] [m3/kgCODrim] [kgCOD/m3/d] [kgCOD/kgVSS/d]
[kgVSS/kgCOD
] %[v/v] [°C]1 21 94,1 1,3 0,49 2,97 0,2 0,1 77,8 27,92 45 46,2 2,4 0,56 9,5 0,6 0,13 66,5 27,33 16 95,8 0,8 0,55 1,53 0,1 0,09 76,5 27,94 50 90,4 2,3 0,56 4,6 0,3 0,09 67,5 27,35 21 96,5 1,5 0,53 2,95 0,2 0,1 73,3 27,96 45 50,7 2,3 0,47 9,26 0,6 0,1 74,4 27,37 ND 87,3 2,2 ND 4 0,27 ND ND 28,2
N.D: non determinato.
Lo start-up time di questa esperienza andava da 16 a 45 giorni.
80
In un altro caso ( R. Borja, C. J. Banks, E. Sanchez, 1996), lo start-up per il reattore a due
stadi utilizzato per il refluo del trattamento di olio di palma era di 80 giorni per la fase di
acidogenesi e di 100 giorni per la fase metanogenica, intendendo come start-up il periodo
temporale necessario alla granulazione.
Infine, nel caso del trattamento dell’effluente da produzione di olio di oliva in scala da
laboratorio (G. Ubay, I. Öztürk, 1997), la principale limitazione riguardava l’inibizione
dei batteri metanogeni a causa di composti semplici fenolici, acidi organici e polifenoli;
per questi, infatti, si consigliava un pretrattamento. In questo caso, il periodo di start-up
era di 35 giorni.
Si può dire infine che il periodo di attivazione del processo è influenzato in massima
parte dai vari parametri che governano il meccanismo di granulazione; poiché tale
meccanismo non è stato ancora ben compreso, non è sempre possibile dare delle
indicazioni generali sul tempo necessario allo start-up.
4.3.10 Range del carico idraulico
Per carico idraulico si intende il parametro: Ci = Q/Stot = [m³·m-2·h-1].
Gli UASB sembrano adattarsi bene ad eventuali variazioni del carico idraulico; inoltre il
sistema non sembra solitamente risentire in maniera eccessiva di eventuali fermate
dell’impianto (J. F. Malina, F. G. Pohland, 1992). Infatti, nell’esperienza di Cali
l’alimentazione è stata fermata, con conseguente compattazione della coltre di fango.
Dopo 3 settimane, il reattore è stato nuovamente alimentato con Ci = 0,66 m/h, senza
riscontrare problemi. Eventuali shock per carico organico non hanno determinato, in
questo caso, un’espansione o una compattazione della coltre di fango.
Per quanto riguarda i range di carico possibili, indicativamente si possono applicare
valori fino a 3 m/h per reflui solubili, mentre per reflui parzialmente solubili tale valore si
abbassa a 1,5 m/h. In alcuni casi si possono applicare, per periodi limitati, carichi da 2 a
6 m/h. A velocità superiori, le particelle granulari più piccole, specie se poco
sedimentabili, vengono dilavate.
Nello start-up, un valore ottimale può essere 0,5 m/h per un refluo solubile.
Nelle diverse pubblicazioni esaminate, sono stati più volte riportati i valori del carico
idraulico applicato; tali valori, pur in differenti condizioni operative, sono sempre rimasti
in un range compreso tra 0,5 e 1,5 m/h ( C. A. L. Chernicharo, R. M. G. Machado, 1998;
D. Jeison, R. Chamy, 1999; P. F. Cavalcanti Catunda, E. J. S. Medeiros et al., 1999).
81
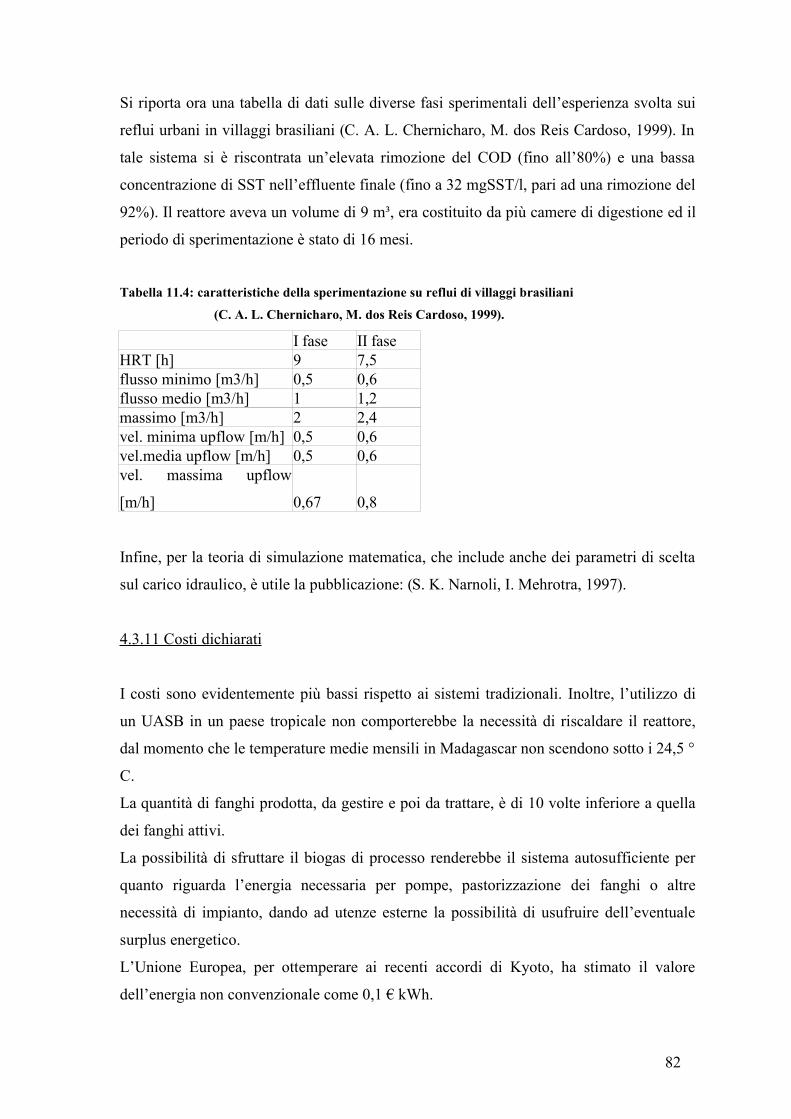
Si riporta ora una tabella di dati sulle diverse fasi sperimentali dell’esperienza svolta sui
reflui urbani in villaggi brasiliani (C. A. L. Chernicharo, M. dos Reis Cardoso, 1999). In
tale sistema si è riscontrata un’elevata rimozione del COD (fino all’80%) e una bassa
concentrazione di SST nell’effluente finale (fino a 32 mgSST/l, pari ad una rimozione del
92%). Il reattore aveva un volume di 9 m³, era costituito da più camere di digestione ed il
periodo di sperimentazione è stato di 16 mesi.
Tabella 11.4: caratteristiche della sperimentazione su reflui di villaggi brasiliani
(C. A. L. Chernicharo, M. dos Reis Cardoso, 1999).
I fase II faseHRT [h] 9 7,5flusso minimo [m3/h] 0,5 0,6flusso medio [m3/h] 1 1,2massimo [m3/h] 2 2,4vel. minima upflow [m/h] 0,5 0,6vel.media upflow [m/h] 0,5 0,6vel. massima upflow
[m/h] 0,67 0,8
Infine, per la teoria di simulazione matematica, che include anche dei parametri di scelta
sul carico idraulico, è utile la pubblicazione: (S. K. Narnoli, I. Mehrotra, 1997).
4.3.11 Costi dichiarati
I costi sono evidentemente più bassi rispetto ai sistemi tradizionali. Inoltre, l’utilizzo di
un UASB in un paese tropicale non comporterebbe la necessità di riscaldare il reattore,
dal momento che le temperature medie mensili in Madagascar non scendono sotto i 24,5 °
C.
La quantità di fanghi prodotta, da gestire e poi da trattare, è di 10 volte inferiore a quella
dei fanghi attivi.
La possibilità di sfruttare il biogas di processo renderebbe il sistema autosufficiente per
quanto riguarda l’energia necessaria per pompe, pastorizzazione dei fanghi o altre
necessità di impianto, dando ad utenze esterne la possibilità di usufruire dell’eventuale
surplus energetico.
L’Unione Europea, per ottemperare ai recenti accordi di Kyoto, ha stimato il valore
dell’energia non convenzionale come 0,1 € kWh.
82
Con l’impianto a regime, quindi, si può stimare che vi è una differenza di costo, con
riferimento ai fanghi attivi, di 0,75 €/kgBODbiod. (P. Lens, G. Zeeman, G. Lettinga, 2001).
Si può infine stimare che il costo di un UASB a bassa tecnologia sia di 200-300 €/m³.
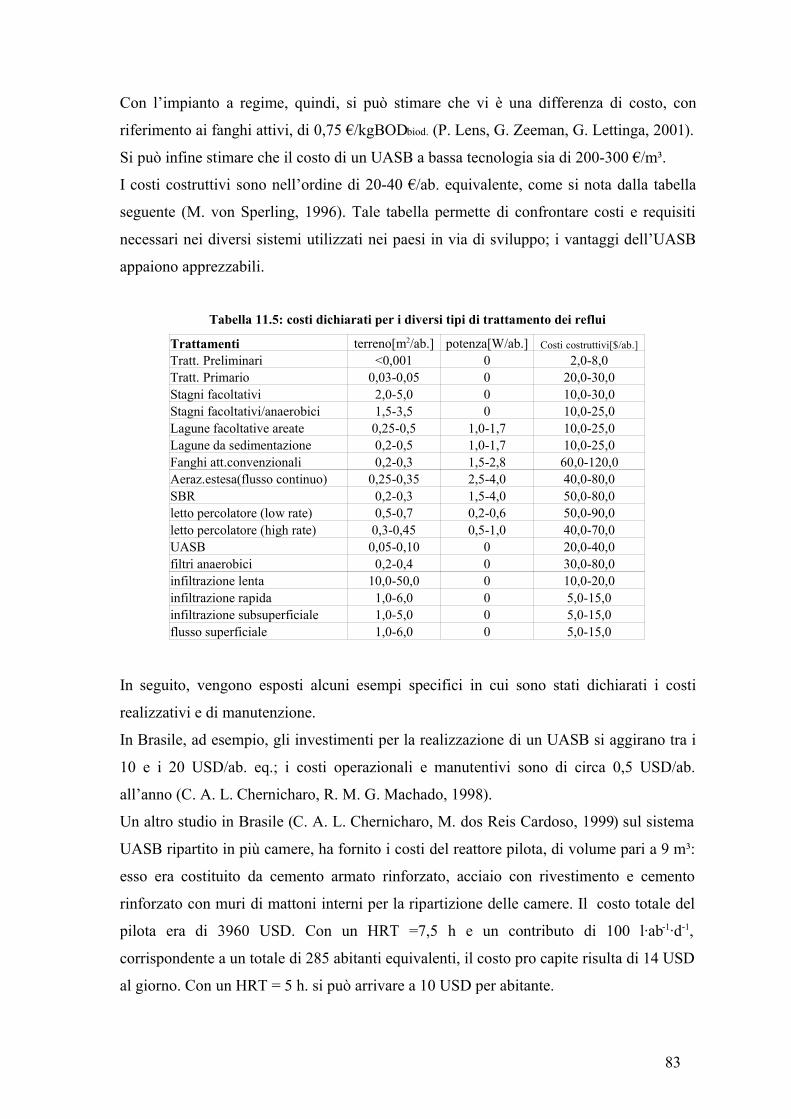
I costi costruttivi sono nell’ordine di 20-40 €/ab. equivalente, come si nota dalla tabella
seguente (M. von Sperling, 1996). Tale tabella permette di confrontare costi e requisiti
necessari nei diversi sistemi utilizzati nei paesi in via di sviluppo; i vantaggi dell’UASB
appaiono apprezzabili.
Tabella 11.5: costi dichiarati per i diversi tipi di trattamento dei reflui
Trattamenti terreno[m2/ab.] potenza[W/ab.] Costi costruttivi[$/ab.]Tratt. Preliminari <0,001 0 2,0-8,0Tratt. Primario 0,03-0,05 0 20,0-30,0Stagni facoltativi 2,0-5,0 0 10,0-30,0Stagni facoltativi/anaerobici 1,5-3,5 0 10,0-25,0Lagune facoltative areate 0,25-0,5 1,0-1,7 10,0-25,0Lagune da sedimentazione 0,2-0,5 1,0-1,7 10,0-25,0Fanghi att.convenzionali 0,2-0,3 1,5-2,8 60,0-120,0Aeraz.estesa(flusso continuo) 0,25-0,35 2,5-4,0 40,0-80,0SBR 0,2-0,3 1,5-4,0 50,0-80,0letto percolatore (low rate) 0,5-0,7 0,2-0,6 50,0-90,0letto percolatore (high rate) 0,3-0,45 0,5-1,0 40,0-70,0UASB 0,05-0,10 0 20,0-40,0filtri anaerobici 0,2-0,4 0 30,0-80,0infiltrazione lenta 10,0-50,0 0 10,0-20,0infiltrazione rapida 1,0-6,0 0 5,0-15,0infiltrazione subsuperficiale 1,0-5,0 0 5,0-15,0flusso superficiale 1,0-6,0 0 5,0-15,0
In seguito, vengono esposti alcuni esempi specifici in cui sono stati dichiarati i costi
realizzativi e di manutenzione.
In Brasile, ad esempio, gli investimenti per la realizzazione di un UASB si aggirano tra i
10 e i 20 USD/ab. eq.; i costi operazionali e manutentivi sono di circa 0,5 USD/ab.
all’anno (C. A. L. Chernicharo, R. M. G. Machado, 1998).
Un altro studio in Brasile (C. A. L. Chernicharo, M. dos Reis Cardoso, 1999) sul sistema
UASB ripartito in più camere, ha fornito i costi del reattore pilota, di volume pari a 9 m³:
esso era costituito da cemento armato rinforzato, acciaio con rivestimento e cemento
rinforzato con muri di mattoni interni per la ripartizione delle camere. Il costo totale del
pilota era di 3960 USD. Con un HRT =7,5 h e un contributo di 100 l·ab-1·d-1,
corrispondente a un totale di 285 abitanti equivalenti, il costo pro capite risulta di 14 USD
al giorno. Con un HRT = 5 h. si può arrivare a 10 USD per abitante.
83
Per l’impianto di Cali, di 20000 abitanti equivalenti, l’investimento totale è stato di 1,1·
106 USD (T. J. J. Kalker, J. A. W. Maas, R. R. Zwaag, 1999); si trattava comunque di uno
dei primi reattori full size. I costi di manutenzione ed operativi vengono coperti da tasse,
il cui livello dipende dal reddito e dal consumo d’acqua. In futuro a Cali è prevista
l’introduzione di una tassa suppletiva specifica per il trattamento del refluo.
In India, invece, i costi del personale sono coperti dallo stato; per il trattamento reflui in
genere non sono previste tasse.
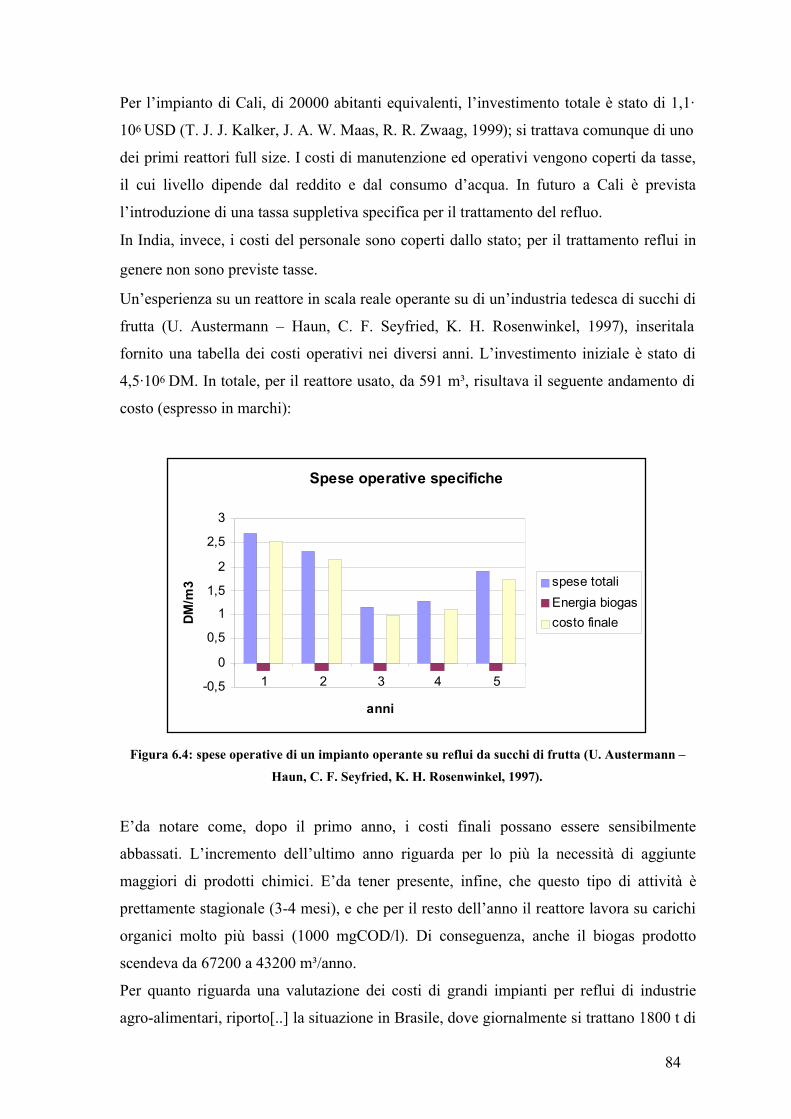
Un’esperienza su un reattore in scala reale operante su di un’industria tedesca di succhi di
frutta (U. Austermann – Haun, C. F. Seyfried, K. H. Rosenwinkel, 1997), inseritala
fornito una tabella dei costi operativi nei diversi anni. L’investimento iniziale è stato di
4,5·106 DM. In totale, per il reattore usato, da 591 m³, risultava il seguente andamento di
costo (espresso in marchi):
Spese operative specifiche
-0,5
0
0,5
1
1,5
2
2,5
3
1 2 3 4 5
anni
DM/m
3 spese totaliEnergia biogascosto finale
Figura 6.4: spese operative di un impianto operante su reflui da succhi di frutta (U. Austermann –
Haun, C. F. Seyfried, K. H. Rosenwinkel, 1997).
E’da notare come, dopo il primo anno, i costi finali possano essere sensibilmente
abbassati. L’incremento dell’ultimo anno riguarda per lo più la necessità di aggiunte
maggiori di prodotti chimici. E’da tener presente, infine, che questo tipo di attività è
prettamente stagionale (3-4 mesi), e che per il resto dell’anno il reattore lavora su carichi
organici molto più bassi (1000 mgCOD/l). Di conseguenza, anche il biogas prodotto
scendeva da 67200 a 43200 m³/anno.
Per quanto riguarda una valutazione dei costi di grandi impianti per reflui di industrie
agro-alimentari, riporto[..] la situazione in Brasile, dove giornalmente si trattano 1800 t di
84
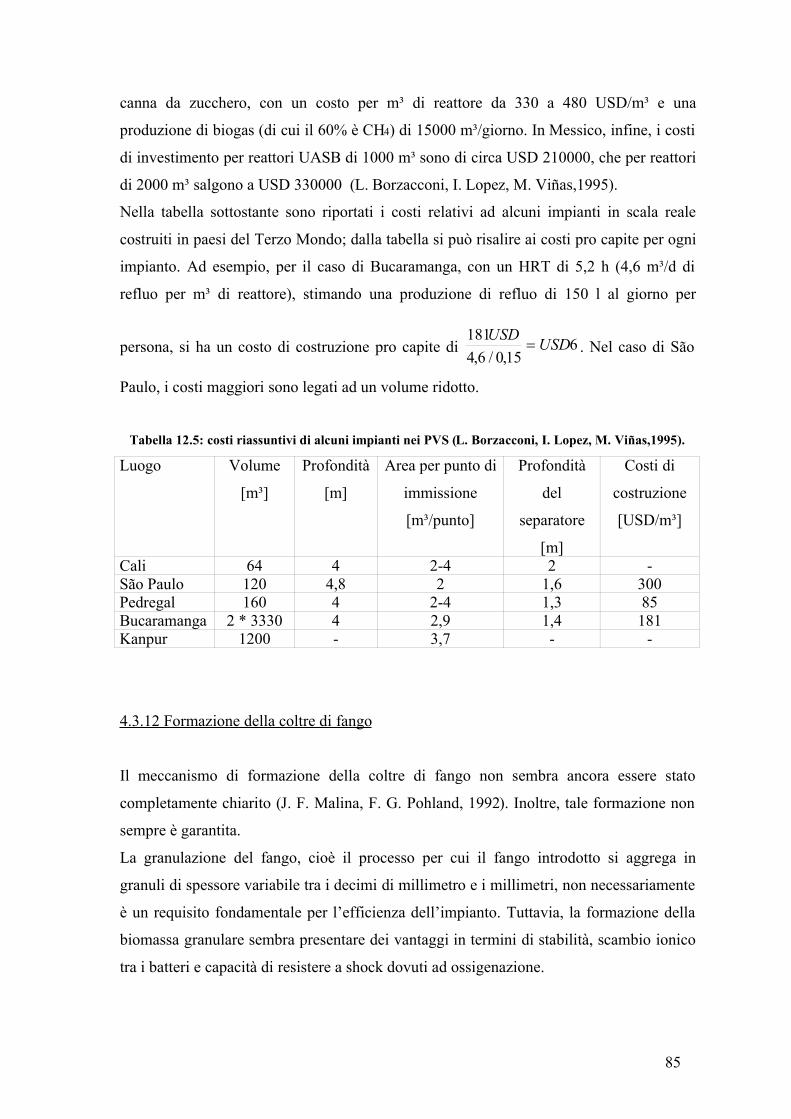
canna da zucchero, con un costo per m³ di reattore da 330 a 480 USD/m³ e una
produzione di biogas (di cui il 60% è CH4) di 15000 m³/giorno. In Messico, infine, i costi
di investimento per reattori UASB di 1000 m³ sono di circa USD 210000, che per reattori
di 2000 m³ salgono a USD 330000 (L. Borzacconi, I. Lopez, M. Viñas,1995).
Nella tabella sottostante sono riportati i costi relativi ad alcuni impianti in scala reale
costruiti in paesi del Terzo Mondo; dalla tabella si può risalire ai costi pro capite per ogni
impianto. Ad esempio, per il caso di Bucaramanga, con un HRT di 5,2 h (4,6 m³/d di
refluo per m³ di reattore), stimando una produzione di refluo di 150 l al giorno per
persona, si ha un costo di costruzione pro capite di 615,0/6,4
181 USDUSD . Nel caso di São
Paulo, i costi maggiori sono legati ad un volume ridotto.
Tabella 12.5: costi riassuntivi di alcuni impianti nei PVS (L. Borzacconi, I. Lopez, M. Viñas,1995).
Luogo Volume
[m³]
Profondità
[m]
Area per punto di
immissione
[m³/punto]
Profondità
del
separatore
[m]
Costi di
costruzione
[USD/m³]
Cali 64 4 2-4 2 -São Paulo 120 4,8 2 1,6 300Pedregal 160 4 2-4 1,3 85Bucaramanga 2 * 3330 4 2,9 1,4 181Kanpur 1200 - 3,7 - -
4.3.12 Formazione della coltre di fango
Il meccanismo di formazione della coltre di fango non sembra ancora essere stato
completamente chiarito (J. F. Malina, F. G. Pohland, 1992). Inoltre, tale formazione non
sempre è garantita.
La granulazione del fango, cioè il processo per cui il fango introdotto si aggrega in
granuli di spessore variabile tra i decimi di millimetro e i millimetri, non necessariamente
è un requisito fondamentale per l’efficienza dell’impianto. Tuttavia, la formazione della
biomassa granulare sembra presentare dei vantaggi in termini di stabilità, scambio ionico
tra i batteri e capacità di resistere a shock dovuti ad ossigenazione.
85
Le particelle che costituiscono la coltre possono essere granulari, a fiocchi, lisci, e in
genere hanno un color marrone scuro. Esse salgono assieme alle bolle di gas, battono sul
separatore e precipitano nuovamente.
In genere la biomassa granulare è da preferirsi per evitare un eccesso di materiale (SS) in
sospensione, che tenderebbe ad abbassare l’attività metanogena. Altre volte la biomassa a
fiocchi è preferita perché maggiormente idonea alla rimozione di composti colloidali.
In entrambi i casi, nella zona inclinata si ha un decremento della velocità verso l’alto e
una conseguente formazione della coltre di fango, che si mantiene sotto al separatore del
gas; al di sopra si ha un liquido pressoché chiarificato.
Il gas che sale serve anche per mescolare il contenuto del reattore e renderlo omogeneo,
oltre che per formare e mantenere i fiocchi.
I granuli più grossi tendono a rimanere sul fondo e ad accumularsi: in una
sperimentazione su reflui con CCl4 e tetracloroetilene (D.T.Sponza, 2001), dopo 30
giorni, in media, il diametro massimo delle particelle sul fondo è di 0,8 mm, dopo 180
giorni è di 2,16 mm.
Il tipo di popolazione microbica presente all’inizio, la sua attività e la concentrazione
sono fattori che possono influenzare la velocità di granulazione. Inoltre variando diversi
parametri come COD, HRT,VA) si può ottenere una diversa e più o meno rapida
granulazione (J.K.Jhung, E. Choi,1994).
La granulazione si può definire come il processo di aggregazione spontanea da una cella
che cresce o da più celle che si uniscono. Si può anche utilizzare un inoculo da fanghi
attivi. In seguito i grani formano una rete di filamenti ( polisaccaridi).
E’possibile individuare un periodo di incubazione, una prima fase di adattamento dei
microrganismi al refluo specifico, una seconda fase di adattamento (cioè di formazione
delle nuove cellule e di aggregazione), una terza fase di adattamento (di sola
aggregazione e pellettizzazione), e una fase di start-up ( in cui i granuli si sviluppano in
forma e dimensione e si forma la coltre vera e propria). (R. P. Singh, S. Kumar, C. S. P.
Ojha, 1998).
La struttura dei granuli, oggetto di numerose indagini, ha prevalentemente una struttura
multistrato, simile a quella della cipolla (A. Rozzi, F. Malpeli, 1995 e altri), anche se in
alcune situazioni di studio si sono riscontrate strutture diverse a seconda del tipo di
substrato alimentato( H.H.P. Fang, H.K. Chui, Y.Y. Li, 1995); all’esterno sono localizzati
prevalentemente i microrganismi idrolitici ed acidogeni, all’interno si ha una presenza
progressivamente maggiore di acetogeni e, nel nucleo, di metanogeni. Dai modelli
matematici dei consorzi batterici e dalle simulazioni del processo di degradazione si è
86
osservato che la stretta vicinanza tra metanogeni idrogenotrofi ed acetogeni permette un
efficiente scambio di idrogeno, che favorisce notevolmente il metabolismo complessivo
(A. Rozzi, F. Malpeli, 1995).
Esistono varie teorie sulle ragioni che determinano l’aggregazione batterica in granuli;
finora le varie teorie proposte non sono risultate universalmente convincenti ed esaustive.
Recentemente si sono proposti modelli e teorie che spiegano il fenomeno della
granulazione come risultato di diverse concause (Y. Liu, H.L. Xu, S.F. Yang, J.H. Tay,
2003).
I modelli sinora proposti sono di tipo:
- fisico–chimico: aggregazione attorno a nuclei di inerti, pressione selettiva di tipo
idraulico che induce i batteri all’aggregazione, motivi elettrici legati a
scambio di ioni, modelli termodinamici.
- strutturale: intrappolamento di nuclei o cluster batterici tra organismi di tipo filamentoso
che mantengono unita la struttura (spaghetti theory), modello multistrato
(con i batteri metanigeni all’interno).
- teoria del trasferimento di protoni - deidratazione: si stabilisce un gradiente di protoni
attraverso la superficie delle cellule; ciò provoca una riduzione delle cariche
negative sulla superficie dei batteri e una deidratazione, in modo tale da
permettere a batteri acidogeni, acetogeni, metanigeni di aderire gli uni agli
altri superando le più deboli forze repulsive di idratazione.
- modello delle cellule – automa e modello della comunicazione tra celle: si suppone che
le singole cellule cambino stato al mutare delle condizioni locali (si creano
gradienti nella distribuzione del substrato, quindi diverse risorse disponibili
per ogni cellula); viene indotta così la formazione di una varietà di
microcolonie (aggregati) organizzate in modo tale da poter meglio
sopportare le condizioni ambientali. Ciò spiegherebbe anche il parziale o
totale dilavamento che può subire una biomassa in equilibrio una volta
cambiato il refluo in ingresso, in quanto la struttura in cui si sono associati i
batteri si deve riadattare alle nuove condizioni, e ciò può portare alla
disgregazione del granulo.
I modelli e le teorie proposti presentano tutti delle evidenze sperimentali, ma anche delle
lacune; per cui è in via di definizione una nuova teoria che tiene conto dei vari
meccanismi appena elencati e sviluppa un modello più generale a 4 passi (Y.Liu,
H.L.Xu, S.F.Yang, J.H. Tay, 2003):
87
1. movimenti tra i batteri da cui hanno inizio i contatti tra i microrganismi o l’adesione
batterica ai nuclei;
2. sviluppo di forze attrattive iniziali che rendono possibili i legami (forze di tipo fisico,
come attrazione tra cariche, tensione superficiale, attrito con i filamentosi e forze di
tipo chimico o biochimico, come formazione di doppietti ionici, deidratazione
superficiale, fusione di membrane, ecc…);
3. si sviluppano forze che mantengono i legami interni alla struttura creata, attraverso
una crescita dei cluster, produzione di polimeri extracellulari (ECPs, importanti
perché possono formare ponti con ioni di calcio e formare una struttura ad albero con
le cellule) da parte dei batteri e modificazioni metaboliche indotte dall’ambiente che
favoriscono i contatti tra celle; la struttura è a questo punto altamente organizzata;
4. condizione stazionaria in cui la struttura tridimensionale è creata ed è stabile grazie
anche a forze di attrito tra gli aggregati.
Dopo la formazione della coltre, si ha la maggior parte dell’assimilazione del substrato e
della formazione di gas nella parte inferiore del reattore. In genere la sedimentabilità è
buona e i solidi dilavati sono scarsi.
4.3.13 Pre-trattamenti e post-trattamenti
Prima del reattore sono utilizzati sistemi come grigliatura e dispositivi di cattura di sabbie
e materiale grossolano (M. von Sperling, 1996). Possono essere necessari, di volta in
volta, degli aggiustamenti per il pH, l’alcalinità e, come già visto, dei nutrienti.
Come post- trattamenti, i fanghi andrebbero comunque trattati; in particolare, anche
l’effluente deve ricevere un trattamento successivo per una migliore rimozione dei
patogeni (12, P.Lens et. al., 20 P. Lens, G. Zeeman, G. Lettinga, 2001). I trattamenti
proposti possono essere il lagunaggio in aree umide costruite (aerobiche / anaerobiche /
facoltative), o negli stagni; in quest’ultimo caso si ha la rimozione del 99,9% dei
coliformi fecali, che un UASB può rimuovere al massimo al 90%. Si ha un sostanziale
miglioramento anche per quanto riguarda i composti azotati e il fosforo. Nel caso
specifico trattato, la soluzione ottimale sembra essere l’infiltrazione sub-superficiale, che
evita la presenza di vermi e zanzare (e quindi il rischio di una maggior propagazione di
malaria e di altre malattie veicolate da insetti) e di odori; i costi per questo post-
trattamento sono contenuti, così come le variazioni climatiche e la disponibilità di terreno
88
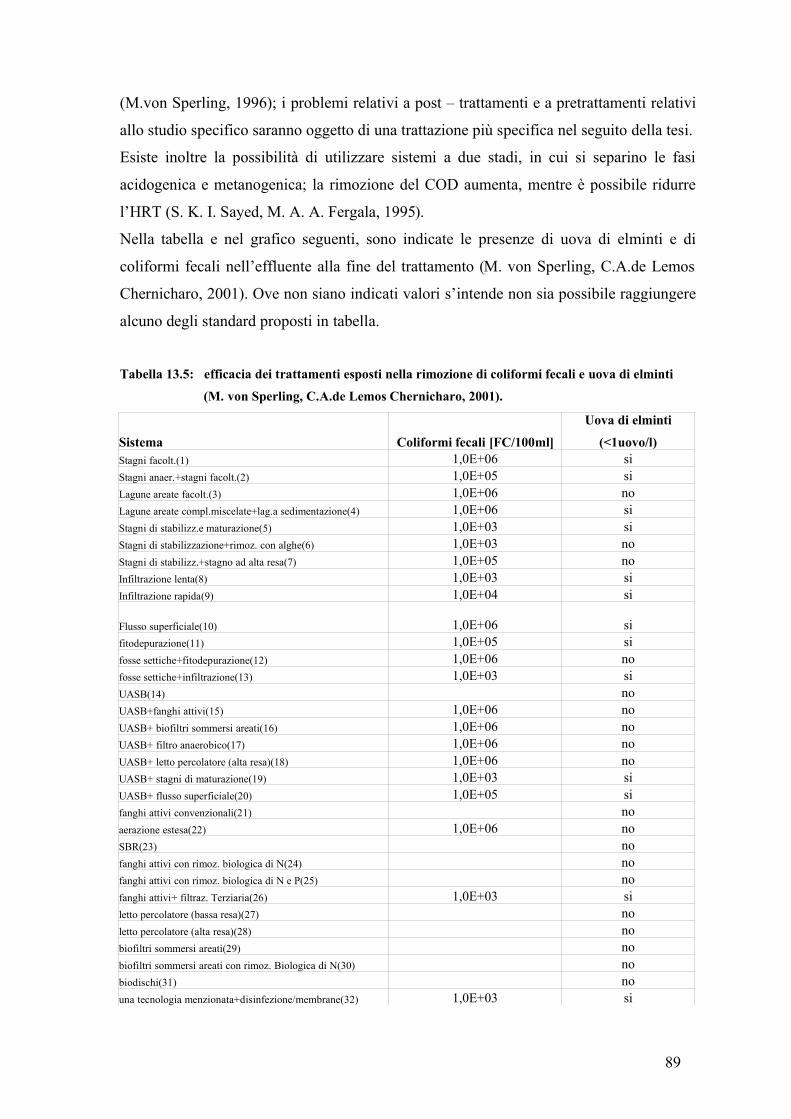
(M.von Sperling, 1996); i problemi relativi a post – trattamenti e a pretrattamenti relativi
allo studio specifico saranno oggetto di una trattazione più specifica nel seguito della tesi.
Esiste inoltre la possibilità di utilizzare sistemi a due stadi, in cui si separino le fasi
acidogenica e metanogenica; la rimozione del COD aumenta, mentre è possibile ridurre
l’HRT (S. K. I. Sayed, M. A. A. Fergala, 1995).
Nella tabella e nel grafico seguenti, sono indicate le presenze di uova di elminti e di
coliformi fecali nell’effluente alla fine del trattamento (M. von Sperling, C.A.de Lemos
Chernicharo, 2001). Ove non siano indicati valori s’intende non sia possibile raggiungere
alcuno degli standard proposti in tabella.
Tabella 13.5: efficacia dei trattamenti esposti nella rimozione di coliformi fecali e uova di elminti
(M. von Sperling, C.A.de Lemos Chernicharo, 2001).
Sistema Coliformi fecali [FC/100ml]
Uova di elminti
(<1uovo/l)Stagni facolt.(1) 1,0E+06 siStagni anaer.+stagni facolt.(2) 1,0E+05 siLagune areate facolt.(3) 1,0E+06 noLagune areate compl.miscelate+lag.a sedimentazione(4) 1,0E+06 siStagni di stabilizz.e maturazione(5) 1,0E+03 siStagni di stabilizzazione+rimoz. con alghe(6) 1,0E+03 noStagni di stabilizz.+stagno ad alta resa(7) 1,0E+05 noInfiltrazione lenta(8) 1,0E+03 siInfiltrazione rapida(9) 1,0E+04 si
Flusso superficiale(10) 1,0E+06 sifitodepurazione(11) 1,0E+05 sifosse settiche+fitodepurazione(12) 1,0E+06 nofosse settiche+infiltrazione(13) 1,0E+03 siUASB(14) noUASB+fanghi attivi(15) 1,0E+06 noUASB+ biofiltri sommersi areati(16) 1,0E+06 noUASB+ filtro anaerobico(17) 1,0E+06 noUASB+ letto percolatore (alta resa)(18) 1,0E+06 noUASB+ stagni di maturazione(19) 1,0E+03 siUASB+ flusso superficiale(20) 1,0E+05 sifanghi attivi convenzionali(21) noaerazione estesa(22) 1,0E+06 noSBR(23) nofanghi attivi con rimoz. biologica di N(24) nofanghi attivi con rimoz. biologica di N e P(25) nofanghi attivi+ filtraz. Terziaria(26) 1,0E+03 siletto percolatore (bassa resa)(27) noletto percolatore (alta resa)(28) nobiofiltri sommersi areati(29) nobiofiltri sommersi areati con rimoz. Biologica di N(30) nobiodischi(31) nouna tecnologia menzionata+disinfezione/membrane(32) 1,0E+03 si
89
Si nota come il reattore UASB non permetta un’efficace rimozione dei coliformi fecali,
né delle uova di elminti, per cui un post trattamento sarebbe necessario.
4.3.14 Ricircoli eventuali
Al semplice layout di base dell’impianto si può aggiungere la possibilità di effettuare un
ricircolo dell’effluente; esso passa attraverso un chiarificatore esterno e la quota
sedimentata viene rinviata al reattore dal basso, assieme all’alimentazione ( S.R.Qasim,
1992).
Il ricircolo è consigliato per alti carichi di COD, in modo da far calare questo parametro
sotto a 15 mg/l. In particolare, con alte concentrazioni di grassi, durante lo start-up è
importante una forte diluizione del COD per arrivare a un valore massimo di 5mg/l. (J. F.
Malina, F. G. Pohland, 1992).
Alcune esperienze dimostrano come un maggior ricircolo migliori le prestazioni (D.
Jeison, R. Chamy, 1999), ma la produzione di biogas risulta svantaggiata perché una
maggiore turbolenza fa disperdere più gas nel liquido.
4.3.15 Fabbisogno energetico
Nei sistemi anaerobici la quantità di energia richiesta è solitamente ridotta, in quanto
viene meno la necessità di aerare i fanghi; in particolare, il reattore UASB non necessita
di organi per la miscelazione. Infine, il clima tropicale consente di non dover riscaldare il
sistema. L’energia necessaria è ovviamente ottenibile dal biogas.
In ogni caso i reattori anaerobici richiedono una potenza che va da 0,02 a 0,06 W / ab.
equivalente ( M. von Sperling, 1996).
4.3.16 Fanghi prodotti: qualità e quantità
In genere i fanghi estratti sono abbastanza stabilizzati; la quantità prodotta è dieci o più
volte inferiore a quella relativa ai fanghi attivi, essendo la velocità di crescita batterica
specifica assai bassa (velocità di crescita specifica dei microrganismi dell’ordine di μ =
0,1 d-1).Nell’esperienza di Cali nei fanghi si è riscontrato un contenuto di ceneri del 55(65 %: un
valore alto che ne denota la buona stabilità (J. F. Malina, F. G. Pohland, 1992).
90

Sempre a Cali, si avevano 31-37,5 Kg SST/m³ e 9,4-12,5 KgSSV/m³ nel fango. Nel letto,
nella parte più bassa, si raggiungono i 100 KgSST/m³. Per quanto riguarda la rimozione,
si ottenevano 0,1 KgCOD/Kg CODin, e 0,4-0,6 KgSST/KgSSTin. Questi valori sono in
linea con quelli ottenuti da altre esperienze.
L’età del fango ( cioè l’inverso della sua velocità di crescita specifica) è piuttosto elevata,
a causa delle lente cinetiche di accrescimento batterico; nel caso di Cali essa era di 35-
100 giorni, ma è possibile che questa sia anche superiore. Grazie a ciò, i fanghi si
stabilizzano abbastanza bene da soli nel reattore. E’da riscontrare però che per HRT
inferiori alle 3 ore (valori tipici per substrati in genere rapidamente degradabili e ad alte
temperature), l’età del fango può scendere a 7 ( 15 giorni, l’età minima per la fase di
metanogenesi (C. Van Haandel, G. Lettiga, 1994); per valori troppo bassi per l’età del
fango c’è il rischio che una parte dei solidi dell’influente passi attraverso la coltre di
fango senza essere degradato.
In genere, la quantità di fanghi prodotta per abitanti equivalenti è circa di 0,05 m³/ anno
(M. von Sperling, 1996). Questi fanghi vanno poi essiccati e talvolta post-trattati, anche
se spesso risultano sufficientemente stabili da poter effettuare una separazione solido –
liquido e poi essere dispersi, ad esempio come fertilizzanti. Parlando di carico organico, è
possibile affermare che la produzione specifica di fango non superi solitamente 0,2
kgSST/kgCOD.
Per quanto riguarda la frequenza e la quantità di scarico dei fanghi, si riportano le
considerazioni sui risultati di una sperimentazione su un reattore di 126 l, della durata di
10 mesi. Il separatore di fase aveva un’inclinazione di 45° (P. F. Cavalcanti Catunda, E. J.
S. Medeiros et al., 1999). Si è valutata la frequenza di scarico e l’ammontare del carico
stesso in base all’efficienza di rimozione di COD, la stabilità riferita al pH, l’alcalinità, i
VFA, la produzione del fango e il suo accumulo nel reattore. Nel caso specifico l’età del
fango era di 45-101 giorni.
Tabella 14.5: caratteristiche di un refluo e di un impianto di sperimentazione, con indicata la quantità
di fanghi prodotta (P. F. Cavalcanti Catunda, E. J. S. Medeiros et al., 1999).
Parametro Unità di misura HRT = 4 ore HRT = 8 oreVol l 126 126Altezza m 4 4Flusso l/giorno 750 375CODin mg/l 589 622Carico organico gCOD/d 442 233Carico organico spec. kgCOD/m³giorno 3,5 1,8Vel. upflow m/ora 1,0 0,5T °C 28 25
91
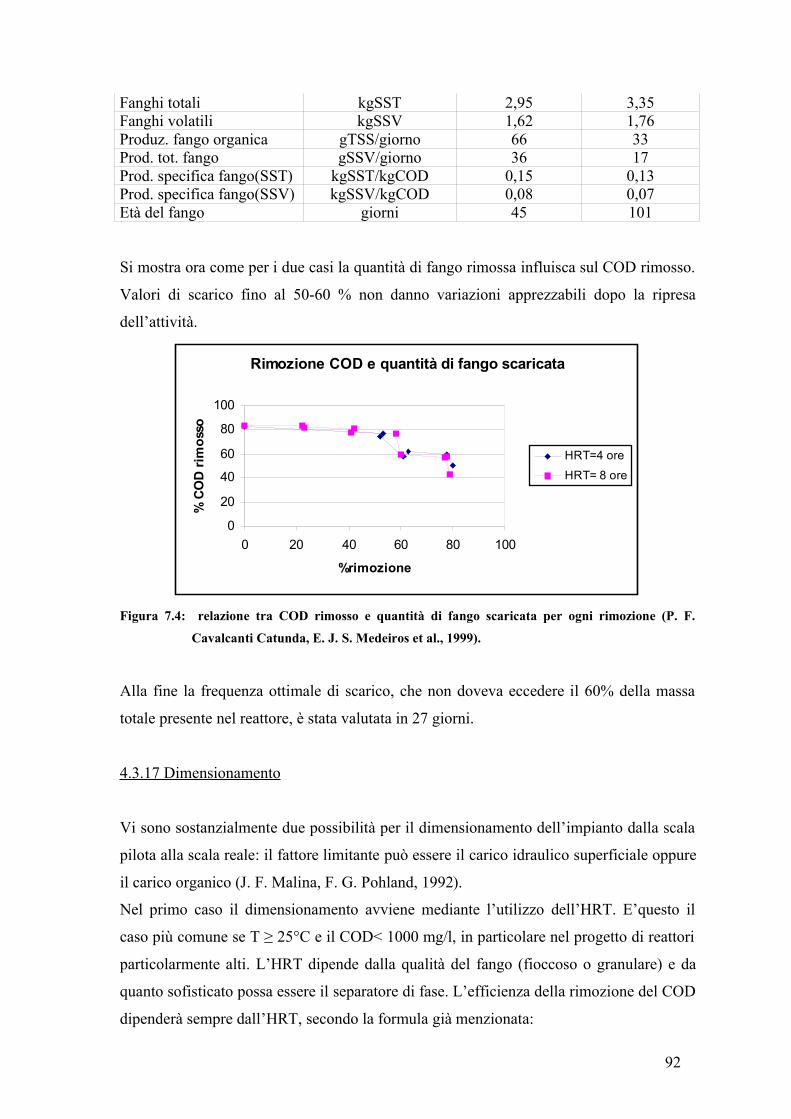
Fanghi totali kgSST 2,95 3,35Fanghi volatili kgSSV 1,62 1,76Produz. fango organica gTSS/giorno 66 33Prod. tot. fango gSSV/giorno 36 17Prod. specifica fango(SST) kgSST/kgCOD 0,15 0,13Prod. specifica fango(SSV) kgSSV/kgCOD 0,08 0,07Età del fango giorni 45 101
Si mostra ora come per i due casi la quantità di fango rimossa influisca sul COD rimosso.
Valori di scarico fino al 50-60 % non danno variazioni apprezzabili dopo la ripresa
dell’attività.
Rimozione COD e quantità di fango scaricata
0
20
40
60
80
100
0 20 40 60 80 100
%rimozione
% C
OD
rimos
so
HRT=4 oreHRT= 8 ore
Figura 7.4: relazione tra COD rimosso e quantità di fango scaricata per ogni rimozione (P. F.
Cavalcanti Catunda, E. J. S. Medeiros et al., 1999).
Alla fine la frequenza ottimale di scarico, che non doveva eccedere il 60% della massa
totale presente nel reattore, è stata valutata in 27 giorni.
4.3.17 Dimensionamento
Vi sono sostanzialmente due possibilità per il dimensionamento dell’impianto dalla scala
pilota alla scala reale: il fattore limitante può essere il carico idraulico superficiale oppure
il carico organico (J. F. Malina, F. G. Pohland, 1992).
Nel primo caso il dimensionamento avviene mediante l’utilizzo dell’HRT. E’questo il
caso più comune se T ≥ 25°C e il COD< 1000 mg/l, in particolare nel progetto di reattori
particolarmente alti. L’HRT dipende dalla qualità del fango (fioccoso o granulare) e da
quanto sofisticato possa essere il separatore di fase. L’efficienza della rimozione del COD
dipenderà sempre dall’HRT, secondo la formula già menzionata:
92
E= 1 – 0,68(HRT)-0,68
Infine, per calcolare l’area A e il volume del reattore:
A = (HRT· Q) / H
dove H = altezza del reattore in metri; Q = portata [m³/s].
Per calcolare l’HRT, si può usare la formula data in precedenza:
HRT=(C·SS/X)·R·(1-H)·SRT
dove:
C=[gCOD/l]; SRT (sludge retention time), in giorni; X= concentrazione fanghi nel
reattore; SS= solidi sospesi; R= frazione di SS rimossa; H= frazione di SS che viene
idrolizzata (P. Lens, G. Zeeman, G. Lettinga, 2001).
H può raggiungere i 10 m nel caso di reflui totalmente solubili; H <5 7 m per reflui
parzialmente solubili.
E’da sottolineare che in genere, con un carico organico basso, la crescita di fango in
volume è ridotta e logicamente una concentrazione di fango attivo molto bassa è richiesta
nell’effluente: quindi il sistema deve poter ritenere quasi tutto il fango, pur lavorando ad
alte velocità superficiali.
Per condizioni non ottimali, quali alte concentrazioni di COD, temperature in cui entrino
in gioco batteri psicrofili e termofili e in genere per reflui industriali piuttosto complessi,
il fattore limitante diventa il carico organico. Per cui si ha:
V = C·Q / rV
C [Kg/m³] = carico organico
rV = M fp f0 Fc U
fp è il fattore di contatto tra fango e acqua
f0 è il fattore di contatto tra substrato e biomassa attiva
Fc = VSS[kg/m³]
M è la concentrazione media del fango sul volume totale
U = attività specifica del fango = kMAX / (KS + S), con:
KS = affinità del substrato, che dipende anche dalla temperatura
93
S = concentrazione del substrato nel reattore
kMAX = massimo tasso specifico di utilizzazione del substrato, che dipende fortemente
dalla temperatura.
Bisogna infine sottolineare come per uno scale up da un impianto pilota a un impianto
reale non sia possibile oltrepassare un certo valore di scala, sia per ragioni geometriche e
fisiche in ambito realizzativo, sia per le inevitabili interazioni tra le dimensioni e la
forma del reattore e lo sviluppo del processo.
94








