

A QUALCUNO PIACE CALDO: IL NUOVO MODULO DI SIMULAZIONE TERMICA
DELLO STAMPO
A QUALCUNO PIACE CALDO: IL NUOVO MODULO DI SIMULAZIONE TERMICA DELLO STAMPO

A QUALCUNO PIACE CALDO: IL NUOVO MODULO DI SIMULAZIONE TERMICA DELLO STAMPO
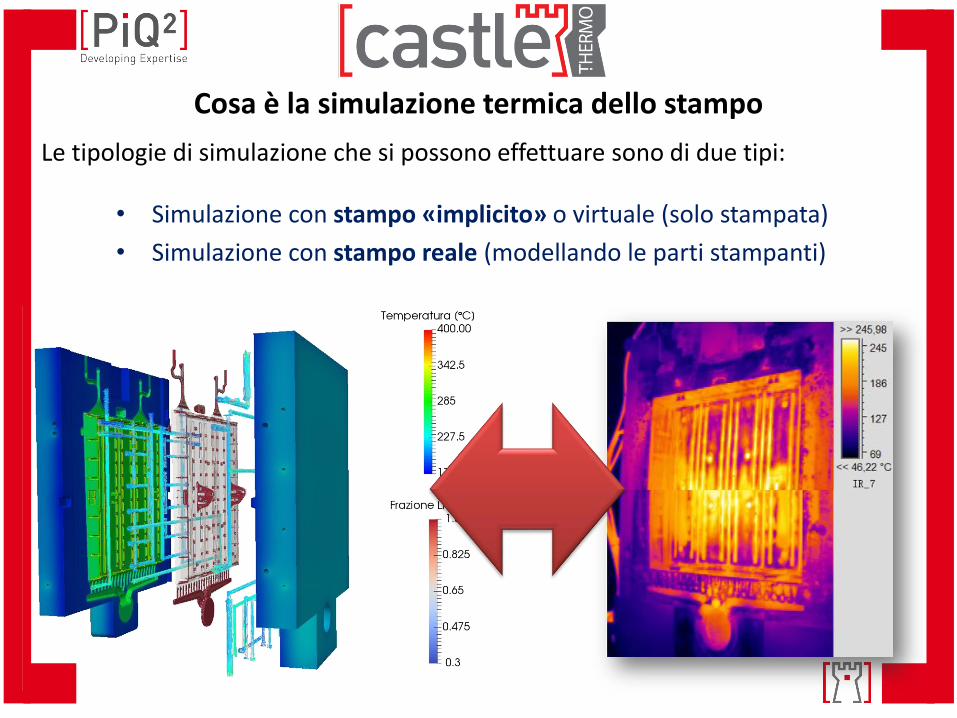
Cosa è la simulazione termica dello stampo
• Simulazione con stampo «implicito» o virtuale (solo stampata)
• Simulazione con stampo reale (modellando le parti stampanti)
Le tipologie di simulazione che si possono effettuare sono di due tipi:
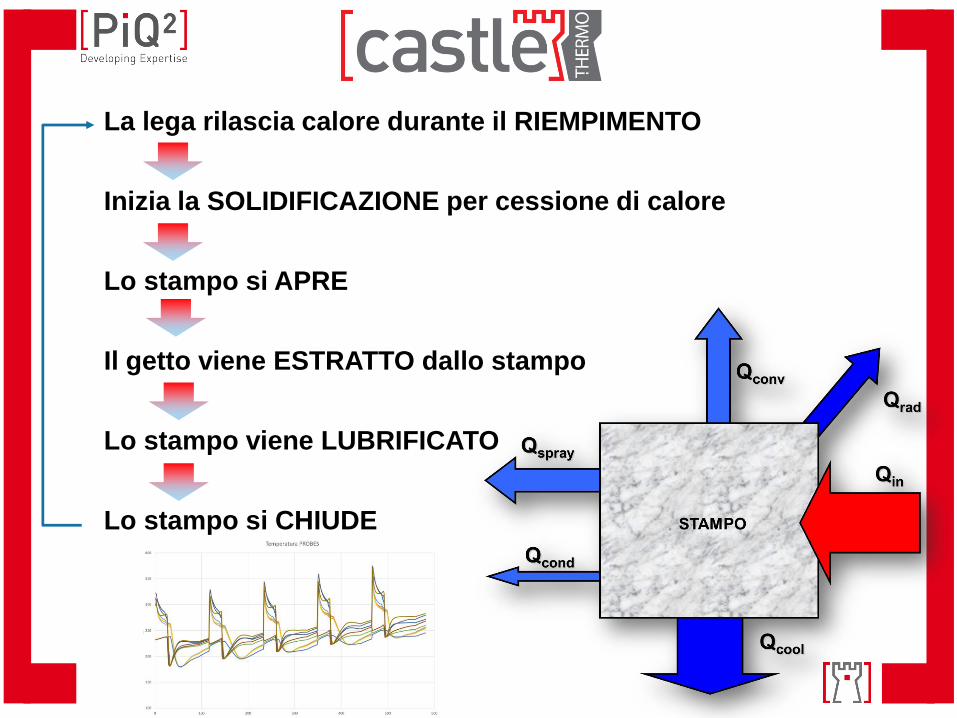
La lega rilascia calore durante il RIEMPIMENTO
Inizia la SOLIDIFICAZIONE per cessione di calore
Lo stampo si APRE
Il getto viene ESTRATTO dallo stampo
Lo stampo viene LUBRIFICATO
Lo stampo si CHIUDE
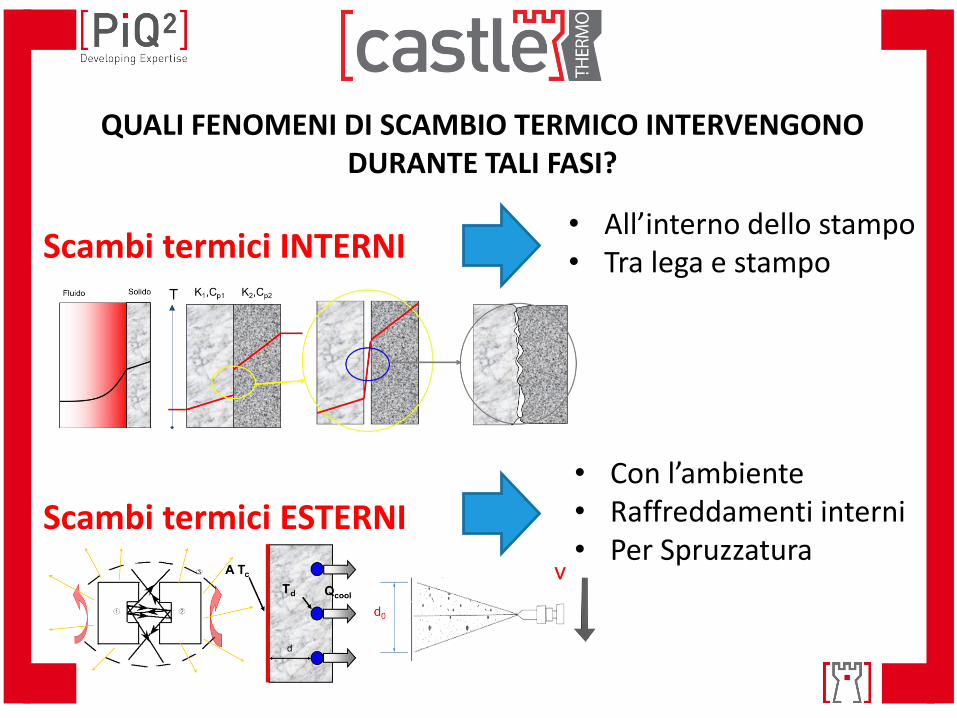
QUALI FENOMENI DI SCAMBIO TERMICO INTERVENGONO DURANTE TALI FASI?
Scambi termici INTERNI• All’interno dello stampo• Tra lega e stampo
• Con l’ambiente• Raffreddamenti interni• Per Spruzzatura
Scambi termici ESTERNI

CRITICITA’ DEI PRODOTTI ATTUALMENTE SUL MERCATO
A LIVELLO UTENTE:
• Tempo operatore elevato
• Richieste competenze tecnico-scientifiche elevate
• Necessità di definire parametri sconosciuti alla fonderia
A LIVELLO TECNICO:
• Modellazione dello scambio termico nei canali
• Modellazione dell’estrazione di calore mediante lubrifica
• Modellazione corretta delle tempistiche del ciclo
Filosofia di sviluppo di Piq2:
• Il software deve «parlare» linguaggio pratico ed ogni input deve essere un
numero che la fonderia deve essere in grado di fornire.
• Il lavoro dell’operatore nella fase di definizione della geometria e dei
parametri di simulazione deve essere ridotto al minimo necessario: è il
software che deve lavorare, non l’uomo.
• Il software deve simulare e prevedere quello che accade realmente
durante il processo, non quello che «si pensa» che succeda.
• L’interfaccia utente deve essere minimale e richiedere SOLO i dati che
servono per modellare il processo HPDC, non altro.
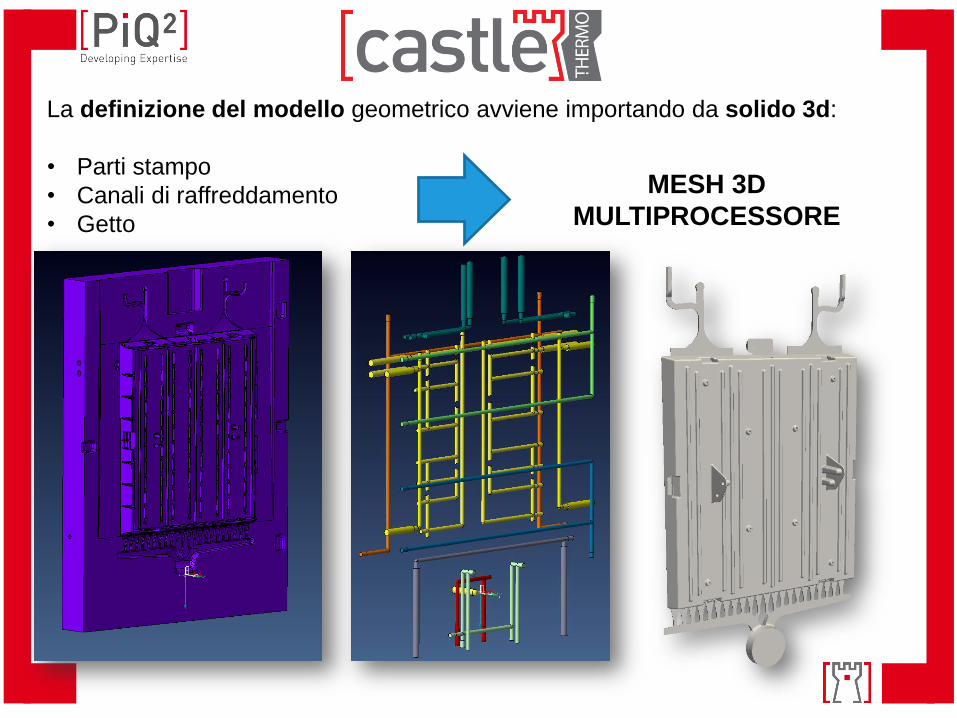
La definizione del modello geometrico avviene importando da solido 3d:
• Parti stampo
• Canali di raffreddamento
• Getto
MESH 3D
MULTIPROCESSORE

Come per altre applicazioni Piq2, interfaccia SINGLE WINDOW:
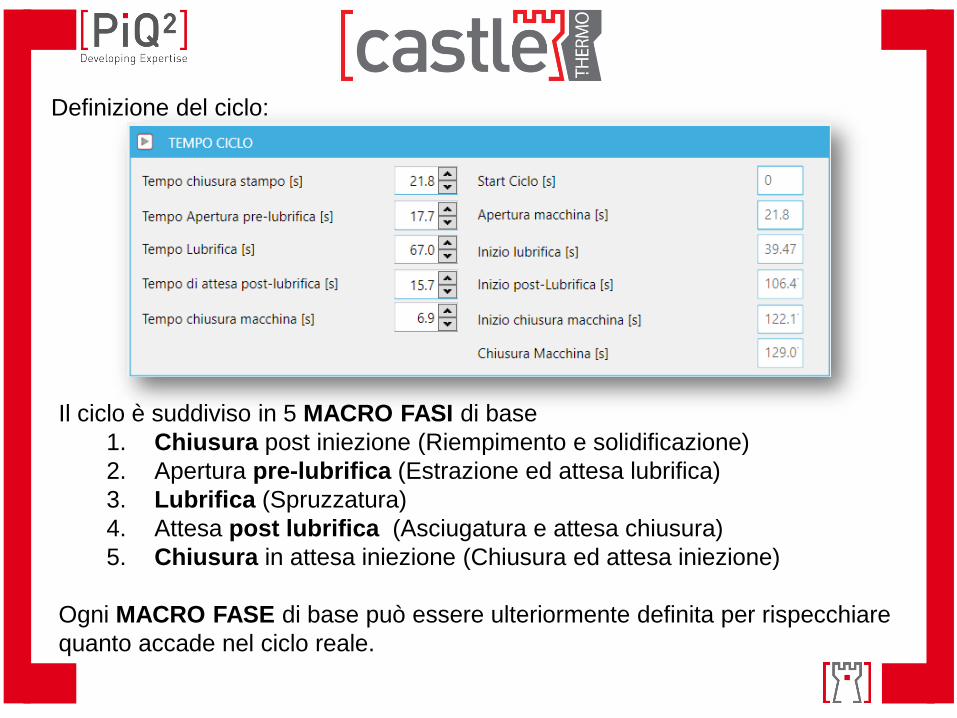
Definizione del ciclo:
Il ciclo è suddiviso in 5 MACRO FASI di base
1. Chiusura post iniezione (Riempimento e solidificazione)
2. Apertura pre-lubrifica (Estrazione ed attesa lubrifica)
3. Lubrifica (Spruzzatura)
4. Attesa post lubrifica (Asciugatura e attesa chiusura)
5. Chiusura in attesa iniezione (Chiusura ed attesa iniezione)
Ogni MACRO FASE di base può essere ulteriormente definita per rispecchiare
quanto accade nel ciclo reale.

Possibile considerare un riempimento a temperatura uniforme oppure considerare
il reale apporto termico di una mappa termica derivante da un riempimento
effettuato precedentemente:
Maggiore accuratezza nella definizione del carico termico entrante nello
stampo
Scopo della simulazione è la valutazione del corretto dimensionamento e
gestione della termoregolazione: è FONDAMENTALE LA MASSIMA
ATTENZIONE NELLA MODELLAZIONE di quanto accade nei canali.
COME VENGONO CONSIDERATI OGGI NEI SOFTWARE:
• Lo scambio termico nei canali di termoregolazione è imposto virtualmente
attraverso l’imposizione di coefficienti di scambio termico
• I coefficienti di scambio termico sono imposti su tutta la parete del
canale
• I coefficienti di scambio, nel migliore dei casi, sono calcolati in funzione
della portata di fluido entrante nel canale
• La temperatura del fluido di scambio è costante ed uniforme
LA TERMOREGOLAZIONE
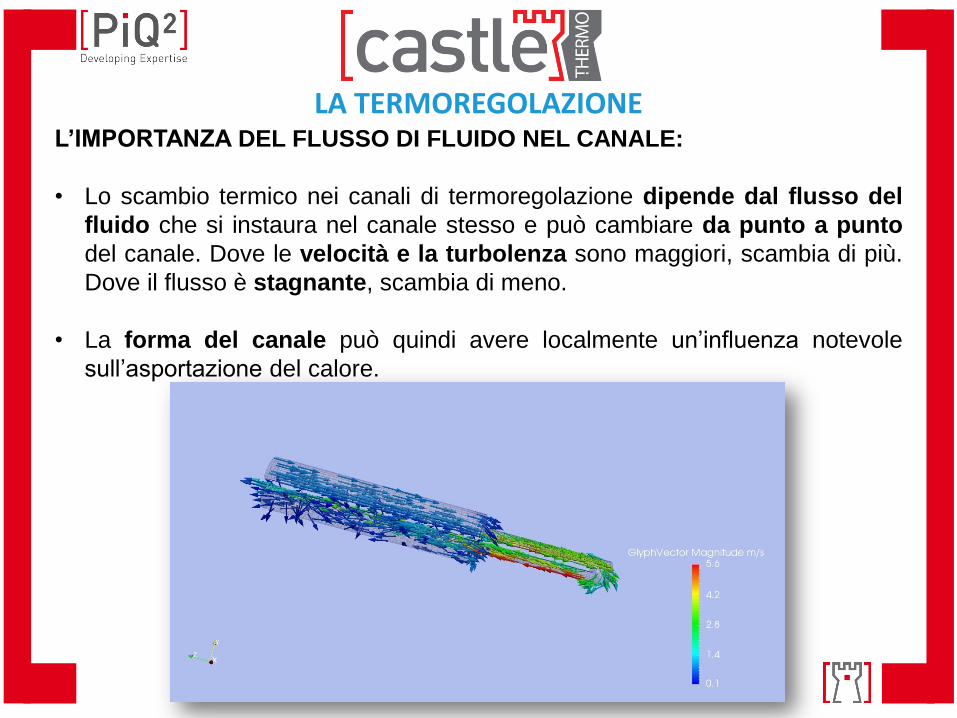
L’IMPORTANZA DEL FLUSSO DI FLUIDO NEL CANALE:
• Lo scambio termico nei canali di termoregolazione dipende dal flusso del
fluido che si instaura nel canale stesso e può cambiare da punto a punto
del canale. Dove le velocità e la turbolenza sono maggiori, scambia di più.
Dove il flusso è stagnante, scambia di meno.
• La forma del canale può quindi avere localmente un’influenza notevole
sull’asportazione del calore.
LA TERMOREGOLAZIONE
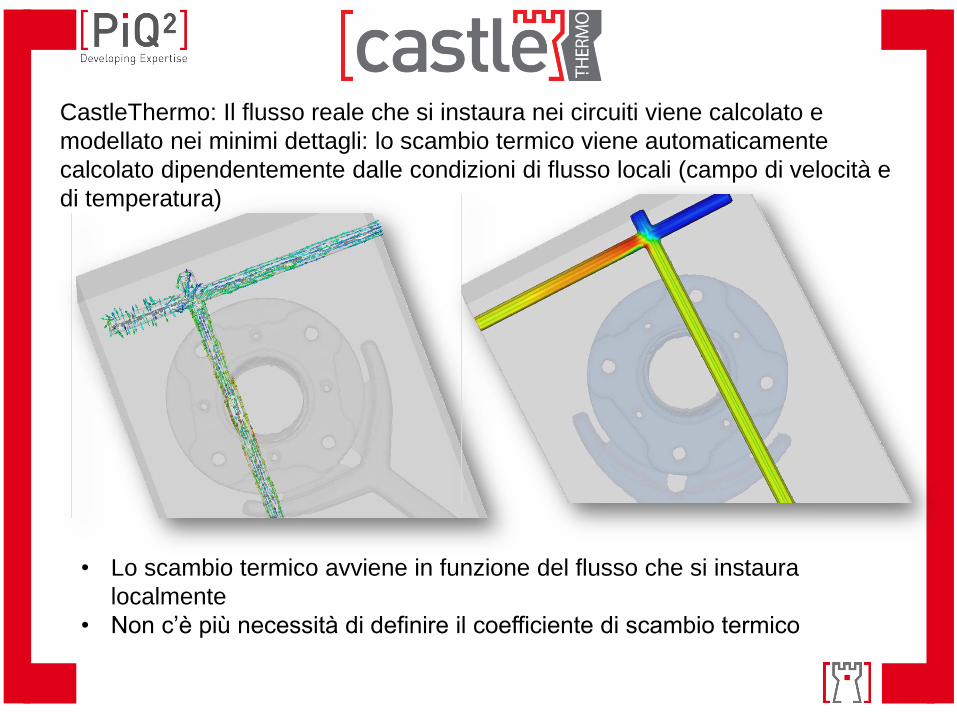
• Lo scambio termico avviene in funzione del flusso che si instaura
localmente
• Non c’è più necessità di definire il coefficiente di scambio termico
CastleThermo: Il flusso reale che si instaura nei circuiti viene calcolato e
modellato nei minimi dettagli: lo scambio termico viene automaticamente
calcolato dipendentemente dalle condizioni di flusso locali (campo di velocità e
di temperatura)
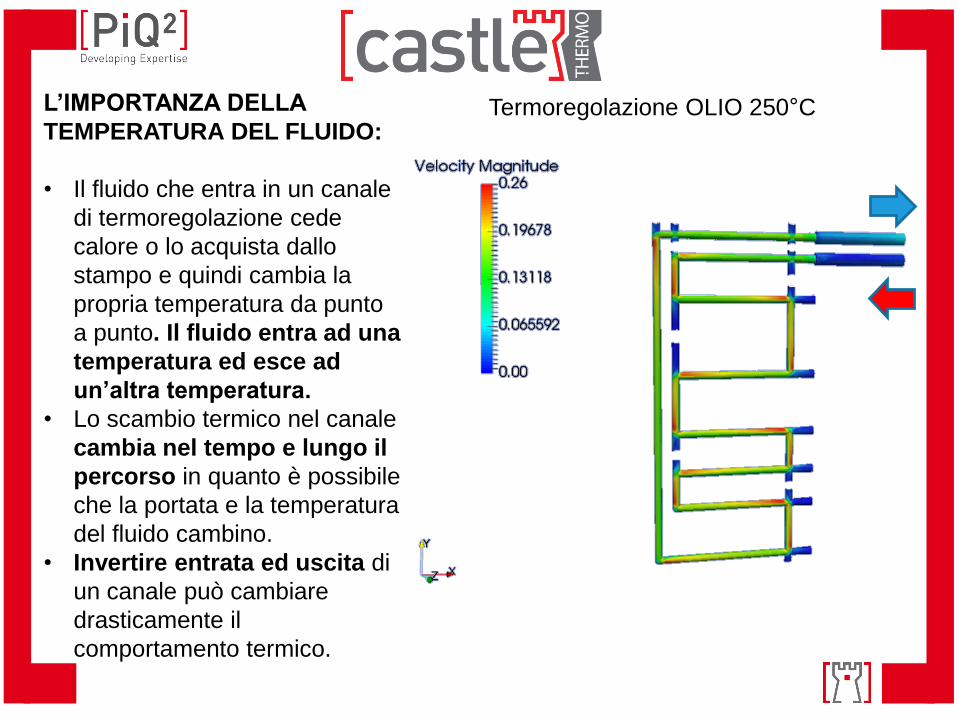
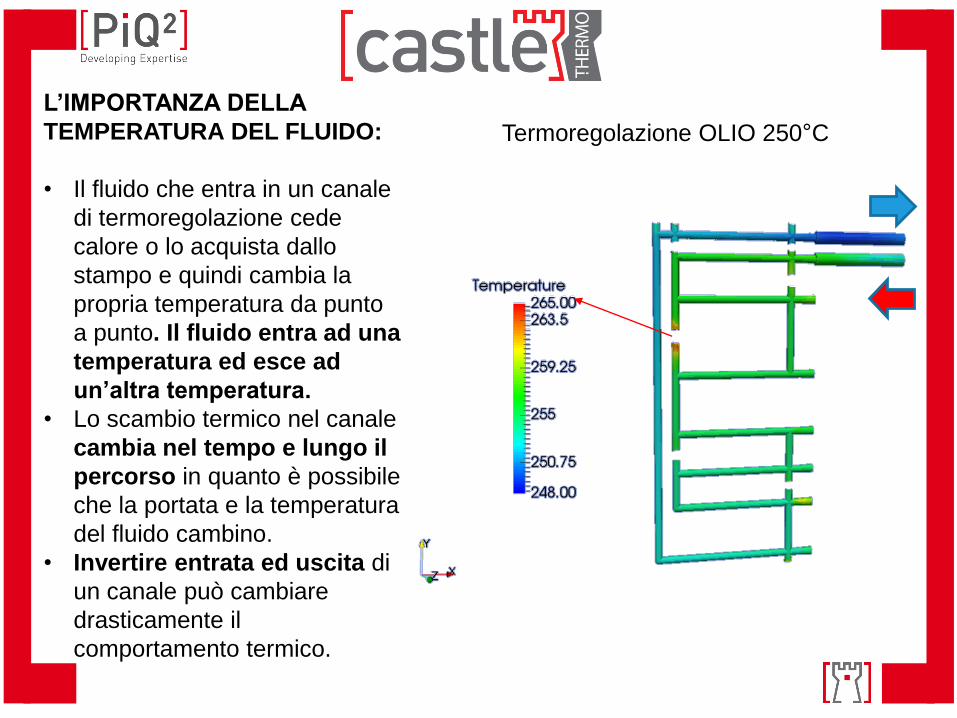
L’IMPORTANZA DELLA
TEMPERATURA DEL FLUIDO:
• Il fluido che entra in un canale
di termoregolazione cede
calore o lo acquista dallo
stampo e quindi cambia la
propria temperatura da punto
a punto. Il fluido entra ad una
temperatura ed esce ad
un’altra temperatura.
• Lo scambio termico nel canale
cambia nel tempo e lungo il
percorso in quanto è possibile
che la portata e la temperatura
del fluido cambino.
• Invertire entrata ed uscita di
un canale può cambiare
drasticamente il
comportamento termico.
Termoregolazione OLIO 250°C
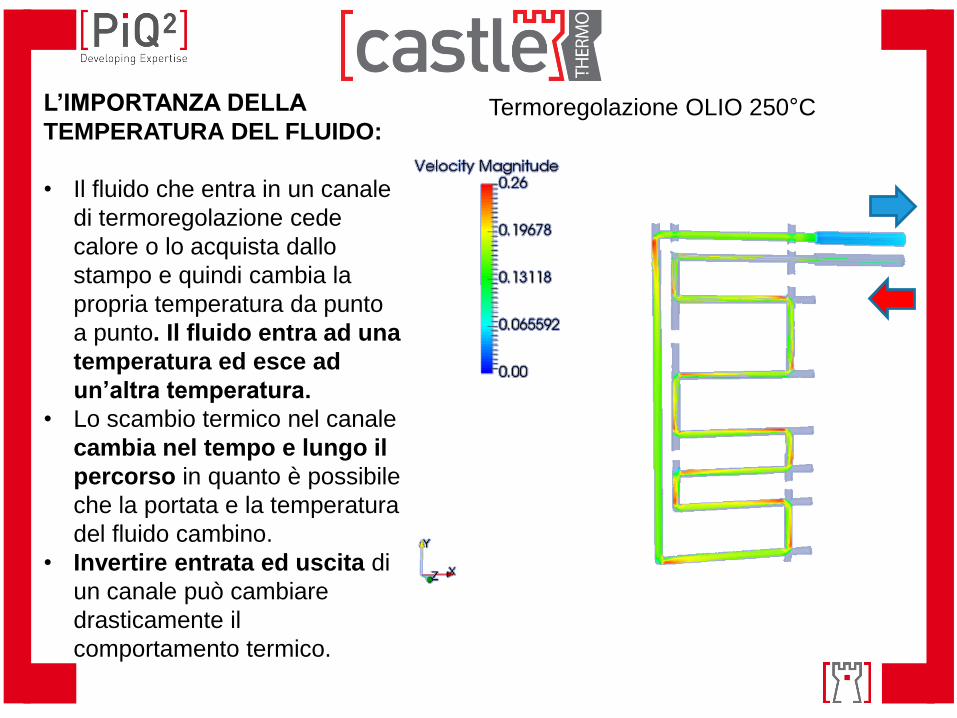
L’IMPORTANZA DELLA
TEMPERATURA DEL FLUIDO:
• Il fluido che entra in un canale
di termoregolazione cede
calore o lo acquista dallo
stampo e quindi cambia la
propria temperatura da punto
a punto. Il fluido entra ad una
temperatura ed esce ad
un’altra temperatura.
• Lo scambio termico nel canale
cambia nel tempo e lungo il
percorso in quanto è possibile
che la portata e la temperatura
del fluido cambino.
• Invertire entrata ed uscita di
un canale può cambiare
drasticamente il
comportamento termico.
Termoregolazione OLIO 250°C
L’IMPORTANZA DELLA
TEMPERATURA DEL FLUIDO:
• Il fluido che entra in un canale
di termoregolazione cede
calore o lo acquista dallo
stampo e quindi cambia la
propria temperatura da punto
a punto. Il fluido entra ad una
temperatura ed esce ad
un’altra temperatura.
• Lo scambio termico nel canale
cambia nel tempo e lungo il
percorso in quanto è possibile
che la portata e la temperatura
del fluido cambino.
• Invertire entrata ed uscita di
un canale può cambiare
drasticamente il
comportamento termico.
Termoregolazione OLIO 250°C
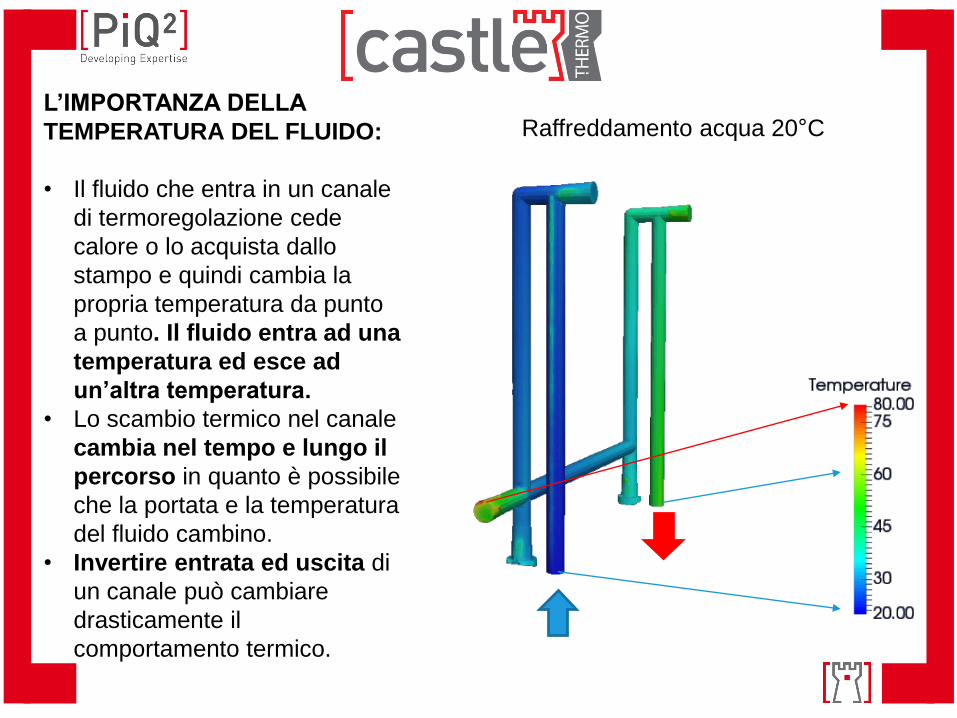
Raffreddamento acqua 20°CL’IMPORTANZA DELLA
TEMPERATURA DEL FLUIDO:
• Il fluido che entra in un canale
di termoregolazione cede
calore o lo acquista dallo
stampo e quindi cambia la
propria temperatura da punto
a punto. Il fluido entra ad una
temperatura ed esce ad
un’altra temperatura.
• Lo scambio termico nel canale
cambia nel tempo e lungo il
percorso in quanto è possibile
che la portata e la temperatura
del fluido cambino.
• Invertire entrata ed uscita di
un canale può cambiare
drasticamente il
comportamento termico.

L’IMPORTANZA DELLA CONFIGURAZIONE DEI CIRCUITI:
L’IMPORTANZA DELLA CONFIGURAZIONE DEI CIRCUITI:
• Molto frequentemente i canali sono collegati tra di loro esternamente
mediante distributori o tubi flessibili creando un circuito: il fluido uscente da un
canale entra in un altro.
• Progettare la sequenza di collegamento dei canali permette agevolmente di
spostare calore all’interno di uno stampo per scaldare le zone fredde
raffreddando quelle calde.
• Le portate vengono suddivise tra diversi canali in funzione di come sono
collegati tra loro (in serie, in parallelo…)
• Alcuni canali possono essere temporizzati in funzione del tempo ciclo.
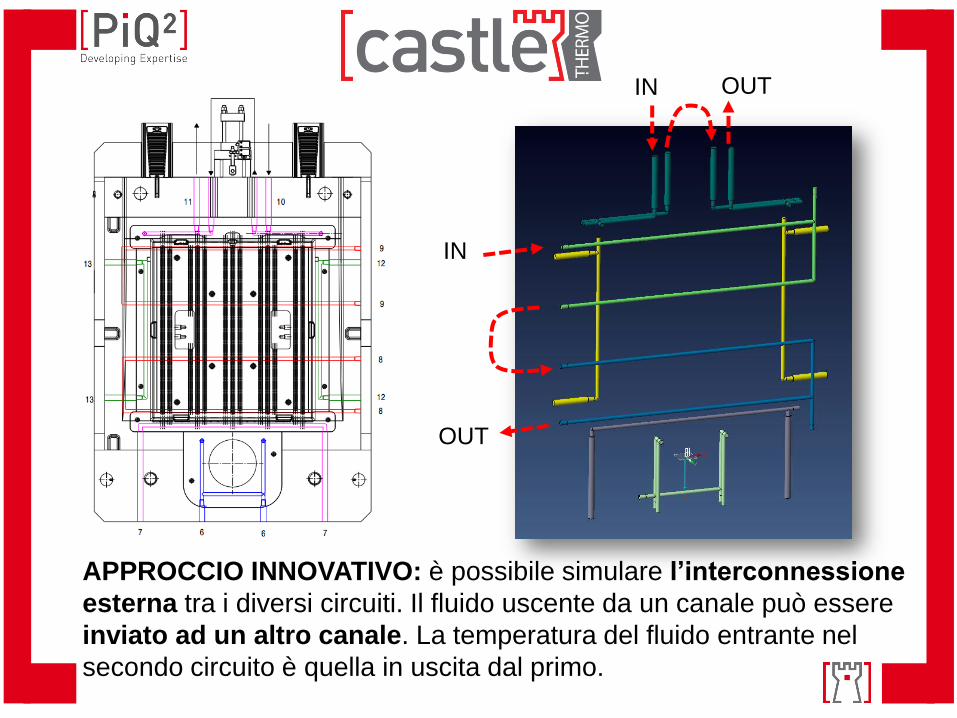
APPROCCIO INNOVATIVO: è possibile simulare l’interconnessione
esterna tra i diversi circuiti. Il fluido uscente da un canale può essere
inviato ad un altro canale. La temperatura del fluido entrante nel
secondo circuito è quella in uscita dal primo.
IN
OUT
OUTIN

CALCOLO PORTATA
Per ogni canale:• Impostare un fluido
differente• Una portata specifica• Una temperatura diversa• E’ possibile collegarlo
virtualmente ad un altro canale
• Possibile temporizzarlo o parzializzarlo.
Nel caso si conosca solo la pressione del circuito e non la portata di fluido, un assistente aiuta a calcolare la portata massima che può attraversare quel circuito.
CONFIGURAZIONE AVANZATA DEI CANALI DI TERMOREGOLAZIONE:

LA LUBRIFICA• La lubrifica di uno stampo è sicuramente la fase più «nebbiosa» di tutto il
ciclo. Sia in senso pratico che figurativo.
• Il tempo di lubrifica comunemente indicato sulle carte di processo è quasi
sempre riferito all’intervallo di tempo tra inizio fase di lubrifica e fine fase di
lubrifica.
• Nella maggior parte dei casi, in quel tempo, la testa di lubrifica si muove
con percorsi dedicati al singolo stampo soprattutto quando viene effettuata
con teste robotizzate
• Frequentemente la lubrifica si ferma su alcune zone più che su altre per
risolvere problematiche di sovrariscaldo e/o difficoltà di estrazione localizzate.
• E’ impensabile modellarla, come spesso si fa, con un coefficiente di
scambio termico imposto su tutta la superficie per tutta la durata
dell’operazione.
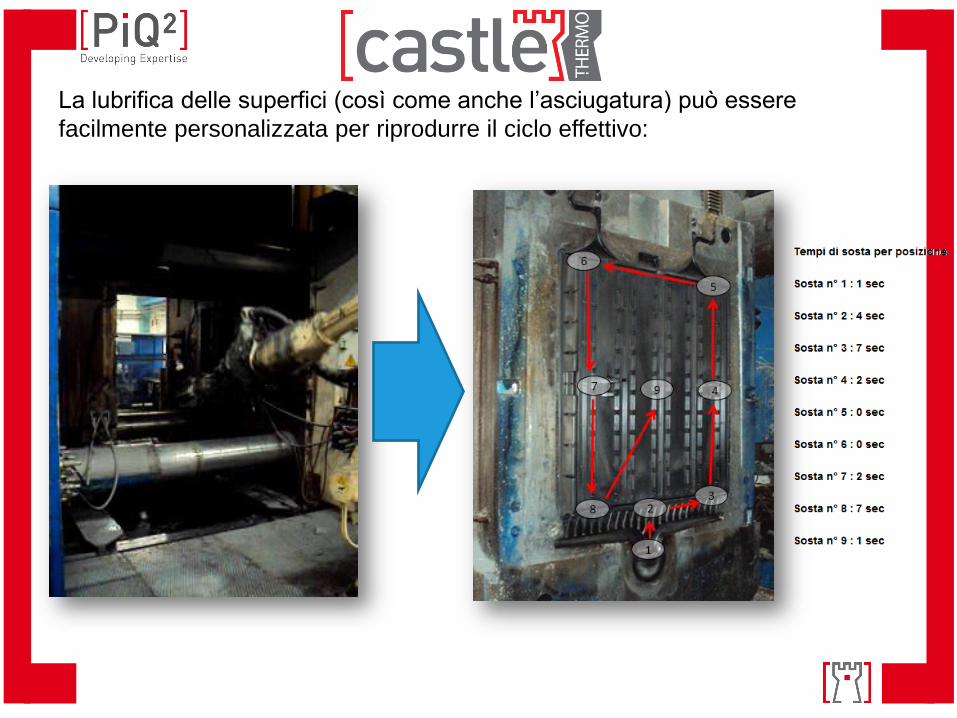
La lubrifica delle superfici (così come anche l’asciugatura) può essere
facilmente personalizzata per riprodurre il ciclo effettivo:
Filmato
reale
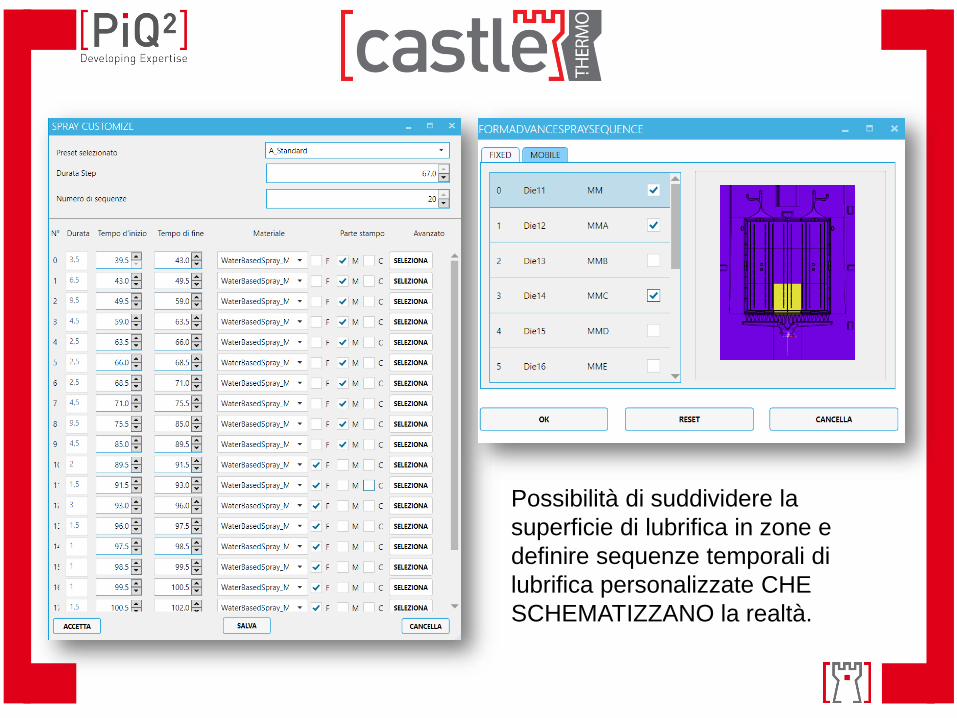
Possibilità di suddividere la
superficie di lubrifica in zone e
definire sequenze temporali di
lubrifica personalizzate CHE
SCHEMATIZZANO la realtà.
Filmato
reale
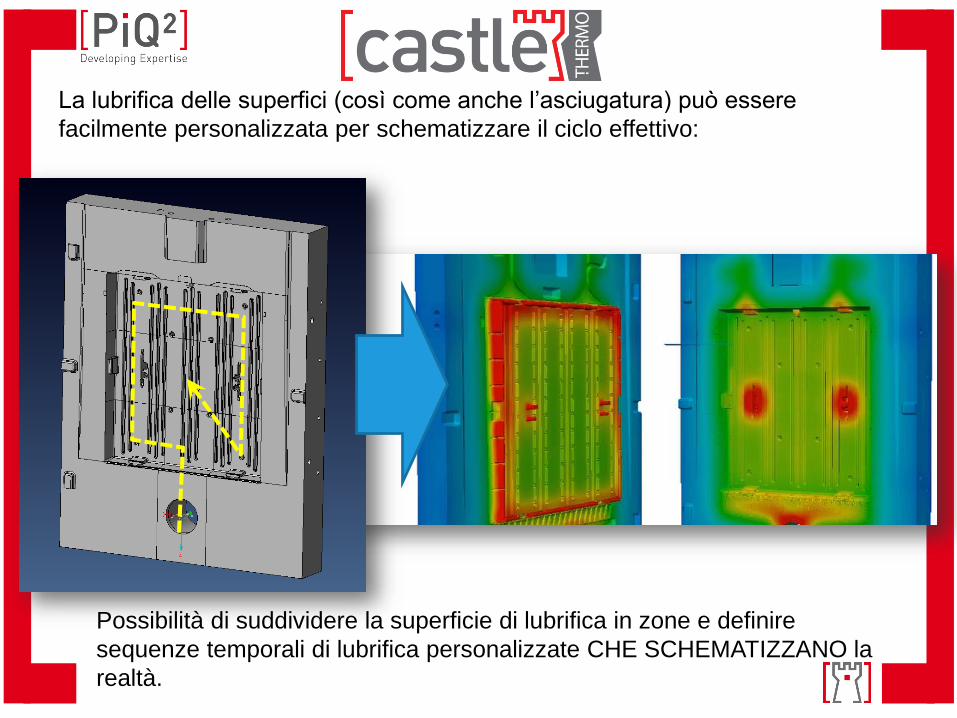
La lubrifica delle superfici (così come anche l’asciugatura) può essere
facilmente personalizzata per schematizzare il ciclo effettivo:
Possibilità di suddividere la superficie di lubrifica in zone e definire
sequenze temporali di lubrifica personalizzate CHE SCHEMATIZZANO la
realtà.

MOBILE FISSA
MOBILE
POST
LUBRIFICA
MOBILE
PRE
LUBRIFICA

BUON APPETITO!

• PiQ2 srl
• 25123 Brescia | Via Branze, 45
• T +39 030.6595058 | F +39 030.6595059
• www.piq2.com
Thank you for your attention
QUESTIONS?







