
1
STUDIO DELLE SOLLECITAZIONI NEL SISTEMA DI
PRESSA PASSIVA
Analisi numerica agli elementi finiti dello stato tensionale delle parti che compongono il sistema
di blindaggio passivo radiale della macchina IGNITOR.
Codice usato: ANSYS
Documento IGNITOR RT01/01 03/07/2001 Rev. 0 A.Capriccioli P.Frosi
PROGETTO IGNITOR
2
1. INTRODUZIONE
Il presente lavoro si inquadra nel contesto più ampio della progettazione della macchina
IGNITOR, macchina pensata per sperimentare, alla luce delle tecnologie esistenti, le condizioni
di ignizione dei plasmi.
IGNITOR è una macchina compatta, ad alto campo, pensata per produrre l’ignizione del
plasma sotto opportune condizioni di temperatura e pressione.
Per una sua descrizione dettagliata si rimanda ai documenti esistenti; ai fini del nostro
lavoro è sufficiente ricordare che essa è costituita da :
- una serie di bobine in rame dette poloidali avvolte attorno all’asse centrale e disposte
in senso equatoriale che generano il campo magnetico “poloidale”
- un serbatoio torosferico coassiale con le bobine poloidali dove si generano i plasmi
oggetto di studio;
- elettromagneti in rame ed argento avvolti attorno al serbatoio torosferico nei quali
fluisce la corrente che genera il campo magnetico “toroidale”;
- unità modulari disposte in senso meridiano, dette C-Clamp, ideate per resistere alle
azioni elettromagnetiche radiali centrifughe, torsionali, ed assiali che nascono
durante le prove;
- sistema di blindaggio di questi elementi di contenimento mediante cunei, anello di
cerchiaggio, spessori per la registrazione dei giochi, ecc.;
- criostato per il mantenimento della temperatura di esercizio.
In particolare, le gambe interne del magnete toroidale sono sottoposte a forze
elettromagnetiche che sono equilibrate per effetto del “bucking” ossia del contatto superficiale
tra le bobine poloidali e le toroidali, per effetto del “wedging” cioè incuneamento mutuo tra le
gambe interne dei magneti toroidali e inoltre per le reazioni offerte dagli elementi strutturali (C-
Clamp).
A determinare il voluto grado di rigidità sia in senso longitudinale che in senso
circonferenziale e torsionale, contribuiscono in maniera significativa i sopraddetti elementi
meridiani (C-Clamp) che insieme formano un guscio che avvolge gli elettromagneti toroidali.
3
2. SCOPO
L’insieme delle parti che costituisce il campo magnetico toroidale si suddivide in 12
moduli; ciascun modulo si compone di quattro C-Clamp opportunamente sagomati e due
magneti toroidali.
Tale componente ha una forma a C (da cui il nome) e porta alle estremità due sporgenze
a mensola: una radiale (il cosiddetto naso) ed una longitudinale (la cosiddetta bandiera).
Per capire il motivo di tale geometria occorre ricordare che durante il funzionamento
della macchina si sviluppano forze elettromagnetiche tali da sottoporre a trazione la gamba
interna del magnete toroidale. Le reazioni a tali forze sono offerte dal naso del C-Clamp (vedi
fig.1) che contrasta tale allungamento: quindi per evitare il piegamento del naso in senso assiale
la bandiera si inflette radialmente verso l’interno proprio per effetto degli anelli di forzamento.
Il primo anello costituisce (vedi fig.1), insieme alle due bobine posizionate al suo
interno, la cosiddetta pressa elettromagnetica attiva che serve a esplicare la ulteriore forza
radiale di cerchiaggio proprio quando gli sforzi elettromagnetici nella gamba interna del
magnete toroidale sono elevati (in dipendenza dello scenario di corrente previsto).
Il secondo anello serve invece a fornire il precarico permanente: è realizzato con lamiera
in acciaio inossidabile avvolta ad elica a strati isolati per evitare le correnti indotte.
La trasmissione degli sforzi dall’anello cosiddetto passivo alla bandiera del C-Clamp
avviene per mezzo dei cunei (dritto e rovescio), controcunei (interno ed esterno) e
spessoramento.
Il presente lavoro si prefigge proprio lo scopo di analizzare mediante il metodo degli
elementi finiti lo stato tensionale dei componenti della pressa passiva; inoltre, nota che sia la
geometria dei suoi componenti, si è voluto valutare la stabilità del forzamento durante il
montaggio; da ultimo si vuole valutare la fattibilità del sistema di forzamento dei cunei mediante
dilatazione termica dei tiranti come è spiegato nei paragrafi successivo.
Per tutte queste simulazioni che verranno trattate nel dettaglio in seguito, si è usato il
codice ANSYS.
4
3. DESCRIZIONE DEL SISTEMA PRESSA PASSIVA
La pressa radiale passiva permette il forzamento radiale dei C-Clamp arrivando ad
esercitare una forza di 180 MN alla temperatura di 30 K.
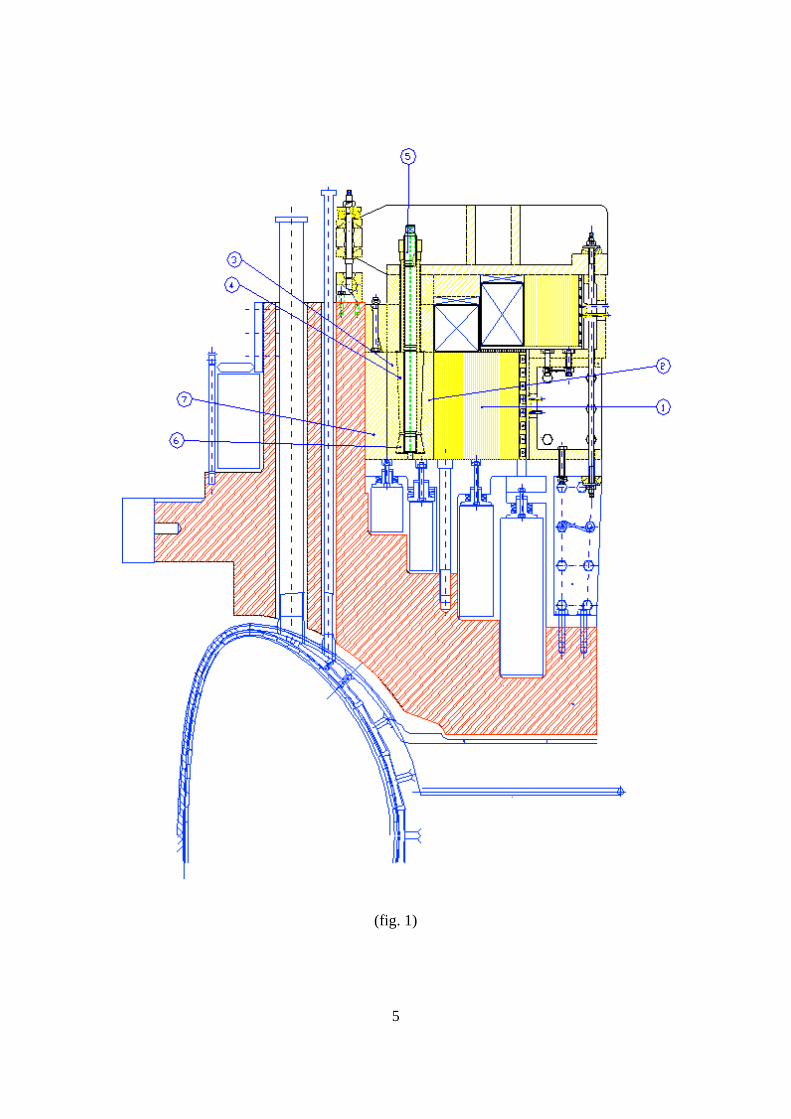
Essa è composta da (vedi figura 1):
1) anello esterno di forzamento radiale composto da lamiera avvolta a spirale;
2) controcuneo dal lato dell’anello (due per ogni modulo);
3) controcuneo dal lato della bandiera (due per ogni modulo);
4) cuneo dritto con foro per il passaggio del tirante (quattro per ogni modulo);
5) tirante di serraggio dei cunei;
6) cuneo rovescio per l’ancoraggio del tirante;
7) spessoramento in acciaio.
Vi è poi una struttura che sostiene le due presse: essa è composta da travi radiali (vedi
figura 1) che collegano le bandiere dei C-Clamp con l’esterno della macchina: verso l’interno a
mezzo di uno snodo sferico con biella e verso l’esterno mediante due tiranti con rondelle
sferiche.
Per comprendere bene il funzionamento della pressa passiva ricordiamo che, ai fini del
montaggio, si posiziona dapprima l’anello di blindaggio; poi si monta il sistema cunei e
controcunei e infine gli spessori a ridosso della bandiera. L’anello in fase di montaggio viene
preriscaldato con un salto termico di 60 °C per facilitare l’inserimento dei cunei.
A questo punto si riporta a temperatura ambiente l’anello medesimo ottenendo un valore
del precarico di 190 MN che diventerà 180 MN a temperatura criogenica.
Quando si è raggiunto il massimo valore del precarico la bandiera del C-Clamp si inflette
radialmente verso l’interno con una freccia pari a 4,74 mm.
A causa di questa inflessione, lo spessoramento è stato realizzato con una rastremazione
verso il basso pari a 1,72 mm (valore teorico ricavato sulla base degli scenari previsti), in modo
da garantire la massima complanarità delle superfici a contatto quando la bandiera del C-Clamp
è inflessa.
5
(fig. 1)
6
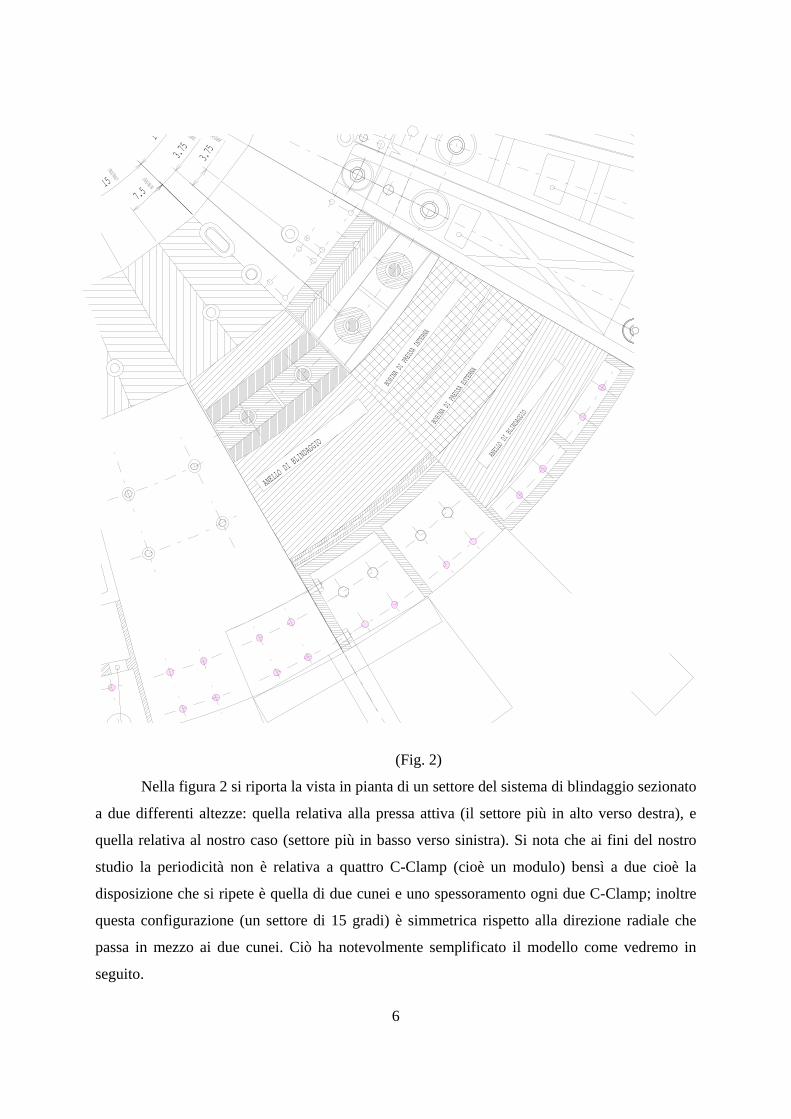
(Fig. 2)
Nella figura 2 si riporta la vista in pianta di un settore del sistema di blindaggio sezionato
a due differenti altezze: quella relativa alla pressa attiva (il settore più in alto verso destra), e
quella relativa al nostro caso (settore più in basso verso sinistra). Si nota che ai fini del nostro
studio la periodicità non è relativa a quattro C-Clamp (cioè un modulo) bensì a due cioè la
disposizione che si ripete è quella di due cunei e uno spessoramento ogni due C-Clamp; inoltre
questa configurazione (un settore di 15 gradi) è simmetrica rispetto alla direzione radiale che
passa in mezzo ai due cunei. Ciò ha notevolmente semplificato il modello come vedremo in
seguito.
BOBINA
DI PR
ESSA I
NTERNA
BOBINA
DI PR
ESSA E
STERNA
ANELLO
DI BL
INDAGG
IO
ANELLO
DI BL
INDAGG
IO
15
15░
7.5░
3.75
░3.7
5░
7
Per capire la disposizione dei componenti evidenziamo, procedendo verso l’interno (fig.
2): la sezione dell’anello di blindaggio, il controcuneo dal lato dell’anello, i due cunei con i
relativi tiranti, il controcuneo dal lato della bandiera, lo spessoramento e da ultimo la sezione
delle bandiere dei C-Clamp.. Da notare che la superficie (al raggio esterno) della bandiera del C-
Clamp è rettilinea, e quindi tale è lo spessoramento ed il controcuneo ad esso adiacente, invece
quello dal lato dell’anello ha una superficie dritta (quella a ridosso del cuneo) e una curva dal
lato dell’anello: ne risulta per quest’ultimo una forma rastremata allontanandosi dall’asse di
simmetria.
4. SCELTE PRELIMINARI
Dopo aver descritto sommariamente la geometria, passiamo ad esporre le scelte
effettuate per la modellazione. La nostra analisi parte dalla valutazione della freccia della
bandiera del C-Clamp risultante dalla simulazione numerica fatta da ANSALDO.
Dovendo analizzare il comportamento della pressa passiva, è stata modellata soltanto la
bandiera del C-Clamp: ciò perché è importante riprodurne soltanto l’inflessione ai fini della
valutazione dello stato tensionale dei cunei e dell’anello. Il primo passo quindi è stato quello di
stabilire l’equivalenza tra geometria reale e modello semplificato.
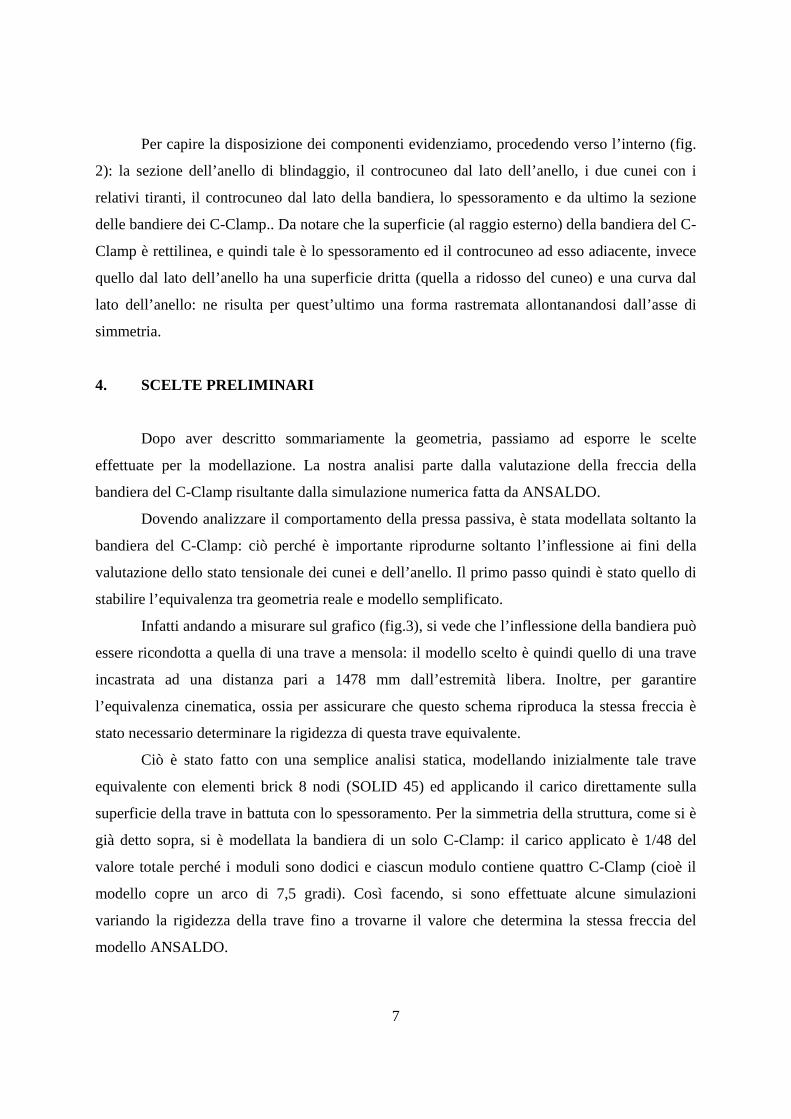
Infatti andando a misurare sul grafico (fig.3), si vede che l’inflessione della bandiera può
essere ricondotta a quella di una trave a mensola: il modello scelto è quindi quello di una trave
incastrata ad una distanza pari a 1478 mm dall’estremità libera. Inoltre, per garantire
l’equivalenza cinematica, ossia per assicurare che questo schema riproduca la stessa freccia è
stato necessario determinare la rigidezza di questa trave equivalente.
Ciò è stato fatto con una semplice analisi statica, modellando inizialmente tale trave
equivalente con elementi brick 8 nodi (SOLID 45) ed applicando il carico direttamente sulla
superficie della trave in battuta con lo spessoramento. Per la simmetria della struttura, come si è
già detto sopra, si è modellata la bandiera di un solo C-Clamp: il carico applicato è 1/48 del
valore totale perché i moduli sono dodici e ciascun modulo contiene quattro C-Clamp (cioè il
modello copre un arco di 7,5 gradi). Così facendo, si sono effettuate alcune simulazioni
variando la rigidezza della trave fino a trovarne il valore che determina la stessa freccia del
modello ANSALDO.
8
(Fig. 3)
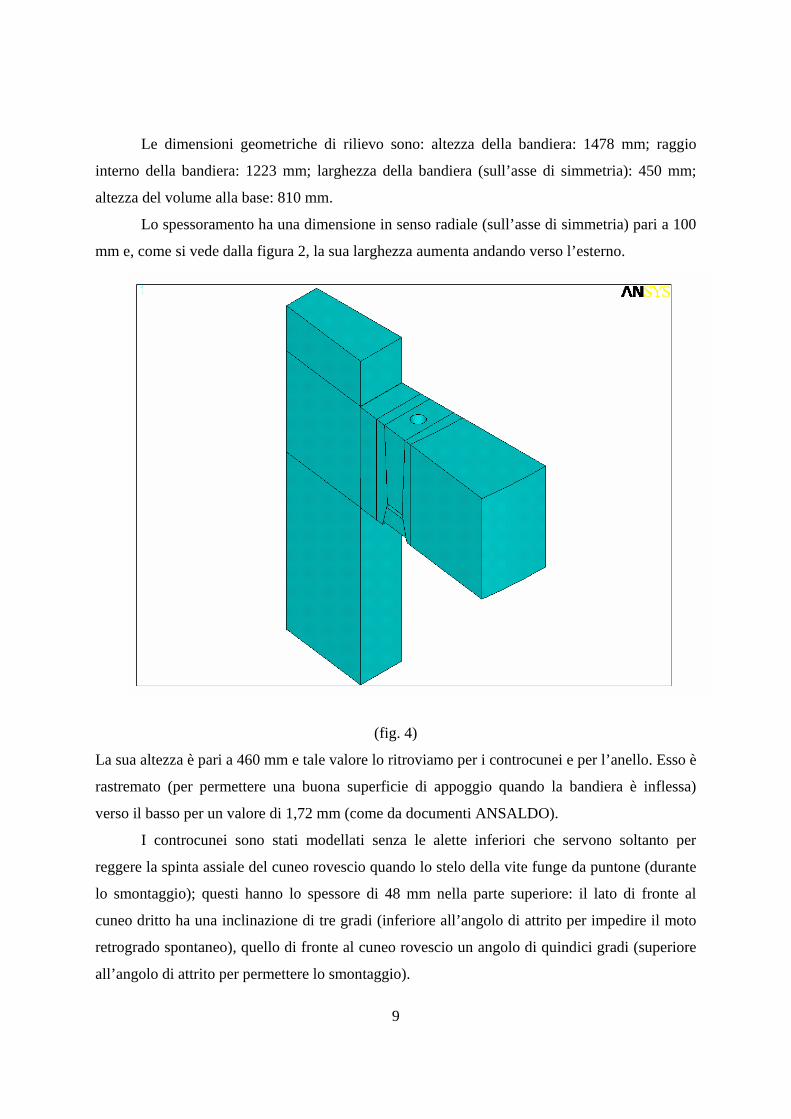
A tal proposito, però, occorre sottolineare che la bandiera è stata modellata con tre
volumi (vedi figura 4), uno alla base, uno affacciato sullo spessoramento e l’ultimo che sarebbe
di fronte alla pressa attiva (non modellata qui); questo perché il sistema reale è vincolato in
maniera complessa (presenza del magnete sottostante, forma complessa del C-Clamp alla base
della bandiera ecc.); inoltre da un lato abbiamo avuto la necessità di riprodurre la deformata
reale della bandiera e dall’altro quella di avere proprio la rigidezza dell’acciaio sulla superficie
dove sbatte lo spessoramento. Questo spiega perché si è scelto l’artificio di attribuire soltanto al
volume inferiore una rigidezza diversa: tale artificio non altera la cinematica della deformazione
della bandiera nella zona di interesse. A conti fatti è risultata per il volume inferiore una
rigidezza pari a 410 GPa.
9
Le dimensioni geometriche di rilievo sono: altezza della bandiera: 1478 mm; raggio
interno della bandiera: 1223 mm; larghezza della bandiera (sull’asse di simmetria): 450 mm;
altezza del volume alla base: 810 mm.
Lo spessoramento ha una dimensione in senso radiale (sull’asse di simmetria) pari a 100
mm e, come si vede dalla figura 2, la sua larghezza aumenta andando verso l’esterno.
(fig. 4)
La sua altezza è pari a 460 mm e tale valore lo ritroviamo per i controcunei e per l’anello. Esso è
rastremato (per permettere una buona superficie di appoggio quando la bandiera è inflessa)
verso il basso per un valore di 1,72 mm (come da documenti ANSALDO).
I controcunei sono stati modellati senza le alette inferiori che servono soltanto per
reggere la spinta assiale del cuneo rovescio quando lo stelo della vite funge da puntone (durante
lo smontaggio); questi hanno lo spessore di 48 mm nella parte superiore: il lato di fronte al
cuneo dritto ha una inclinazione di tre gradi (inferiore all’angolo di attrito per impedire il moto
retrogrado spontaneo), quello di fronte al cuneo rovescio un angolo di quindici gradi (superiore
all’angolo di attrito per permettere lo smontaggio).

10
I cunei hanno entrambi un foro passante per l’inserzione del tirante (raggio del foro pari
a 31 mm): la suddivisione in più volumi si è resa necessaria per riuscire ad ottenere la mesh
mappata (migliore) proprio per i componenti di maggior interesse di studio.
Per quanto riguarda l’anello, si è scelto di modellare solo la porzione relativa ai 7,5
gradi: per effetto di anomalie nel montaggio o nel funzionamento dei cunei se ne potrebbe
verificare una torsione nel piano attorno alla direzione circonferenziale, ma di questo se ne tiene
conto, dato il consistente spessore in senso radiale (440 mm), con un’idonea scelta dei vincoli.
5. MODELLO FEM
Stabilita la geometria (solid model), si sono effettuate le scelte relative al modello FEM.
Sono stati scelti gli elementi brick 8 nodi (SOLID45) per modellare tutti i volumi; il materiale è
acciaio AISI 316 LN per C-Clamp e controcunei, ASTM 453 Gr 660 per i cunei.
Per l’anello invece, essendo realizzato con nastro avvolto a spirale, è stato necessario simulare
l’ortotropia in senso radiale per tenere conto dell’isolante tra gli strati.
L’uso degli elementi gap si è rivelato cruciale poiché bisognava investigare il
comportamento della interfaccia tra bandiera e spessoramento: quindi sono stati generati
elementi target (TARGE170) sulla superficie della bandiera in battuta ed elementi contact
(CONTA173) sulla superficie inclinata dello spessoramento.
Inoltre sono stati generati elementi gap
sulle superfici a contatto tra i cunei e i due
controcunei che ha consentito di simularne lo
scorrimento; ulteriori elementi gap sono stati
posizionati tra il controcuneo lato anello e l’anello
medesimo in quanto anche questi sono materiali
diversi.
La forza di cerchiaggio radiale è stata
simulata ripartendone il valore globale (cioè la
quarantottesima parte del totale per i motivi di
simmetria ricordati sopra) sui nodi dell’anello.
(fig.5)
11
Per quanto riguarda invece le condizioni di vincolo , sono stati bloccati gli spostamenti
assiali (su una sola superficie) dei cunei, dei controcunei, dello spessoramento e dell’anello
(vedi fig. 5); inoltre i nodi della base della bandiera sono stati incastrati.
I casi studiati sono i seguenti:
- due posizioni intermedie del cuneo dritto non completamente penetrato a cui corrispondono, a
conti fatti, 44 e 82 MN come valori globali della forza radiale dell’anello;
- cuneo completamente penetrato con forza radiale esercitata dall’anello pari a 120 MN (fine
montaggio);
- cuneo completamente penetrato con forza radiale esercitata dall’anello pari a 190 MN (fine
raffreddamento dell’anello);
- tre posizioni della bandiera corrispondenti a tre valori della freccia (come si spiegherà meglio
in seguito) che si verificano a temperatura criogenica per effetto dell’allungamento della gamba
interna dell’elettromagnete toroidale con una forza totale di 370 MN esercitata dall’anello
passivo;
- simulazione delle forze d’attrito scambiate tra cunei, spessoramento e bandiera.
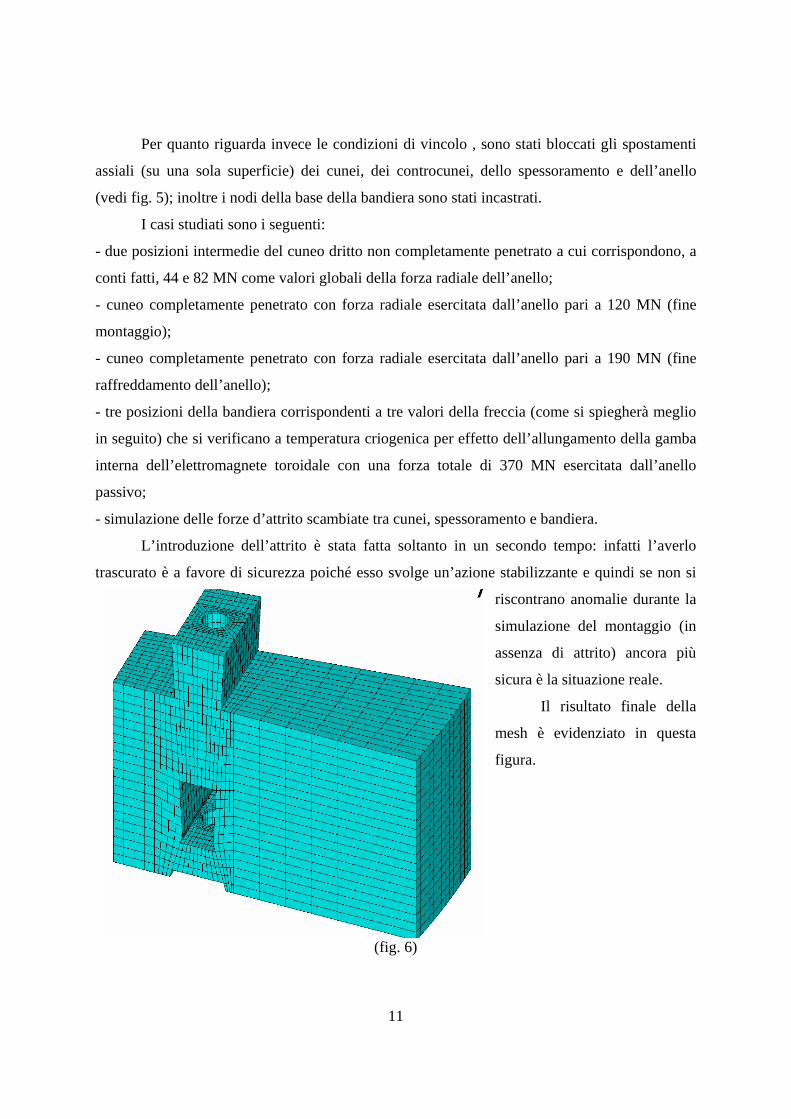
L’introduzione dell’attrito è stata fatta soltanto in un secondo tempo: infatti l’averlo
trascurato è a favore di sicurezza poiché esso svolge un’azione stabilizzante e quindi se non si
riscontrano anomalie durante la
simulazione del montaggio (in
assenza di attrito) ancora più
sicura è la situazione reale.
Il risultato finale della
mesh è evidenziato in questa
figura.
(fig. 6)
12
6. ANALISI DEI RISULTATI
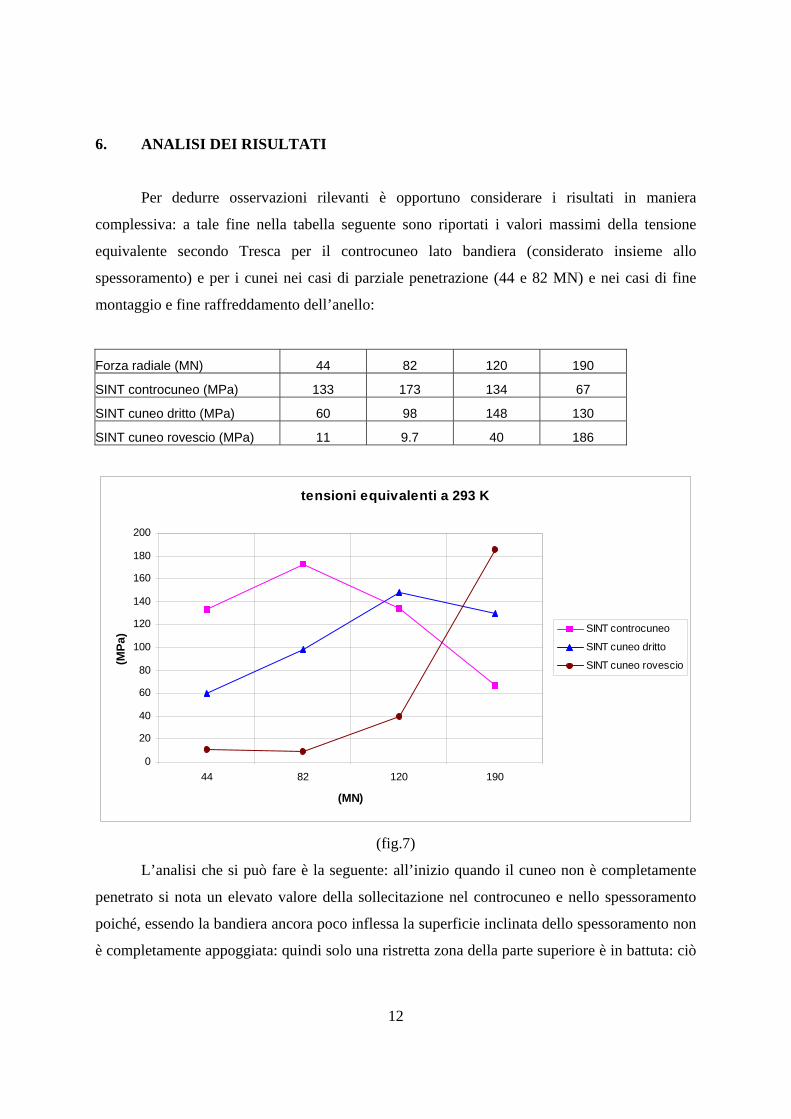
Per dedurre osservazioni rilevanti è opportuno considerare i risultati in maniera
complessiva: a tale fine nella tabella seguente sono riportati i valori massimi della tensione
equivalente secondo Tresca per il controcuneo lato bandiera (considerato insieme allo
spessoramento) e per i cunei nei casi di parziale penetrazione (44 e 82 MN) e nei casi di fine
montaggio e fine raffreddamento dell’anello:
Forza radiale (MN) 44 82 120 190
SINT controcuneo (MPa) 133 173 134 67
SINT cuneo dritto (MPa) 60 98 148 130
SINT cuneo rovescio (MPa) 11 9.7 40 186
tensioni equivalenti a 293 K
0
20
40
60
80
100
120
140
160
180
200
44 82 120 190
(MN)
(MPa
) SINT controcuneo
SINT cuneo dritto
SINT cuneo rovescio
(fig.7)
L’analisi che si può fare è la seguente: all’inizio quando il cuneo non è completamente
penetrato si nota un elevato valore della sollecitazione nel controcuneo e nello spessoramento
poiché, essendo la bandiera ancora poco inflessa la superficie inclinata dello spessoramento non
è completamente appoggiata: quindi solo una ristretta zona della parte superiore è in battuta: ciò
13
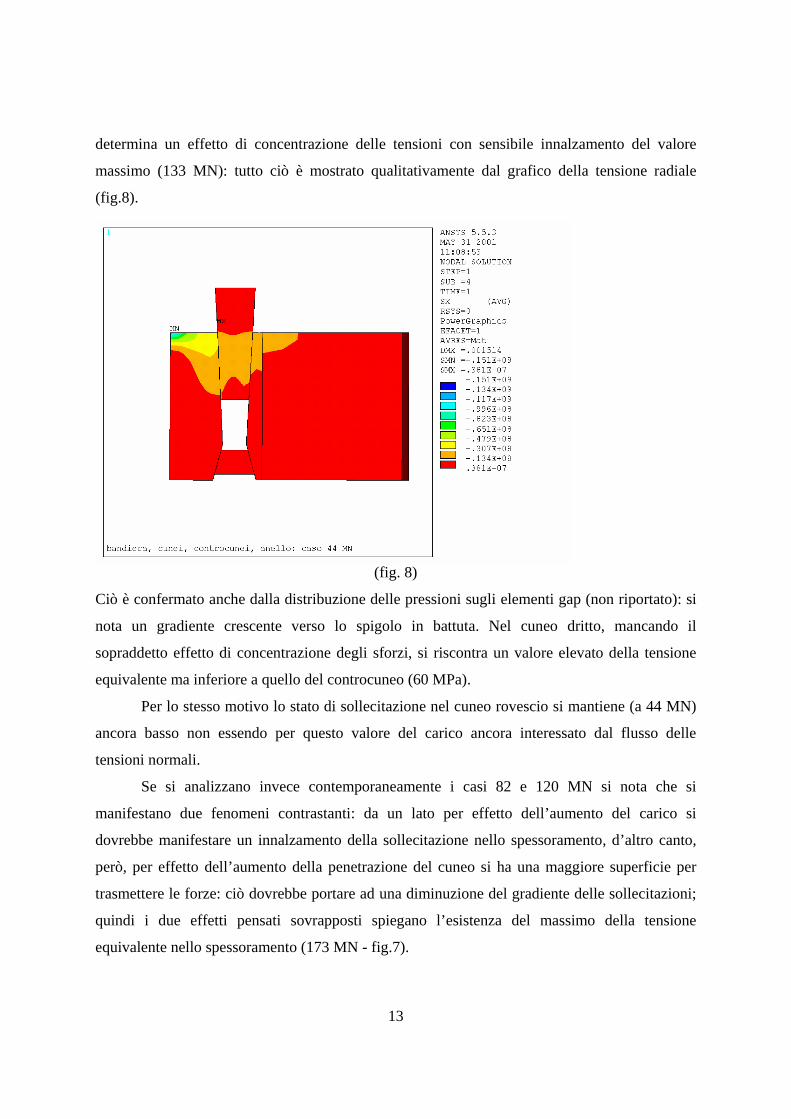
determina un effetto di concentrazione delle tensioni con sensibile innalzamento del valore
massimo (133 MN): tutto ciò è mostrato qualitativamente dal grafico della tensione radiale
(fig.8).
(fig. 8)
Ciò è confermato anche dalla distribuzione delle pressioni sugli elementi gap (non riportato): si
nota un gradiente crescente verso lo spigolo in battuta. Nel cuneo dritto, mancando il
sopraddetto effetto di concentrazione degli sforzi, si riscontra un valore elevato della tensione
equivalente ma inferiore a quello del controcuneo (60 MPa).
Per lo stesso motivo lo stato di sollecitazione nel cuneo rovescio si mantiene (a 44 MN)
ancora basso non essendo per questo valore del carico ancora interessato dal flusso delle
tensioni normali.
Se si analizzano invece contemporaneamente i casi 82 e 120 MN si nota che si
manifestano due fenomeni contrastanti: da un lato per effetto dell’aumento del carico si
dovrebbe manifestare un innalzamento della sollecitazione nello spessoramento, d’altro canto,
però, per effetto dell’aumento della penetrazione del cuneo si ha una maggiore superficie per
trasmettere le forze: ciò dovrebbe portare ad una diminuzione del gradiente delle sollecitazioni;
quindi i due effetti pensati sovrapposti spiegano l’esistenza del massimo della tensione
equivalente nello spessoramento (173 MN - fig.7).
14
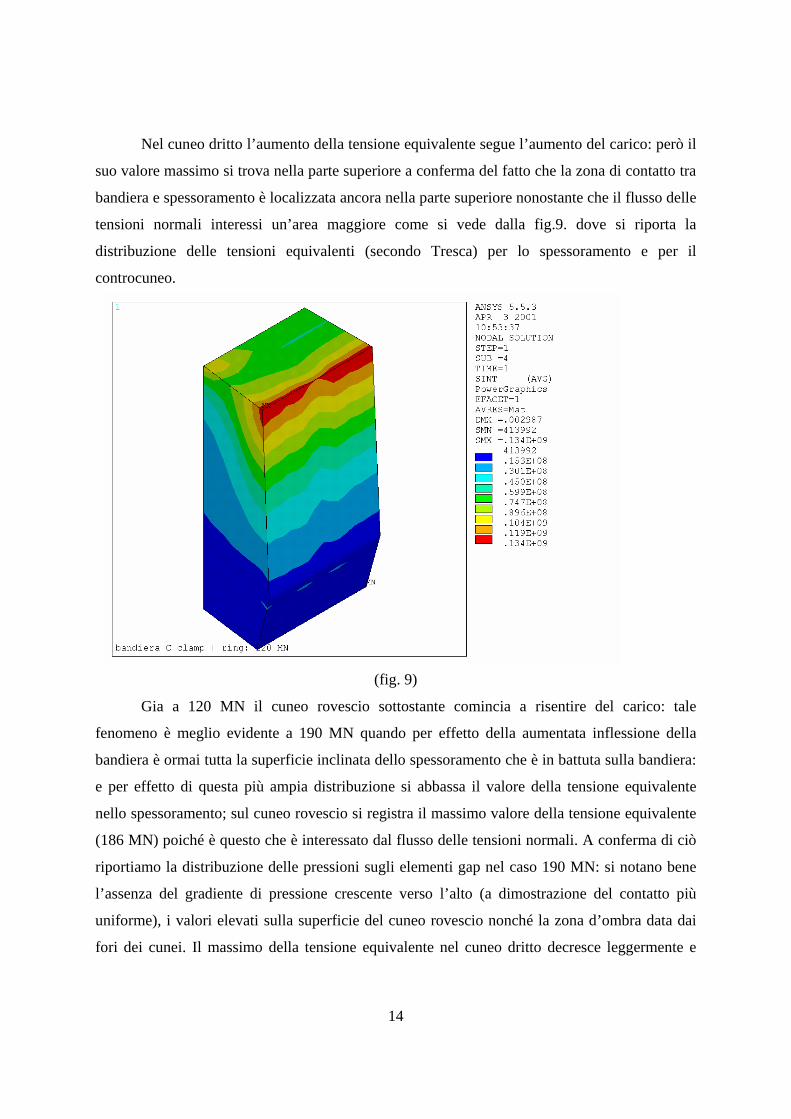
Nel cuneo dritto l’aumento della tensione equivalente segue l’aumento del carico: però il
suo valore massimo si trova nella parte superiore a conferma del fatto che la zona di contatto tra
bandiera e spessoramento è localizzata ancora nella parte superiore nonostante che il flusso delle
tensioni normali interessi un’area maggiore come si vede dalla fig.9. dove si riporta la
distribuzione delle tensioni equivalenti (secondo Tresca) per lo spessoramento e per il
controcuneo.
(fig. 9)
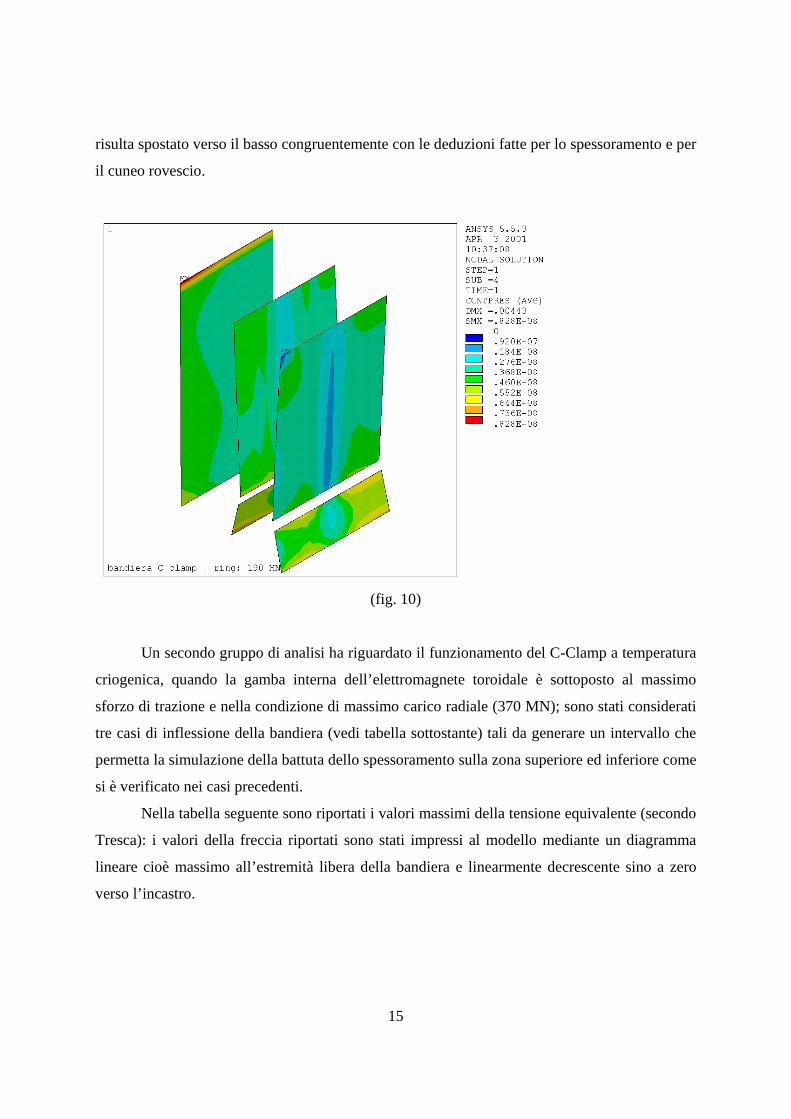
Gia a 120 MN il cuneo rovescio sottostante comincia a risentire del carico: tale
fenomeno è meglio evidente a 190 MN quando per effetto della aumentata inflessione della
bandiera è ormai tutta la superficie inclinata dello spessoramento che è in battuta sulla bandiera:
e per effetto di questa più ampia distribuzione si abbassa il valore della tensione equivalente
nello spessoramento; sul cuneo rovescio si registra il massimo valore della tensione equivalente
(186 MN) poiché è questo che è interessato dal flusso delle tensioni normali. A conferma di ciò
riportiamo la distribuzione delle pressioni sugli elementi gap nel caso 190 MN: si notano bene
l’assenza del gradiente di pressione crescente verso l’alto (a dimostrazione del contatto più
uniforme), i valori elevati sulla superficie del cuneo rovescio nonché la zona d’ombra data dai
fori dei cunei. Il massimo della tensione equivalente nel cuneo dritto decresce leggermente e
15
risulta spostato verso il basso congruentemente con le deduzioni fatte per lo spessoramento e per
il cuneo rovescio.
(fig. 10)
Un secondo gruppo di analisi ha riguardato il funzionamento del C-Clamp a temperatura
criogenica, quando la gamba interna dell’elettromagnete toroidale è sottoposto al massimo
sforzo di trazione e nella condizione di massimo carico radiale (370 MN); sono stati considerati
tre casi di inflessione della bandiera (vedi tabella sottostante) tali da generare un intervallo che
permetta la simulazione della battuta dello spessoramento sulla zona superiore ed inferiore come
si è verificato nei casi precedenti.
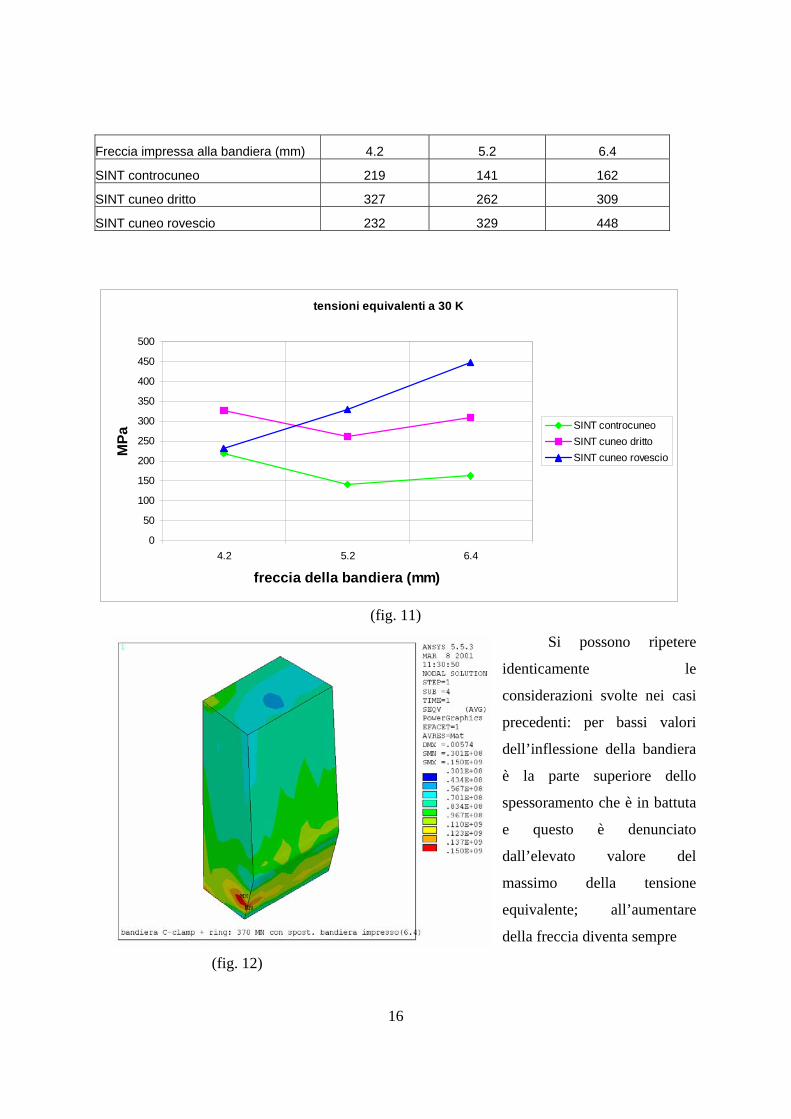
Nella tabella seguente sono riportati i valori massimi della tensione equivalente (secondo
Tresca): i valori della freccia riportati sono stati impressi al modello mediante un diagramma
lineare cioè massimo all’estremità libera della bandiera e linearmente decrescente sino a zero
verso l’incastro.
16
Freccia impressa alla bandiera (mm) 4.2 5.2 6.4
SINT controcuneo 219 141 162
SINT cuneo dritto 327 262 309
SINT cuneo rovescio 232 329 448
(fig. 11)
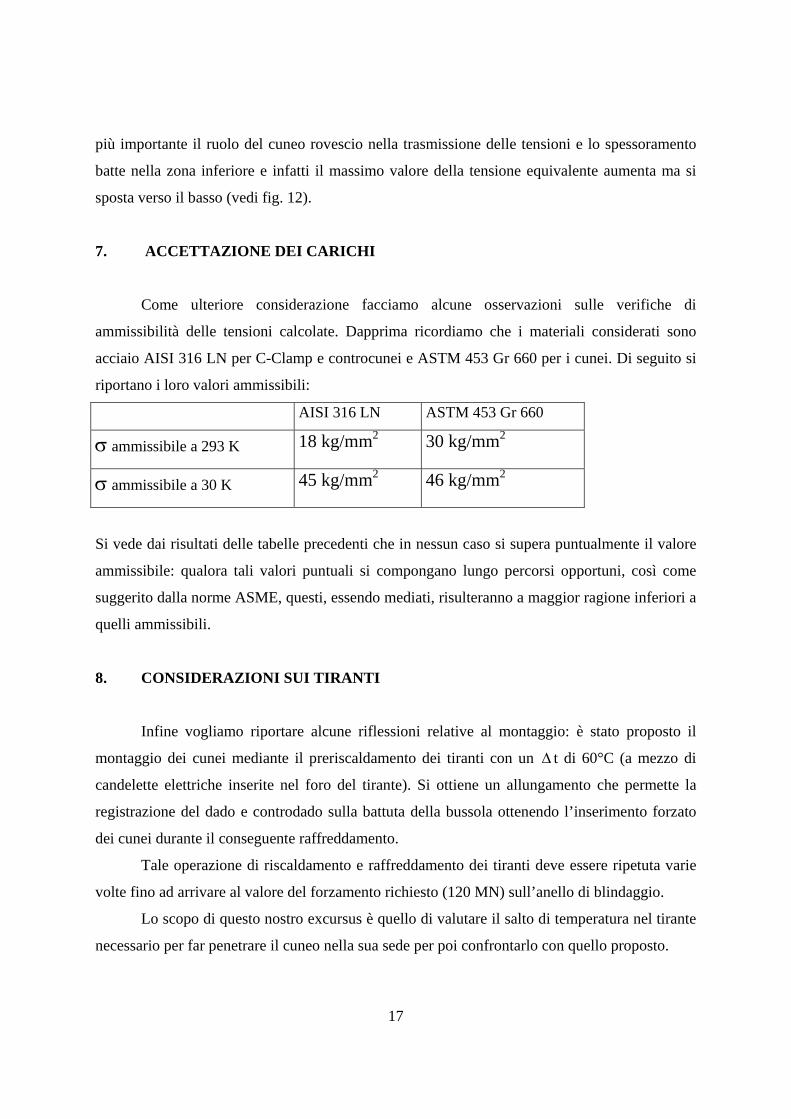
Si possono ripetere
identicamente le
considerazioni svolte nei casi
precedenti: per bassi valori
dell’inflessione della bandiera
è la parte superiore dello
spessoramento che è in battuta
e questo è denunciato
dall’elevato valore del
massimo della tensione
equivalente; all’aumentare
della freccia diventa sempre
(fig. 12)
tensioni equivalenti a 30 K
0
50
100
150
200
250
300
350
400
450
500
4.2 5.2 6.4
freccia della bandiera (mm)
MPa
SINT controcuneoSINT cuneo drittoSINT cuneo rovescio
17
più importante il ruolo del cuneo rovescio nella trasmissione delle tensioni e lo spessoramento
batte nella zona inferiore e infatti il massimo valore della tensione equivalente aumenta ma si
sposta verso il basso (vedi fig. 12).
7. ACCETTAZIONE DEI CARICHI
Come ulteriore considerazione facciamo alcune osservazioni sulle verifiche di
ammissibilità delle tensioni calcolate. Dapprima ricordiamo che i materiali considerati sono
acciaio AISI 316 LN per C-Clamp e controcunei e ASTM 453 Gr 660 per i cunei. Di seguito si
riportano i loro valori ammissibili:
AISI 316 LN ASTM 453 Gr 660
σ ammissibile a 293 K 18 kg/mm2 30 kg/mm2
σ ammissibile a 30 K 45 kg/mm2 46 kg/mm2
Si vede dai risultati delle tabelle precedenti che in nessun caso si supera puntualmente il valore
ammissibile: qualora tali valori puntuali si compongano lungo percorsi opportuni, così come
suggerito dalla norme ASME, questi, essendo mediati, risulteranno a maggior ragione inferiori a
quelli ammissibili.
8. CONSIDERAZIONI SUI TIRANTI
Infine vogliamo riportare alcune riflessioni relative al montaggio: è stato proposto il
montaggio dei cunei mediante il preriscaldamento dei tiranti con un Δ t di 60°C (a mezzo di
candelette elettriche inserite nel foro del tirante). Si ottiene un allungamento che permette la
registrazione del dado e controdado sulla battuta della bussola ottenendo l’inserimento forzato
dei cunei durante il conseguente raffreddamento.
Tale operazione di riscaldamento e raffreddamento dei tiranti deve essere ripetuta varie
volte fino ad arrivare al valore del forzamento richiesto (120 MN) sull’anello di blindaggio.
Lo scopo di questo nostro excursus è quello di valutare il salto di temperatura nel tirante
necessario per far penetrare il cuneo nella sua sede per poi confrontarlo con quello proposto.

18
Frad
FlonFn F1 Fatt
Dalla relazione LLEAF Δ=
0
si vede il termine EA / L0 è una rigidezza che nel caso
della bussola vale:
( )mNKb
622
11 101670395,0
032,0045,0101,2 ⋅≅−
⋅⋅⋅= π
e nel caso del tirante vale:
( )mNKt
62
11 10680733,0
0275,0101,2 ⋅≅⋅⋅⋅= π
Dalla figura del cuneo con ovvio simbolismo
abbiamo:
MNFrad 5,248
120==
( ) MNF
F radn 503.2
3cos≅
°=
NfFF natt56 10503.21,010503.2 ⋅=⋅⋅=⋅=
( ) NFF att5
1 105,23cos ⋅=°⋅=
( ) MNtgFF radlon 13,03 =°⋅=
Con queste posizioni la forza totale che deve vincere il tirante risulta pari a:
MNFFF lontot 76,022 1 =⋅+⋅=
Sotto l’azione di questa forza il tirante subisce un allungamento dato da:
mmKFL
t
tott 118,1
106801076,0
6
6
=⋅⋅
==Δ
e la bussola subisce un accorciamento (in valore assoluto) dato da:

19
mmKF
Lb
totb 455,0
1016701076,0
6
6
=⋅⋅
==Δ
Il riscaldamento del tirante deve garantire la somma di tali allungamenti per cui:
KL
LLT
t
bt 20273310062.1
455,0118.15 =⋅⋅
+=
Δ+Δ=Δ −α
Quindi alla luce di questi risultati non sembrerebbe possibile il montaggio del cuneo mediante
riscaldamenti e raffreddamenti alternati essendo troppo elevato (ai fini del mantenimento del
voluto grado di durezza e tenacità del materiale) il salto termico necessario per garantire il
valore indispensabile della forza.
20
11 SIMULAZIONE DELL’ATTRITO
Un altro gruppo di simulazioni ha riguardato l’indagine delle problematiche relative
all’attrito. Era nostra necessità eliminare i vincoli troppo restrittivi cui erano soggetti gli schemi
precedenti per ottenere una modellazione che meglio approssimasse quella reale; lo scopo è
quello di valutare lo stato di deformazione nonché gli spostamenti assoluti per individuare
eventuali anomalie (spostamenti assiali dei cunei e dello spessoramento, inflessione fuori piano
dell’anello) che potrebbero compromettere il forzamento.
Resta il fatto che ai fini della valutazione dello stato globale di coazione, l’analisi esposta
nei paragrafi precedenti è da considerarsi a buon diritto conservativa in quanto l’attrito svolge
una funzione stabilizzante e quindi, in prima istanza, è stato cautelativo averlo trascurato nelle
simulazioni antecedenti precedenti.
Sono stati dunque rimossi i vincoli che impedivano gli spostamenti assiali del cuneo
dritto, del cuneo rovescio, dei controcunei, dello spessoramento e dell’anello.
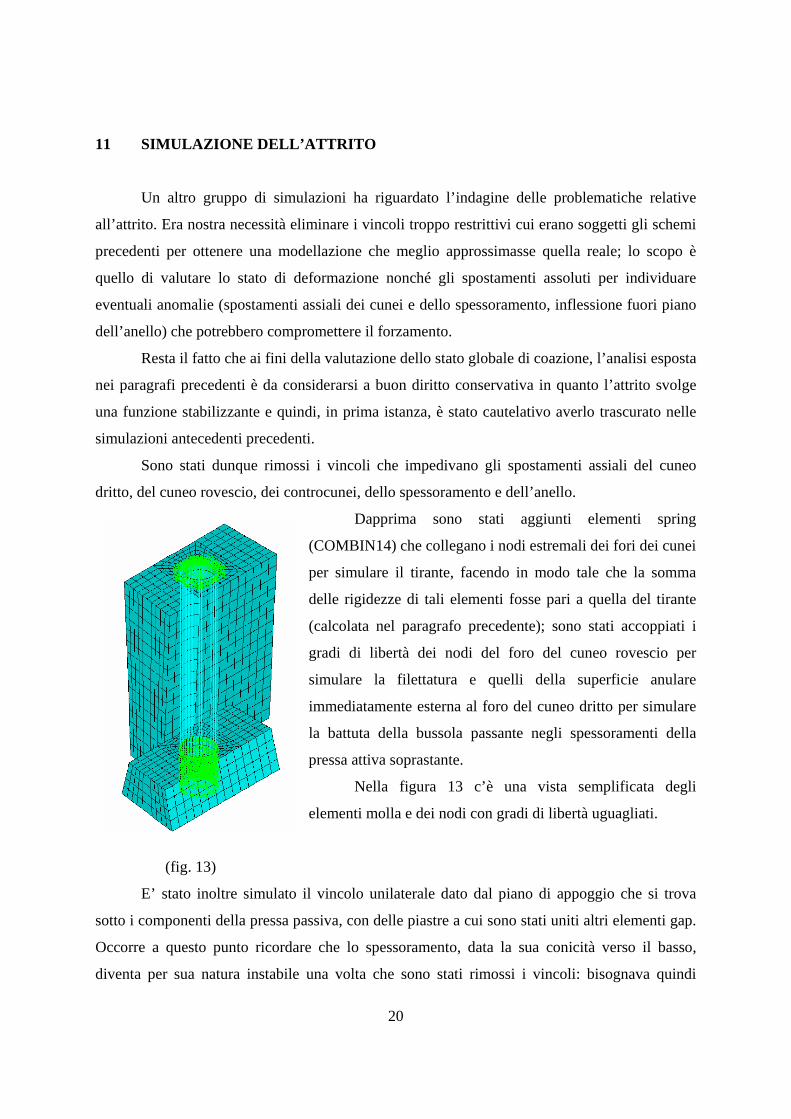
Dapprima sono stati aggiunti elementi spring
(COMBIN14) che collegano i nodi estremali dei fori dei cunei
per simulare il tirante, facendo in modo tale che la somma
delle rigidezze di tali elementi fosse pari a quella del tirante
(calcolata nel paragrafo precedente); sono stati accoppiati i
gradi di libertà dei nodi del foro del cuneo rovescio per
simulare la filettatura e quelli della superficie anulare
immediatamente esterna al foro del cuneo dritto per simulare
la battuta della bussola passante negli spessoramenti della
pressa attiva soprastante.
Nella figura 13 c’è una vista semplificata degli
elementi molla e dei nodi con gradi di libertà uguagliati.
(fig. 13)
E’ stato inoltre simulato il vincolo unilaterale dato dal piano di appoggio che si trova
sotto i componenti della pressa passiva, con delle piastre a cui sono stati uniti altri elementi gap.
Occorre a questo punto ricordare che lo spessoramento, data la sua conicità verso il basso,
diventa per sua natura instabile una volta che sono stati rimossi i vincoli: bisognava quindi
21
Fr Fr
FnFas
a
evitare la labilità senza introdurre condizioni aggiuntive sugli spostamenti: ciò è stato ottenuto
mediante l’inserzione di due elementi spring (COMBIN14) attaccati alla bandiera e che
resistono in senso radiale sulla parte inferiore dello spessoramento: la loro rigidezza è stata
scelta in modo tale che, a conti fatti, la somma delle reazioni radiali risulta circa la trecentesima
parte della forza totale di cerchiaggio, ciò che non altera in maniera sensibile il risultato globale.
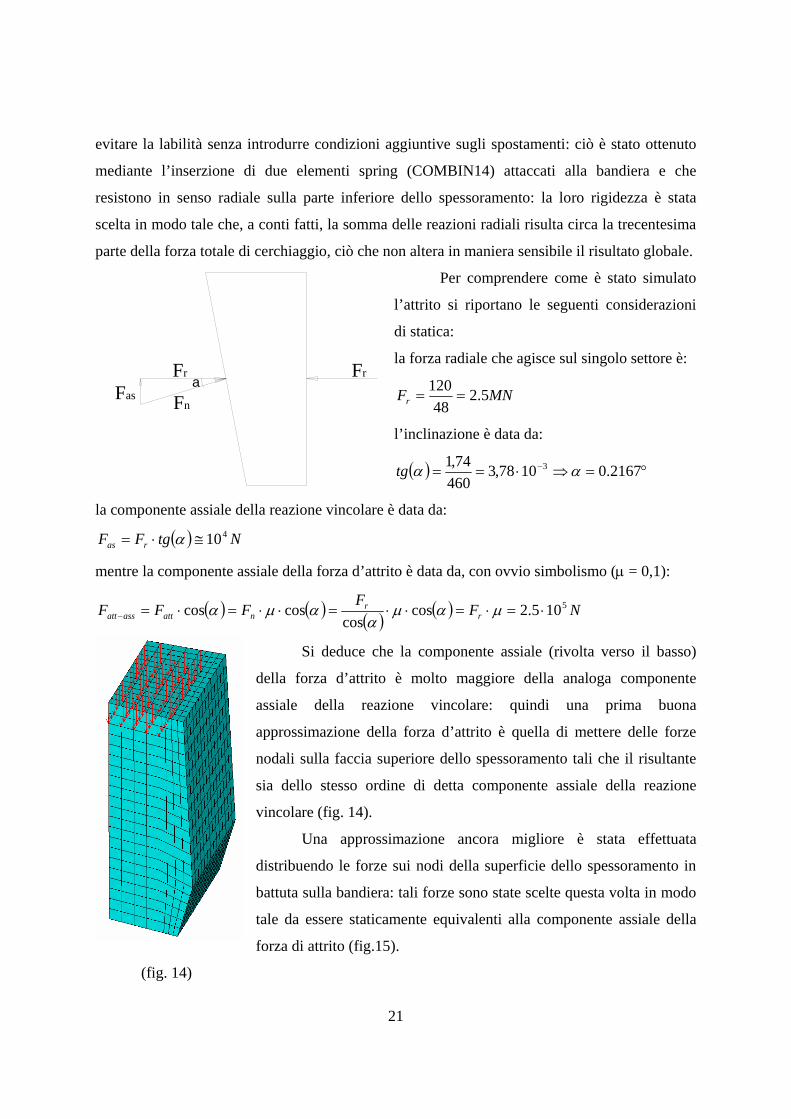
Per comprendere come è stato simulato
l’attrito si riportano le seguenti considerazioni
di statica:
la forza radiale che agisce sul singolo settore è:
MNFr 5.248
120==
l’inclinazione è data da:
( ) °=⇒⋅== − 2167.01078,3460
74,1 3 ααtg
la componente assiale della reazione vincolare è data da:
( ) NtgFF ras410≅⋅= α
mentre la componente assiale della forza d’attrito è data da, con ovvio simbolismo (μ = 0,1):
( ) ( ) ( ) ( ) NFF
FFF rr
nattassatt5105.2cos
coscoscos ⋅=⋅=⋅⋅=⋅⋅=⋅=− μαμ
ααμα
Si deduce che la componente assiale (rivolta verso il basso)
della forza d’attrito è molto maggiore della analoga componente
assiale della reazione vincolare: quindi una prima buona
approssimazione della forza d’attrito è quella di mettere delle forze
nodali sulla faccia superiore dello spessoramento tali che il risultante
sia dello stesso ordine di detta componente assiale della reazione
vincolare (fig. 14).
Una approssimazione ancora migliore è stata effettuata
distribuendo le forze sui nodi della superficie dello spessoramento in
battuta sulla bandiera: tali forze sono state scelte questa volta in modo
tale da essere staticamente equivalenti alla componente assiale della
forza di attrito (fig.15).
(fig. 14)
22
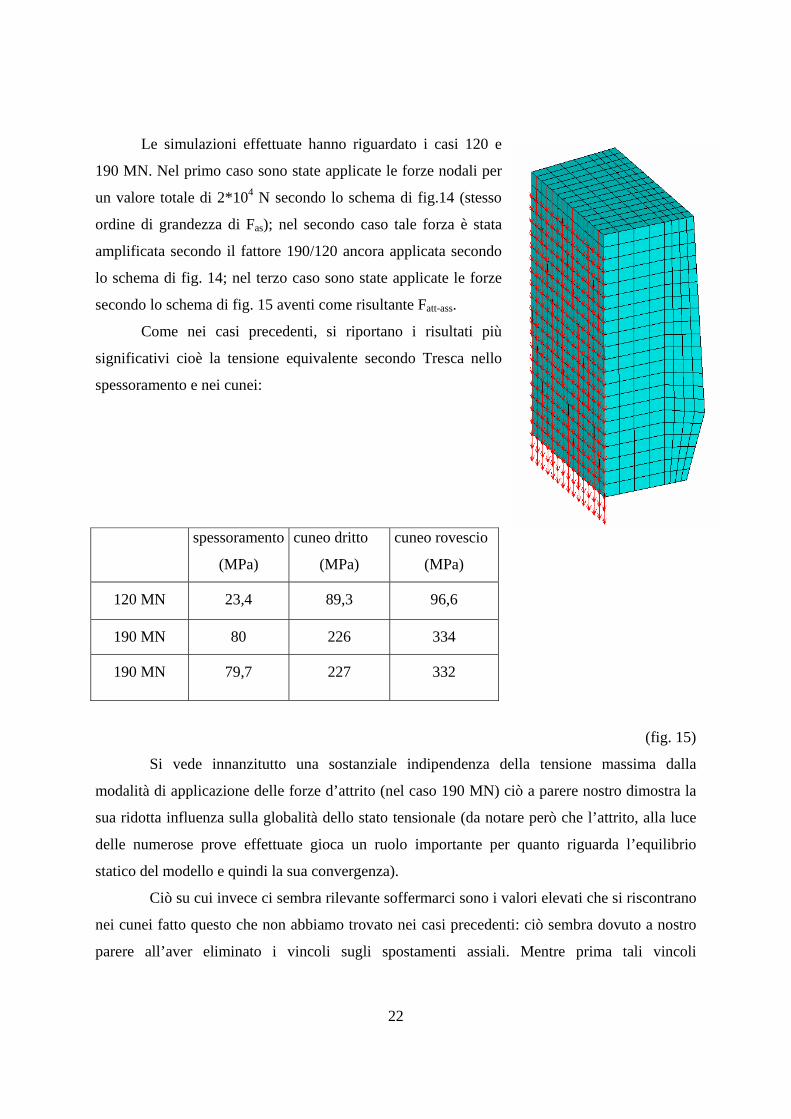
Le simulazioni effettuate hanno riguardato i casi 120 e
190 MN. Nel primo caso sono state applicate le forze nodali per
un valore totale di 2*104 N secondo lo schema di fig.14 (stesso
ordine di grandezza di Fas); nel secondo caso tale forza è stata
amplificata secondo il fattore 190/120 ancora applicata secondo
lo schema di fig. 14; nel terzo caso sono state applicate le forze
secondo lo schema di fig. 15 aventi come risultante Fatt-ass.
Come nei casi precedenti, si riportano i risultati più
significativi cioè la tensione equivalente secondo Tresca nello
spessoramento e nei cunei:
spessoramento
(MPa)
cuneo dritto
(MPa)
cuneo rovescio
(MPa)
120 MN 23,4 89,3 96,6
190 MN 80 226 334
190 MN 79,7 227 332
(fig. 15)
Si vede innanzitutto una sostanziale indipendenza della tensione massima dalla
modalità di applicazione delle forze d’attrito (nel caso 190 MN) ciò a parere nostro dimostra la
sua ridotta influenza sulla globalità dello stato tensionale (da notare però che l’attrito, alla luce
delle numerose prove effettuate gioca un ruolo importante per quanto riguarda l’equilibrio
statico del modello e quindi la sua convergenza).
Ciò su cui invece ci sembra rilevante soffermarci sono i valori elevati che si riscontrano
nei cunei fatto questo che non abbiamo trovato nei casi precedenti: ciò sembra dovuto a nostro
parere all’aver eliminato i vincoli sugli spostamenti assiali. Mentre prima tali vincoli
23
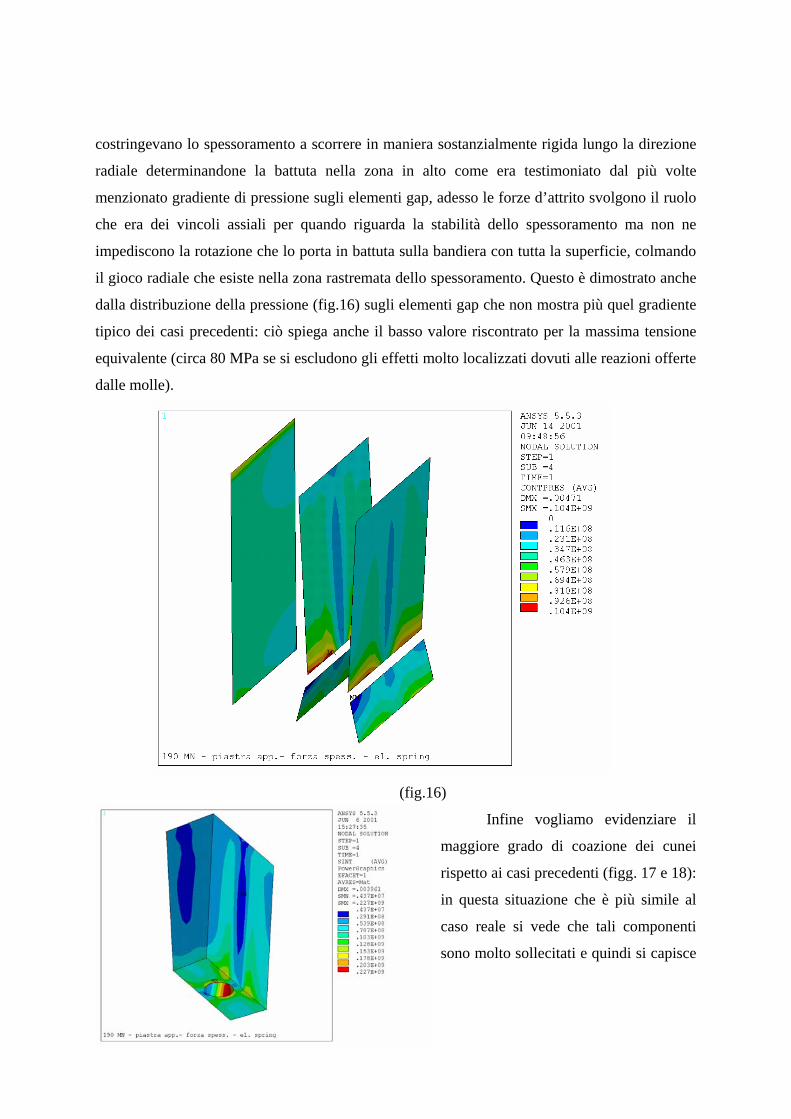
costringevano lo spessoramento a scorrere in maniera sostanzialmente rigida lungo la direzione
radiale determinandone la battuta nella zona in alto come era testimoniato dal più volte
menzionato gradiente di pressione sugli elementi gap, adesso le forze d’attrito svolgono il ruolo
che era dei vincoli assiali per quando riguarda la stabilità dello spessoramento ma non ne
impediscono la rotazione che lo porta in battuta sulla bandiera con tutta la superficie, colmando
il gioco radiale che esiste nella zona rastremata dello spessoramento. Questo è dimostrato anche
dalla distribuzione della pressione (fig.16) sugli elementi gap che non mostra più quel gradiente
tipico dei casi precedenti: ciò spiega anche il basso valore riscontrato per la massima tensione
equivalente (circa 80 MPa se si escludono gli effetti molto localizzati dovuti alle reazioni offerte
dalle molle).
(fig.16)
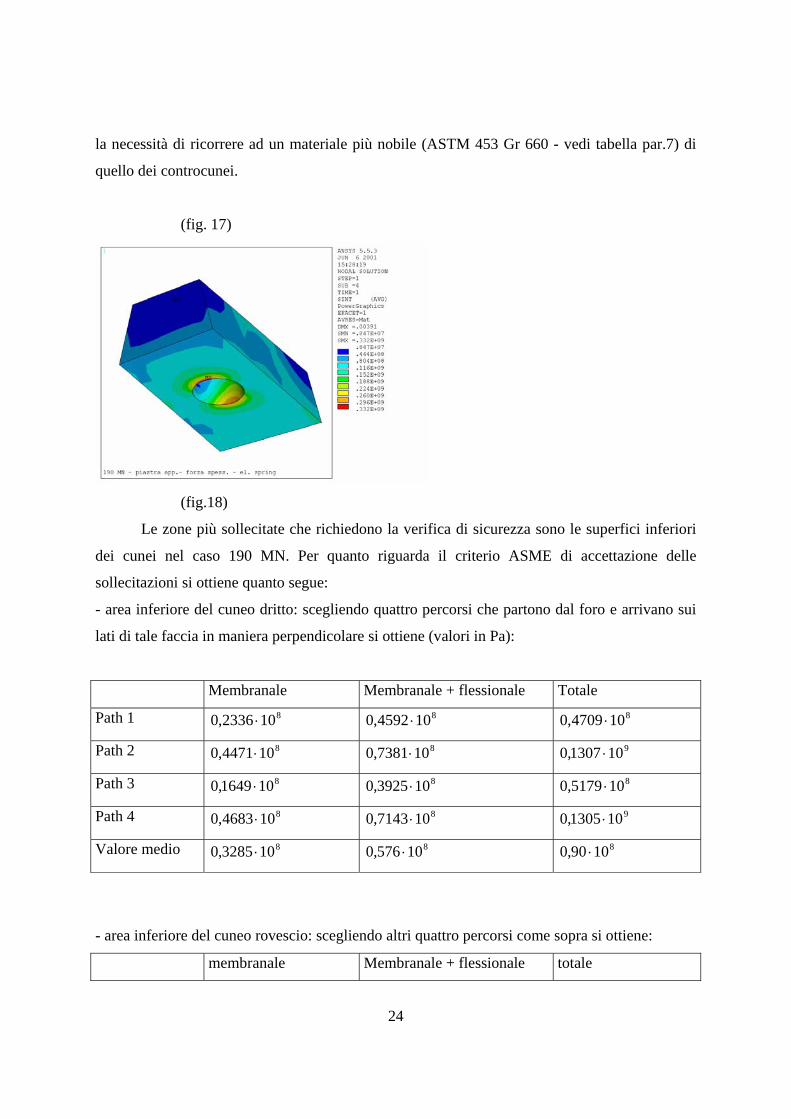
Infine vogliamo evidenziare il
maggiore grado di coazione dei cunei
rispetto ai casi precedenti (figg. 17 e 18):
in questa situazione che è più simile al
caso reale si vede che tali componenti
sono molto sollecitati e quindi si capisce
24
la necessità di ricorrere ad un materiale più nobile (ASTM 453 Gr 660 - vedi tabella par.7) di
quello dei controcunei.
(fig. 17)
(fig.18)
Le zone più sollecitate che richiedono la verifica di sicurezza sono le superfici inferiori
dei cunei nel caso 190 MN. Per quanto riguarda il criterio ASME di accettazione delle
sollecitazioni si ottiene quanto segue:
- area inferiore del cuneo dritto: scegliendo quattro percorsi che partono dal foro e arrivano sui
lati di tale faccia in maniera perpendicolare si ottiene (valori in Pa):
Membranale Membranale + flessionale Totale
Path 1 8102336,0 ⋅ 8104592,0 ⋅ 8104709,0 ⋅
Path 2 8104471,0 ⋅ 8107381,0 ⋅ 9101307,0 ⋅
Path 3 8101649,0 ⋅ 8103925,0 ⋅ 8105179,0 ⋅
Path 4 8104683,0 ⋅ 8107143,0 ⋅ 9101305,0 ⋅
Valore medio 8103285,0 ⋅ 810576,0 ⋅ 81090,0 ⋅
- area inferiore del cuneo rovescio: scegliendo altri quattro percorsi come sopra si ottiene:
membranale Membranale + flessionale totale
25
Path 5 9101098,0 ⋅ 9101233,0 ⋅ 9101331,0 ⋅
Path 6 9101189,0 ⋅ 9101990,0 ⋅ 9103321,0 ⋅
Path 7 9101038,0 ⋅ 9101110,0 ⋅ 9101219,0 ⋅
Path 8 9101157,0 ⋅ 9101742,0 ⋅ 9103005,0 ⋅
Valore medio 910112,0 ⋅ 910152,0 ⋅ 910222,0 ⋅
Tali valori delle tensioni calcolate vanno confrontati con quelli ammissibili:
cuneo dritto cuneo rovescio
Tensioni (MPa) Tensione calcolata
Tensione ammissibile
Tensione calcolata
Tensione ammissibile
General primary membrane 32 300 112 300
Local primary membrane 227 450 332 450
General primary membrane + bending 57 450 152 450
Total primary + secondary 90 900 222 900
Le tensioni calcolate sono di gran lunga inferiori ai valori ammissibili. Si nota la
apprezzabile differenza tra il valore puntuale delle tensioni equivalenti massime e quello
calcolato secondo il criterio di accettazione ASME: ciò testimonia l’elevato gradiente di
tensione indotto dalla presenza del foro nei cunei e quindi giustifica la scelta del materiale più
nobile per la loro realizzazione.
Una ulteriore simulazione ha
riguardato un più realistico sistema
di applicazione del carico: anziché
applicare le forze in direzione
radiale si è simulato il vero
cerchiaggio dell’anello mediante
distribuzione delle forze nodali in
direzione circonferenziale (fig.19)
facendo in modo tale che la
26
componente radiale del risultante avesse lo stesso valore dei casi
(fig.19)
precedenti (con le stesse forze d’attrito lungo l’interfaccia tra spessoramento e bandiera).
I risultati sono praticamente identici al caso precedente (e non vengono riportati qui) e
confermano che quando la bandiera è inflessa si ottiene una abbastanza uniforme distribuzione
delle tensioni nello spessoramento e sono invece i cunei ad essere interessati da elevati
concentrazioni di tensione che tuttavia rientrano nei limiti di accettazione.
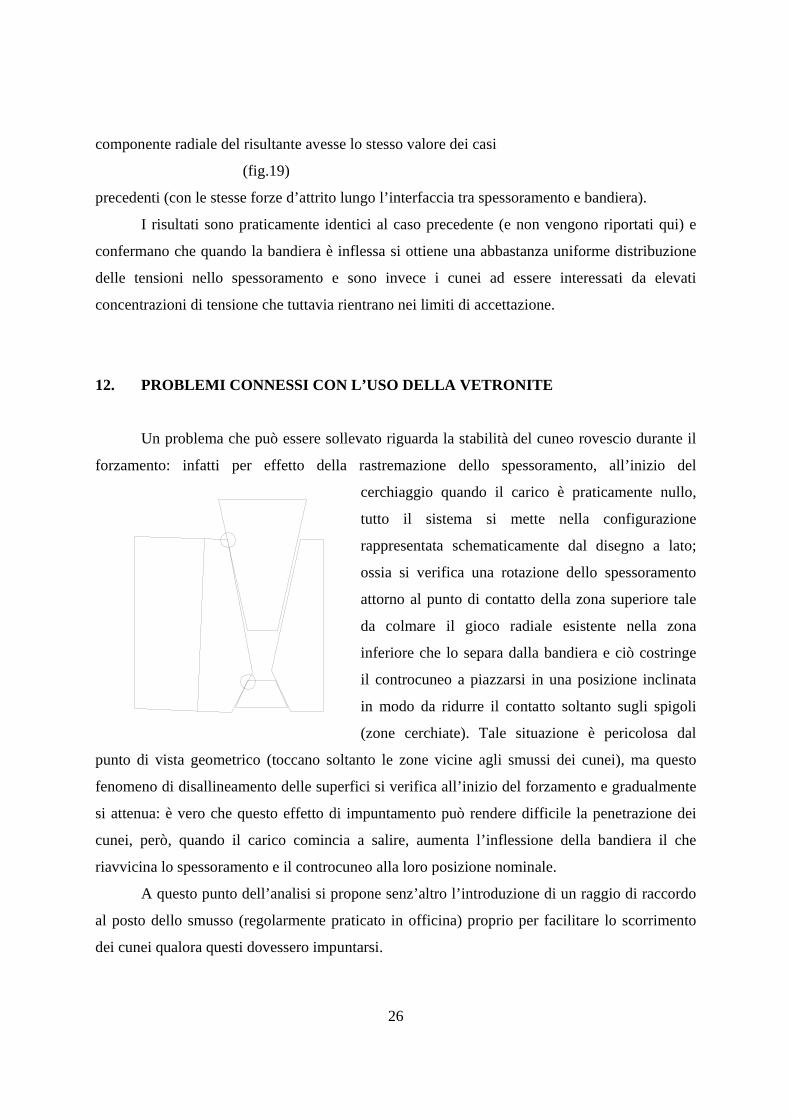
12. PROBLEMI CONNESSI CON L’USO DELLA VETRONITE
Un problema che può essere sollevato riguarda la stabilità del cuneo rovescio durante il
forzamento: infatti per effetto della rastremazione dello spessoramento, all’inizio del
cerchiaggio quando il carico è praticamente nullo,
tutto il sistema si mette nella configurazione
rappresentata schematicamente dal disegno a lato;
ossia si verifica una rotazione dello spessoramento
attorno al punto di contatto della zona superiore tale
da colmare il gioco radiale esistente nella zona
inferiore che lo separa dalla bandiera e ciò costringe
il controcuneo a piazzarsi in una posizione inclinata
in modo da ridurre il contatto soltanto sugli spigoli
(zone cerchiate). Tale situazione è pericolosa dal
punto di vista geometrico (toccano soltanto le zone vicine agli smussi dei cunei), ma questo
fenomeno di disallineamento delle superfici si verifica all’inizio del forzamento e gradualmente
si attenua: è vero che questo effetto di impuntamento può rendere difficile la penetrazione dei
cunei, però, quando il carico comincia a salire, aumenta l’inflessione della bandiera il che
riavvicina lo spessoramento e il controcuneo alla loro posizione nominale.
A questo punto dell’analisi si propone senz’altro l’introduzione di un raggio di raccordo
al posto dello smusso (regolarmente praticato in officina) proprio per facilitare lo scorrimento
dei cunei qualora questi dovessero impuntarsi.
27
Per superare questo problema dato dalla geometria scelta che risulta idonea per lo
spessoramento quando la bandiera è completamente inflessa, e che potrebbe invece determinare
l’instabilità dei cunei durante il montaggio, vogliamo valutare la fattibilità dell’inserimento di
uno strato di vetronite di fronte allo spessoramento in modo tale che la sua maggiore
deformabilità permetta di seguire meglio l’inflessione della bandiera sia durante il montaggio
che nella configurazione finale senza pregiudicare la trasmissione delle tensioni normali
sull’interfaccia.
Sono state eseguite allora due simulazioni con l’interposizione dello strato di vetronite e
con forza di cerchiaggio rispettivamente pari a 120 e 190 MN. In quest’ultimo caso le tensioni
equivalenti dei cunei mostrano lo stesso andamento dei casi precedenti con i valori massimi
praticamente invariati nel valore e nella posizione; anche lo spessoramento ha la distribuzione
delle tensioni che non è cambiata in maniera significativa. Tutto ciò dimostra che la vetronite
sicuramente non è necessaria quando il carico ha raggiunto il valore massimo perché le tensioni
si sono uniformemente distribuite (nello spessoramento il valore medio è basso e nei cunei i
valori elevati sono solo attorno ai fori) e la buona condizione di accoppiamento tra la superficie
dello spessoramento e quella della bandiera garantisce la trasmissione delle tensioni.
Resta da valutare l’eventuale effetto benefico della vetronite qualora lo spessoramento
venga costruito dritto senza la rastremazione in modo tale da eliminare l’instabilità iniziale. E’
stata simulata anche tale nuova geometria ma il codice non riesce a far convergere tale modello.
Dall’analisi però della deformata per così dire intermedia (non riportata qui) si deduce che con
questa scelta geometrica si elimina l’instabilità iniziale dello spessoramento ma si induce una
inflessione nell’anello avente come asse vettore la direzione circonferenziale dovuta al fatto che
la superficie interna dell’anello è costretta a rimanere sostanzialmente parallela alla superficie di
battuta della bandiera: ciò determina spinte assiali dell’anello durante il funzionamento che
potrebbero non essere equilibrate dai sistemi di blindaggio soprastanti (travi radiali).
28
13 CONCLUSIONI
Alla luce dei risultati ottenuti si può affermare che per i componenti del sistema di pressa
passiva con le scelte geometriche effettuate e con le ipotesi semplificative assunte nel modello si
ottengono stati di sollecitazione inferiori ai valori ammissibili.
A nostro parere è valida la scelta della forma rastremata per lo spessoramento perché
garantisce buona complanarità con la superficie della bandiera (per il massimo valore del carico)
determinando una uniforme distribuzione delle tensioni normali.
Per risolvere il problema dell’instabilità iniziale dello spessoramento si consiglia la
sostituzione degli smussi con raggi di raccordo di pari entità (sia nei cunei che nei controcunei);
l’uso di uno strato di vetronite lascia praticamente invariato lo stato tensionale sia nei cunei che
nello spessoramento.
Non è praticabile a nostro parere la forma dritta per lo spessoramento in quanto può
portare ad instabilità l’anello sotto carico.
I cunei risultano gli elementi più sollecitati soprattutto per la presenza dei fori dove si
riscontrano i valori più elevati per le tensioni equivalenti: nonostante ciò sia i valori puntuali sia
quelli mediati (quotaparte membranale e flessionale) risultano inferiori a quelli ammissibili
secondo il criterio di accettazione ASME. Tali elevati valori attorno ai fori dei cunei giustificano
il ricorso ad un materiale più nobile per questi componenti.
CSBC







