
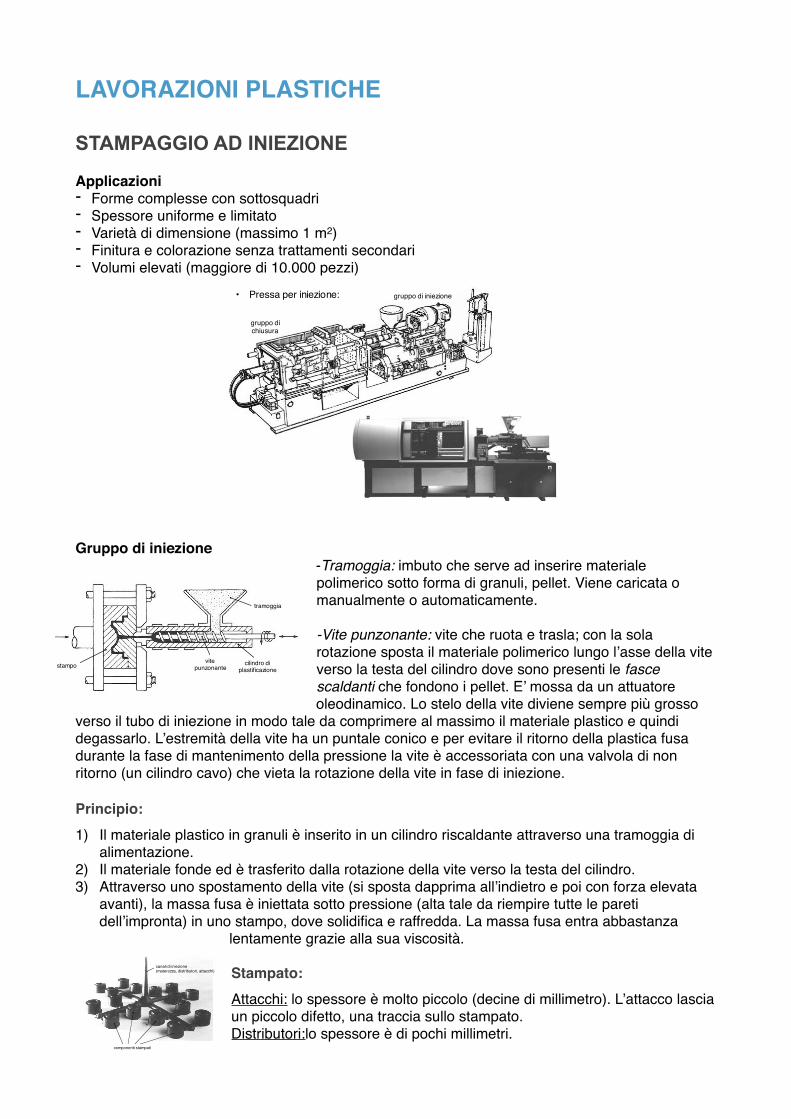
LAVORAZIONI PLASTICHE!!STAMPAGGIO AD INIEZIONE !Applicazioni!- Forme complesse con sottosquadri!- Spessore uniforme e limitato!- Varietà di dimensione (massimo 1 m2)!- Finitura e colorazione senza trattamenti secondari!- Volumi elevati (maggiore di 10.000 pezzi) !
!!Gruppo di iniezione!
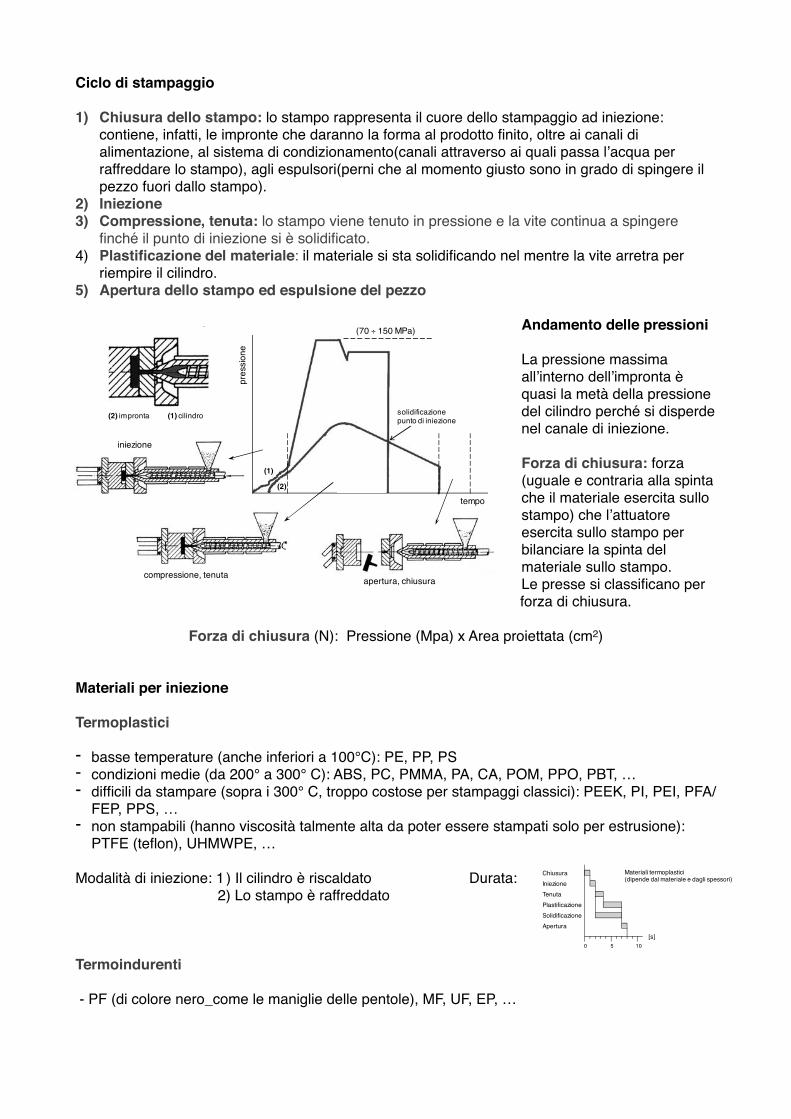
-Tramoggia: imbuto che serve ad inserire materiale polimerico sotto forma di granuli, pellet. Viene caricata o manualmente o automaticamente.!!-Vite punzonante: vite che ruota e trasla; con la sola rotazione sposta il materiale polimerico lungo l’asse della vite verso la testa del cilindro dove sono presenti le fasce scaldanti che fondono i pellet. E’ mossa da un attuatore oleodinamico. Lo stelo della vite diviene sempre più grosso
verso il tubo di iniezione in modo tale da comprimere al massimo il materiale plastico e quindi degassarlo. L’estremità della vite ha un puntale conico e per evitare il ritorno della plastica fusa durante la fase di mantenimento della pressione la vite è accessoriata con una valvola di non ritorno (un cilindro cavo) che vieta la rotazione della vite in fase di iniezione. !!Principio: !1) Il materiale plastico in granuli è inserito in un cilindro riscaldante attraverso una tramoggia di
alimentazione. !2) Il materiale fonde ed è trasferito dalla rotazione della vite verso la testa del cilindro.!3) Attraverso uno spostamento della vite (si sposta dapprima all’indietro e poi con forza elevata
avanti), la massa fusa è iniettata sotto pressione (alta tale da riempire tutte le pareti dell’impronta) in uno stampo, dove solidifica e raffredda. La massa fusa entra abbastanza
lentamente grazie alla sua viscosità.!!Stampato:!Attacchi: lo spessore è molto piccolo (decine di millimetro). L’attacco lascia un piccolo difetto, una traccia sullo stampato.!Distributori:lo spessore è di pochi millimetri.!
Stampaggio a iniezione
• Principio:– Il materiale plastico in granuli è inserito in un cilindro riscaldante
attraverso una tramoggia di alimentazione– Il materiale fonde ed è trasferito dalla rotazione di una vite verso la testa
del cilindro– Attraverso uno spostamento della vite, la massa fusa è iniettata sotto
pressione in uno stampo, dove solidifica e raffredda
tramoggia
vitepunzonantestampo cilindro di
plastificazione
Stampaggio a iniezione
• Pressa per iniezione:
gruppo dichiusura
gruppo di iniezione
Ciclo di stampaggio– Apertura dello stampo, espulsione
canali di iniezione(materozza, distributori, attacchi)
Ciclo di stampaggio
• Stampato:
componenti stampati
Stampaggio a iniezione
• Principio:– Il materiale plastico in granuli è inserito in un cilindro riscaldante
attraverso una tramoggia di alimentazione– Il materiale fonde ed è trasferito dalla rotazione di una vite verso la testa
del cilindro– Attraverso uno spostamento della vite, la massa fusa è iniettata sotto
pressione in uno stampo, dove solidifica e raffredda
tramoggia
vitepunzonantestampo cilindro di
plastificazione
Stampaggio a iniezione
• Pressa per iniezione:
gruppo dichiusura
gruppo di iniezione
Ciclo di stampaggio!!1) Chiusura dello stampo: lo stampo rappresenta il cuore dello stampaggio ad iniezione:
contiene, infatti, le impronte che daranno la forma al prodotto finito, oltre ai canali di alimentazione, al sistema di condizionamento(canali attraverso ai quali passa l’acqua per raffreddare lo stampo), agli espulsori(perni che al momento giusto sono in grado di spingere il pezzo fuori dallo stampo).!
2) Iniezione!3) Compressione, tenuta: lo stampo viene tenuto in pressione e la vite continua a spingere
finché il punto di iniezione si è solidificato. !4) Plastificazione del materiale: il materiale si sta solidificando nel mentre la vite arretra per
riempire il cilindro.!5) Apertura dello stampo ed espulsione del pezzo!
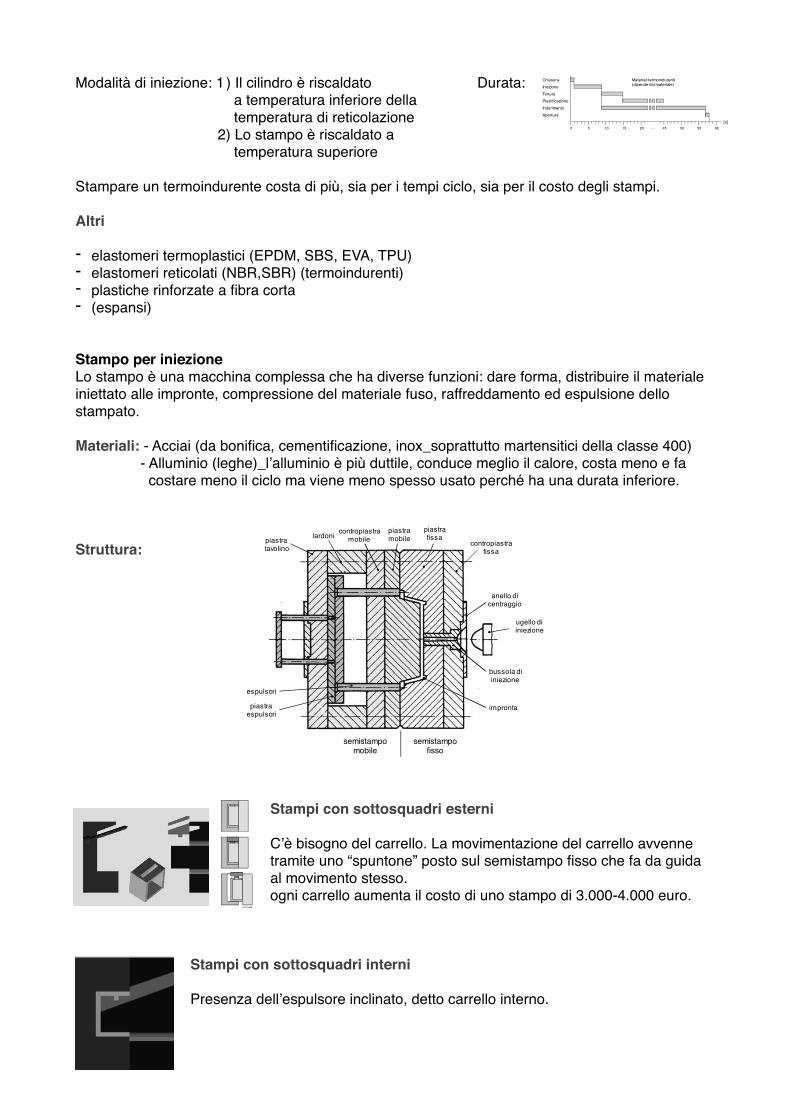
!Andamento delle pressioni!!La pressione massima all’interno dell’impronta è quasi la metà della pressione del cilindro perché si disperde nel canale di iniezione.!!Forza di chiusura: forza (uguale e contraria alla spinta che il materiale esercita sullo stampo) che l’attuatore esercita sullo stampo per bilanciare la spinta del materiale sullo stampo.!Le presse si classificano per forza di chiusura.!!
Forza di chiusura (N): Pressione (Mpa) x Area proiettata (cm2)!!!Materiali per iniezione!!Termoplastici !!- basse temperature (anche inferiori a 100°C): PE, PP, PS!- condizioni medie (da 200° a 300° C): ABS, PC, PMMA, PA, CA, POM, PPO, PBT, …!- difficili da stampare (sopra i 300° C, troppo costose per stampaggi classici): PEEK, PI, PEI, PFA/
FEP, PPS, …!- non stampabili (hanno viscosità talmente alta da poter essere stampati solo per estrusione):
PTFE (teflon), UHMWPE, …!!Modalità di iniezione: 1 ) Il cilindro è riscaldato Durata:! 2) Lo stampo è raffreddato!!!!Termoindurenti!! - PF (di colore nero_come le maniglie delle pentole), MF, UF, EP, …!!!
apertura, chiusuracompressione, tenuta
iniezione
Ciclo di stampaggio
• Andamento delle pressioni:
pres
sione
tempo
(70 ÷ 150 MPa)
solidificazionepunto di iniezione(1) cilindro(2) impronta
(1)
(2)
Ciclo di stampaggio
• Forza di chiusura:
spinta del materiale sullo stampo
forza esercitata dall’attuatore
Materiali per iniezione
• Modalità di stampaggio:
Materiali termoplastici:- il cilindro è riscaldato- lo stampo è raffreddato
Materiali termoindurenti:- il cilindro è riscaldato a
temperatura inferiore- lo stampo è riscaldato
a temperatura superiore
Materiali per iniezione
• Durata del ciclo:
ChiusuraIniezioneTenutaPlastificazione
Apertura
Materiali termoplastici(dipende dal materiale e dagli spessori)
5 100[s]
ChiusuraIniezioneTenutaPlastificazioneIndurimentoApertura
5 100 15 20 45 50 55 60…
Materiali termoindurenti(dipende dal materiale)
[s]
Solidificazione
Modalità di iniezione: 1 ) Il cilindro è riscaldato Durata:! a temperatura inferiore della ! temperatura di reticolazione! 2) Lo stampo è riscaldato a ! temperatura superiore!!Stampare un termoindurente costa di più, sia per i tempi ciclo, sia per il costo degli stampi.!!Altri!!- elastomeri termoplastici (EPDM, SBS, EVA, TPU)!- elastomeri reticolati (NBR,SBR) (termoindurenti)!- plastiche rinforzate a fibra corta!- (espansi)!!!Stampo per iniezione!Lo stampo è una macchina complessa che ha diverse funzioni: dare forma, distribuire il materiale iniettato alle impronte, compressione del materiale fuso, raffreddamento ed espulsione dello stampato.!!Materiali: - Acciai (da bonifica, cementificazione, inox_soprattutto martensitici della classe 400)! - Alluminio (leghe)_l’alluminio è più duttile, conduce meglio il calore, costa meno e fa ! costare meno il ciclo ma viene meno spesso usato perché ha una durata inferiore.!!!!Struttura:!!!!!!!!!!!!!! !
Stampi con sottosquadri esterni!!C’è bisogno del carrello. La movimentazione del carrello avvenne tramite uno “spuntone” posto sul semistampo fisso che fa da guida al movimento stesso.!ogni carrello aumenta il costo di uno stampo di 3.000-4.000 euro.!!!!
Stampi con sottosquadri interni!!Presenza dell’espulsore inclinato, detto carrello interno.! !!
Stampi per iniezione
• Funzioni:– distribuiscono il materiale iniettato alle impronte– permettono la compressione del materiale fuso– raffreddano il materiale– espellono lo stampato
• Materiali:– acciai (bonifica, cementazione, inox)– leghe di alluminio
Stampi per iniezione
• Struttura:
anello dicentraggio
bussola diiniezione
contropiastrafissa
piastrafissa
ugello diiniezione
espulsori
piastraespulsori
piastramobile
contropiastramobilelardonipiastra
tavolino
semistampo fisso
semistampo mobile
impronta
Stampi per iniezione
Dispositivo di estrazione per sottosquadro esterno (1)
Stampi per iniezione
Dispositivo di estrazione per sottosquadro esterno (2)
Stampi per iniezione
Dispositivo di estrazione per sottosquadro interno
Stampi per iniezione
Sottosquadro esterno senza dispositivo di estrazione(scelta della linea di divisione)
Materiali per iniezione
• Modalità di stampaggio:
Materiali termoplastici:- il cilindro è riscaldato- lo stampo è raffreddato
Materiali termoindurenti:- il cilindro è riscaldato a
temperatura inferiore- lo stampo è riscaldato
a temperatura superiore
Materiali per iniezione
• Durata del ciclo:
ChiusuraIniezioneTenutaPlastificazione
Apertura
Materiali termoplastici(dipende dal materiale e dagli spessori)
5 100[s]
ChiusuraIniezioneTenutaPlastificazioneIndurimentoApertura
5 100 15 20 45 50 55 60…
Materiali termoindurenti(dipende dal materiale)
[s]
Solidificazione
!Stampi multi-impronta!!Numero di impronte che è la potenza di 2!!!!!!!!
Difetti negli stampi!!• Disuniformità locali della superficie Tracce degli attacchi di iniezione e degli espulsori.!
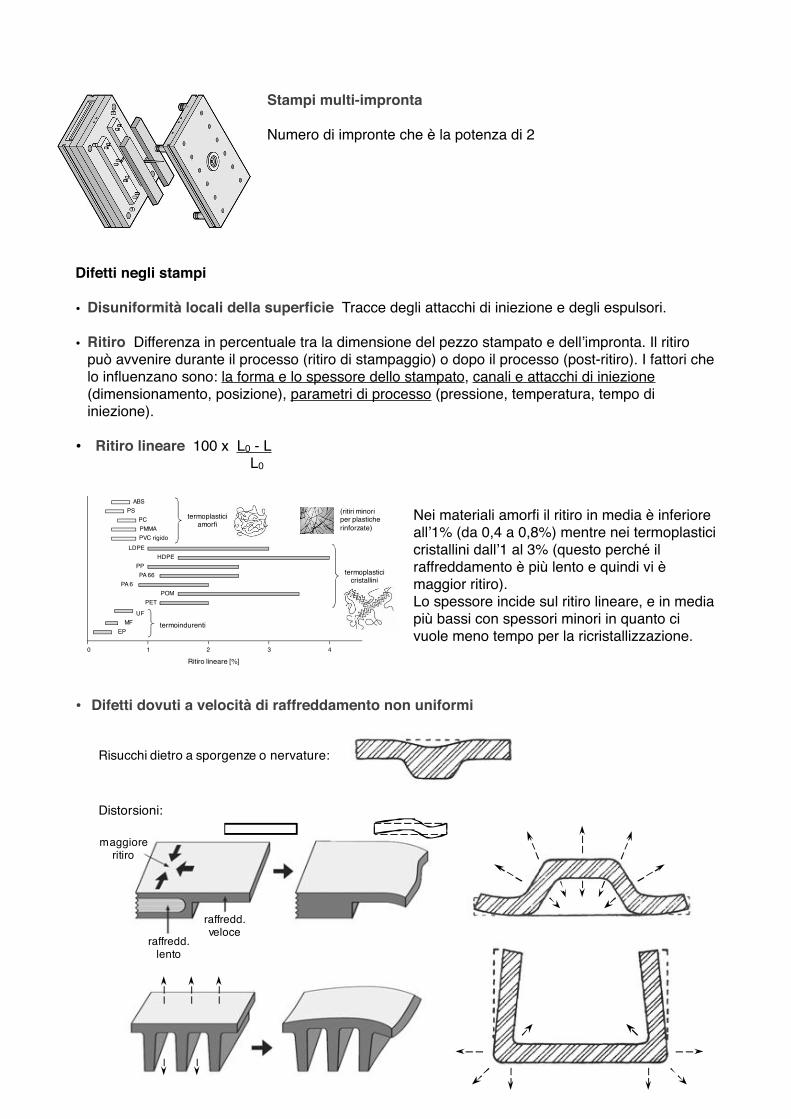
• Ritiro Differenza in percentuale tra la dimensione del pezzo stampato e dell’impronta. Il ritiro può avvenire durante il processo (ritiro di stampaggio) o dopo il processo (post-ritiro). I fattori che lo influenzano sono: la forma e lo spessore dello stampato, canali e attacchi di iniezione (dimensionamento, posizione), parametri di processo (pressione, temperatura, tempo di iniezione).!!
• Ritiro lineare 100 x L0 - L! L0 ! !!
Nei materiali amorfi il ritiro in media è inferiore all’1% (da 0,4 a 0,8%) mentre nei termoplastici cristallini dall’1 al 3% (questo perché il raffreddamento è più lento e quindi vi è maggior ritiro).!Lo spessore incide sul ritiro lineare, e in media più bassi con spessori minori in quanto ci vuole meno tempo per la ricristallizzazione.!!!!
• Difetti dovuti a velocità di raffreddamento non uniformi!
Stampi per iniezione
• Stampi multi-impronta:
Stampi per iniezione
Difetti negli stampati
• Ritiro:– durante il processo (ritiro di stampaggio)– dopo il processo (post-ritiro)
0 1 2 3 4
Ritiro lineare [%]
ABSPS
PCPMMAPVC rigido
termoplasticiamorfi
LDPEHDPE
PPPA 66
POMPET
PA 6
termoplasticicristallini
UFMF
EPtermoindurenti
(ritiri minoriper plasticherinforzate)
Difetti negli stampati
• Fattori che influenzano il ritiro:– Forma e spessore dello stampato– Canali e attacchi di iniezione (dimensionamento, posizione)– Parametri di processo (pressione, temperatura, tempo di iniezione)
• La cristallizzazione provoca una diminuzione di volume
• Il tempo di raffreddamento può essere insufficiente alla completa cristallizzazione
Maggiore spessore
Raffreddamento più lento
Cristallizzazione più completa
Maggiore ritiro
(dati sperimentali per PP)
Difetti negli stampati
• Difetti dovuti a velocità di raffreddamento non uniformi:
Risucchi dietro a sporgenze o nervature:
Distorsioni:
raffredd.lento
raffredd.veloce
maggioreritiro
Difetti negli stampati
• Rilassamento delle tensioni interne:
• La viscosità del materiale fuso provoca un allungamento delle catene polimeriche in direzione trasversale al flusso
• Il rilassamento dello sforzo di trazione provoca ritiro
Distorsioni:
Il ritiro è minore in direzione longitudinalee disuniforme in direzione trasversale Il ritiro dipende dalla posizione
degli attacchi di iniezione
attacco
sforzo interno
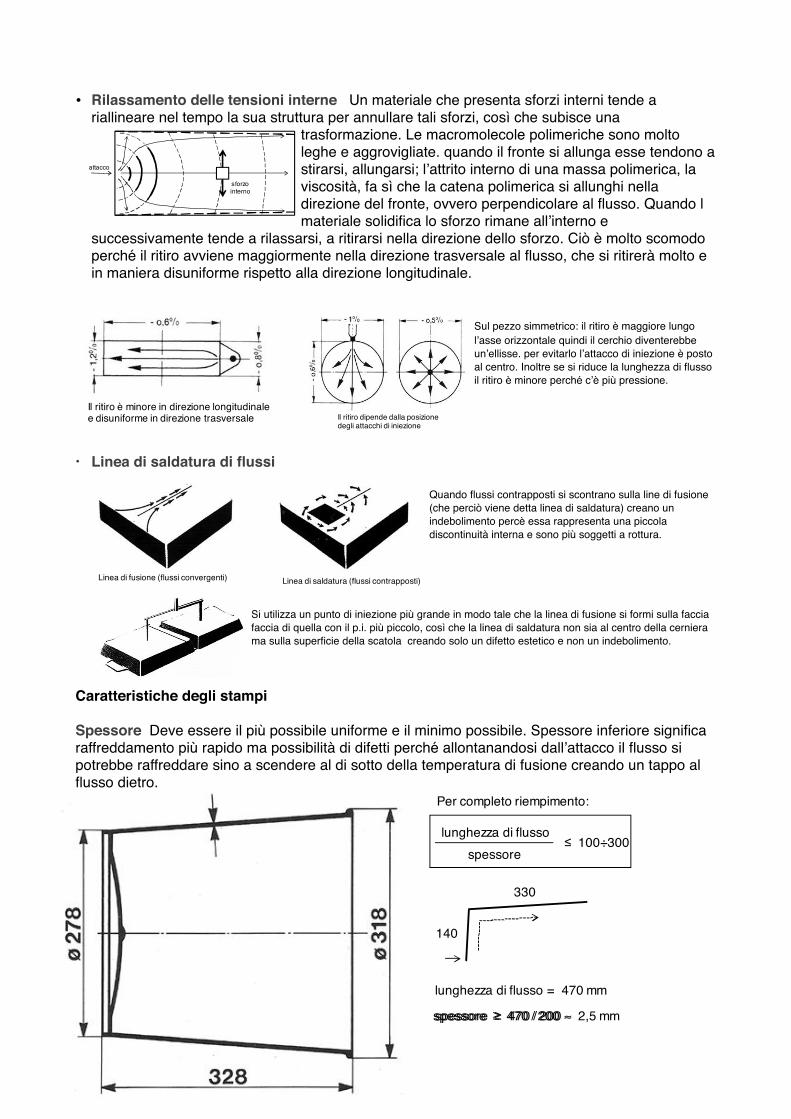
!• Rilassamento delle tensioni interne Un materiale che presenta sforzi interni tende a
riallineare nel tempo la sua struttura per annullare tali sforzi, così che subisce una trasformazione. Le macromolecole polimeriche sono molto leghe e aggrovigliate. quando il fronte si allunga esse tendono a stirarsi, allungarsi; l’attrito interno di una massa polimerica, la viscosità, fa sì che la catena polimerica si allunghi nella direzione del fronte, ovvero perpendicolare al flusso. Quando l materiale solidifica lo sforzo rimane all’interno e
successivamente tende a rilassarsi, a ritirarsi nella direzione dello sforzo. Ciò è molto scomodo perché il ritiro avviene maggiormente nella direzione trasversale al flusso, che si ritirerà molto e in maniera disuniforme rispetto alla direzione longitudinale. !
! ! Sul pezzo simmetrico: il ritiro è maggiore lungo ! l’asse orizzontale quindi il cerchio diventerebbe
un’ellisse. per evitarlo l’attacco di iniezione è posto ! al centro. Inoltre se si riduce la lunghezza di flusso ! il ritiro è minore perché c’è più pressione.!!!!!!
• Linea di saldatura di flussi ! !
Quando flussi contrapposti si scontrano sulla line di fusione ! (che perciò viene detta linea di saldatura) creano un
indebolimento percè essa rappresenta una piccola discontinuità interna e sono più soggetti a rottura.!!!
! !!Si utilizza un punto di iniezione più grande in modo tale che la linea di fusione si formi sulla faccia faccia di quella con il p.i. più piccolo, così che la linea di saldatura non sia al centro della cerniera ma sulla superficie della scatola creando solo un difetto estetico e non un indebolimento.!!!!
Caratteristiche degli stampi!!Spessore Deve essere il più possibile uniforme e il minimo possibile. Spessore inferiore significa raffreddamento più rapido ma possibilità di difetti perché allontanandosi dall’attacco il flusso si potrebbe raffreddare sino a scendere al di sotto della temperatura di fusione creando un tappo al flusso dietro.! !!!!!!!!!!!!!!
Difetti negli stampati
• Difetti dovuti a velocità di raffreddamento non uniformi:
Risucchi dietro a sporgenze o nervature:
Distorsioni:
raffredd.lento
raffredd.veloce
maggioreritiro
Difetti negli stampati
• Rilassamento delle tensioni interne:
• La viscosità del materiale fuso provoca un allungamento delle catene polimeriche in direzione trasversale al flusso
• Il rilassamento dello sforzo di trazione provoca ritiro
Distorsioni:
Il ritiro è minore in direzione longitudinalee disuniforme in direzione trasversale Il ritiro dipende dalla posizione
degli attacchi di iniezione
attacco
sforzo interno
Difetti negli stampati
• Difetti dovuti a velocità di raffreddamento non uniformi:
Risucchi dietro a sporgenze o nervature:
Distorsioni:
raffredd.lento
raffredd.veloce
maggioreritiro
Difetti negli stampati
• Rilassamento delle tensioni interne:
• La viscosità del materiale fuso provoca un allungamento delle catene polimeriche in direzione trasversale al flusso
• Il rilassamento dello sforzo di trazione provoca ritiro
Distorsioni:
Il ritiro è minore in direzione longitudinalee disuniforme in direzione trasversale Il ritiro dipende dalla posizione
degli attacchi di iniezione
attacco
sforzo interno
Difetti negli stampati
• Linee di saldatura di flussi:
Controllo della posizionedi linee di saldaturamediante dimensionamentodei canali di alimentazione
Linea di fusione (flussi convergenti) Linea di saldatura (flussi contrapposti)
Difetti negli stampati
Difetti negli stampati
• Linee di saldatura di flussi:
Controllo della posizionedi linee di saldaturamediante dimensionamentodei canali di alimentazione
Linea di fusione (flussi convergenti) Linea di saldatura (flussi contrapposti)
Difetti negli stampati
Difetti negli stampati
• Linee di saldatura di flussi:
Controllo della posizionedi linee di saldaturamediante dimensionamentodei canali di alimentazione
Linea di fusione (flussi convergenti) Linea di saldatura (flussi contrapposti)
Difetti negli stampati
Caratteristiche degli stampati
• Spessore:
?
140
330
lunghezza di flusso = 470 mm
spessore ≥ 470 / 200 ≈ 2,5 mm
Per completo riempimento:
lunghezza di flussospessore
≤ 100÷300
spessore ≥ 470 / 200
Caratteristiche degli stampati
• Irrigidimenti strutturali:
Difetti negli stampati
• Difetti dovuti a velocità di raffreddamento non uniformi:
Risucchi dietro a sporgenze o nervature:
Distorsioni:
raffredd.lento
raffredd.veloce
maggioreritiro
Difetti negli stampati
• Rilassamento delle tensioni interne:
• La viscosità del materiale fuso provoca un allungamento delle catene polimeriche in direzione trasversale al flusso
• Il rilassamento dello sforzo di trazione provoca ritiro
Distorsioni:
Il ritiro è minore in direzione longitudinalee disuniforme in direzione trasversale Il ritiro dipende dalla posizione
degli attacchi di iniezione
attacco
sforzo interno
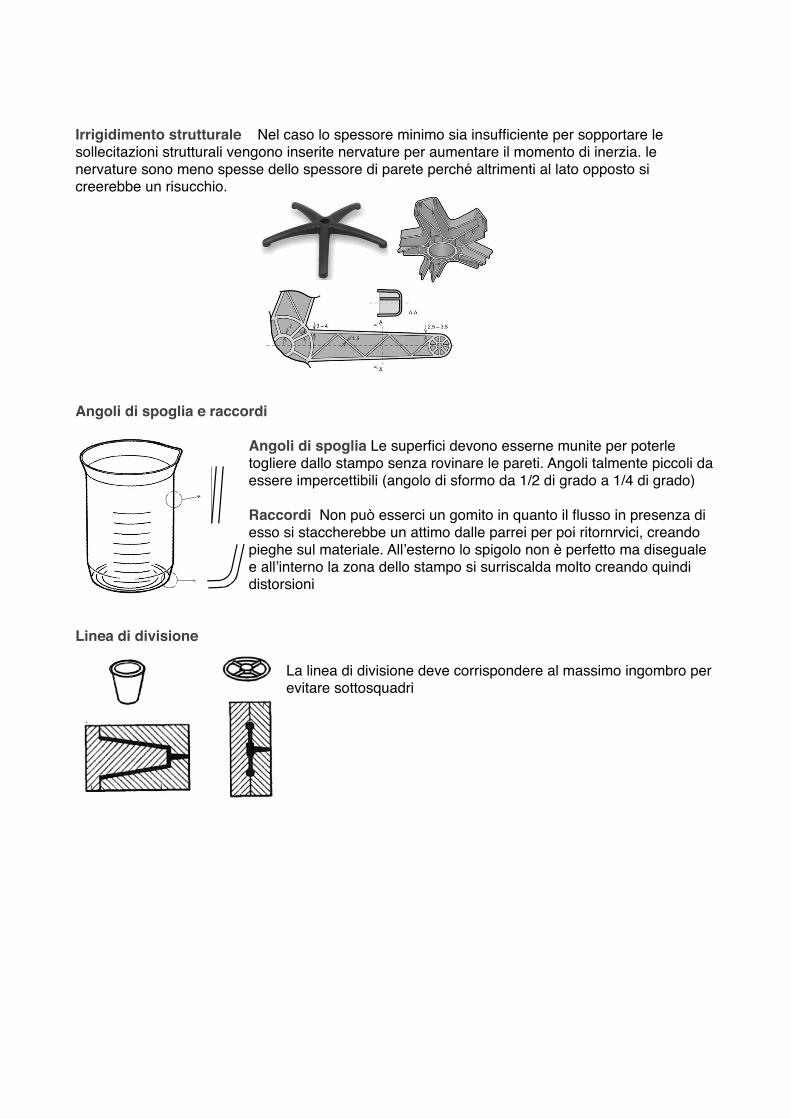
!!!Irrigidimento strutturale Nel caso lo spessore minimo sia insufficiente per sopportare le sollecitazioni strutturali vengono inserite nervature per aumentare il momento di inerzia. le nervature sono meno spesse dello spessore di parete perché altrimenti al lato opposto si creerebbe un risucchio.!!!!!!!!!!!!!Angoli di spoglia e raccordi !!
Angoli di spoglia Le superfici devono esserne munite per poterle togliere dallo stampo senza rovinare le pareti. Angoli talmente piccoli da essere impercettibili (angolo di sformo da 1/2 di grado a 1/4 di grado) !!Raccordi Non può esserci un gomito in quanto il flusso in presenza di esso si staccherebbe un attimo dalle parrei per poi ritornrvici, creando pieghe sul materiale. All’esterno lo spigolo non è perfetto ma diseguale e all’interno la zona dello stampo si surriscalda molto creando quindi distorsioni!!
!Linea di divisione! !
La linea di divisione deve corrispondere al massimo ingombro per evitare sottosquadri!!!!!!!!!!!!!!!!!!!!!
Caratteristiche degli stampati
• Spessore:
?
140
330
lunghezza di flusso = 470 mm
spessore ≥ 470 / 200 ≈ 2,5 mm
Per completo riempimento:
lunghezza di flussospessore
≤ 100÷300
spessore ≥ 470 / 200
Caratteristiche degli stampati
• Irrigidimenti strutturali:
Caratteristiche degli stampati
• Angoli di spoglia e raccordi:
Caratteristiche degli stampati
• Linea di divisione:
Caratteristiche degli stampati
• Angoli di spoglia e raccordi:
Caratteristiche degli stampati
• Linea di divisione:
Caratteristiche degli stampati
• Angoli di spoglia e raccordi:
Caratteristiche degli stampati
• Linea di divisione:

!Stampati con stampaggio ad iniezione!!!! !!!!!!!!!!
!!!!!!!!!!!!!! !!!!!!!!!!!!
!!!!!!!!!!!!!!
Materiali per iniezione
ChiusuraIniezioneTenutaPlastificazione
Apertura
5 100[s]
Solidificazione (1,5 ÷ 2) × (spessore max [mm])2
tempo ciclo ≈ 2 × (4 mm)2 + 5 =
iniezione + apertura + chiusura = 3 ÷ 10 s(in base alle dimensioni dello stampato)
Esempio: 4
2tempo ciclo ≈ 2 × (2 mm)2 + 5 =
(termoplastici)
= 2 × 16 + 5 == 32 + 5 = 37 s
= 2 × 4 + 5 == 8 + 5 = 13 s
Applicazioni dello stampaggio a iniezione
• Caratteristiche:– Forma complessa con
sottosquadri– Spessore uniforme e
(preferibilmente) limitato
– Varietà di dimensioni– Finitura superficiale e
colorazione senza trattamenti secondari
– Volumi di produzione elevati (> 10000 pezzi)
Applicazioni dello stampaggio a iniezione
Componenti di piccole dimensioni
Applicazioni dello stampaggio a iniezione
Contenitori
Applicazioni dello stampaggio a iniezione
Scocche di apparecchiature elettriche ed elettroniche
Applicazioni dello stampaggio a iniezione
Applicazioni nel settore automobilistico
Applicazioni dello stampaggio a iniezione
Scocche di apparecchiature elettriche ed elettroniche
Applicazioni dello stampaggio a iniezione
Applicazioni nel settore automobilistico
Applicazioni dello stampaggio a iniezione
Applicazioni in settori vari (macchine da ufficio, apparecchi medicali, articoli sportivi)
Applicazioni dello stampaggio a iniezione
Stampati con inserti metallici
Applicazioni dello stampaggio a iniezione
Applicazioni in settori vari (macchine da ufficio, apparecchi medicali, articoli sportivi)
Applicazioni dello stampaggio a iniezione
Stampati con inserti metallici
Applicazioni dello stampaggio a iniezione
Componenti di piccole dimensioni
Applicazioni dello stampaggio a iniezione
Contenitori







