

Romano Lapasin
DICAMP DICAMP -- UniversitUniversitàà di Triestedi Trieste
Reometria:principi di funzionamento, geometrie
e tipi di flusso

Classificazione dei reometri (flussi a taglio)
Secondo la “distribuzione” della cinematica:
FLUSSO VISCOMETRICO UNIFORME La shear rate è uniforme in tutto il campo di moto Ideale per liquidi non-Newtoniani
FLUSSO VISCOMETRICO La shear rate è costante lungo una traiettoria, ma cambia da
una traiettoria all’altra La viscosità non-Newtoniana può (spesso) essere ancora
misurata, ma a costo di una manipolazione dei dati sperimentali
FLUSSO NON VISCOMETRICO La shear rate varia anche lungo una traiettoria
Altre componenti di flusso sono presenti (es. elongazione) Si possono estrarre solo informazioni semi-quantitative

Secondo il tipo di moto:
REOMETRI ROTAZIONALI
Flusso rotazionale – Traiettorie chiuse
– Effetti inerziali (forze centrifughe)
– Effetti di bordo
– Limitati a shear rate relativamente basse
+ Si possono raggiungere condizioni stazionarie
+ Esperimenti in transitorio in condizioni ben controllate
+ Richiedono generalmente piccole quantità di materiale
Classificazione dei reometri (flussi a taglio)

Secondo il tipo di moto:
REOMETRI NON ROTAZIONALI
Flusso rettilineo - Traiettorie aperte
+ Assenza di forze centrifughe, maggiori shear rates
+ Sistema chiuso: effetti di bordo minori (o controllabili)
– La durata della prova è limitata
– Assenza di condizioni stazionarie
– I transitori non sono controllati
– Richiedono spesso grandi quantità di materiale
Classificazione dei reometri (flussi a taglio)

Classificazione dei reometri
Secondo il tipo di moto:
Il moto avviene per scorrimento (drag) relativo di due superfici
Tipico dei reometri rotazionali
piani paralleli
cilindri coassiali
cono/piatto
piatti paralleli
x
y zθ
z
r
θr
φ
θr
z
drag flow

Classificazione dei reometri
Secondo il tipo di moto:
Il moto avviene per differenza di pressione tra ingresso e uscita
Tipico dei reometri non rotazionali
flusso capillare(Poiseuille flow)
θθθθ
z
r
θθθθ
x
r
Pressure drivenflow
flusso assialeanulare
flusso in fessura(slit flow)
x
y
z

Reometri rotazionali
Reometro a stress controllatoSi impone la coppia, si misura la velocitàangolare
Viene applicata (o misurata) una coppia M,riconducibile allo sforzo di taglio
Viene misurata (o applicata) una velocitàangolare ΩΩΩΩ, riconducibile al gradiente divelocità
Si perviene ad una espressione per la viscosità
Reometro a deformazione controllataSi impone la velocità angolare, si misura la coppia

Reometri rotazionali
Misura della viscosità: geometria a cilindri coassiali (Couette)
Seminario di Reologia, Università di Padova, 2008
hRo
Ri
oooooRhRhRRM
o
σππσ2
2 == ••
oi RiiRMhRM == σπ
22
hR
M22π
σ = profilo iperbolico di σ σ σ σ (decrescente con R)
Momento torcente = sforzo x braccio x area
io RR −=δ
costanteγ =Ω
=−
Ω=
δi
io
i R
RR
R&narrow gap δδδδ
Ω==
hR
M
ii
i
32π
δ
γ
ση
&
ΩΩΩΩ
R
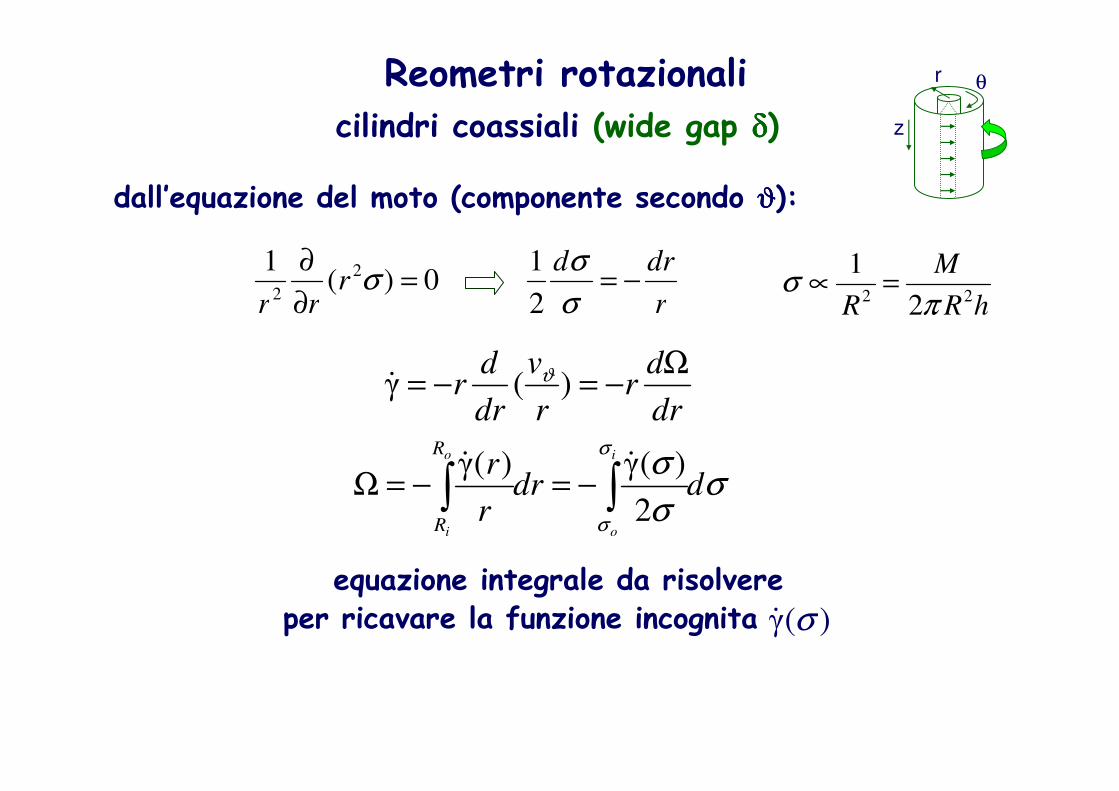
Reometri rotazionalicilindri coassiali (wide gap δδδδ)
dr
dr
r
v
dr
dr
Ω−=−= )(γ ϑ
&
dall’equazione del moto (componente secondo ϑϑϑϑ):
0)(1 2
2=
∂
∂σr
rr
θ
z
r
r
drd−=
σ
σ
2
1
σσ
σσ
σ
ddrr
r i
o
o
i
R
R
∫∫ −=−=Ω2
)(γ)(γ &&
equazione integrale da risolvere per ricavare la funzione incognita )(γ σ&
hR
M
R22 2
1
πσ =∝
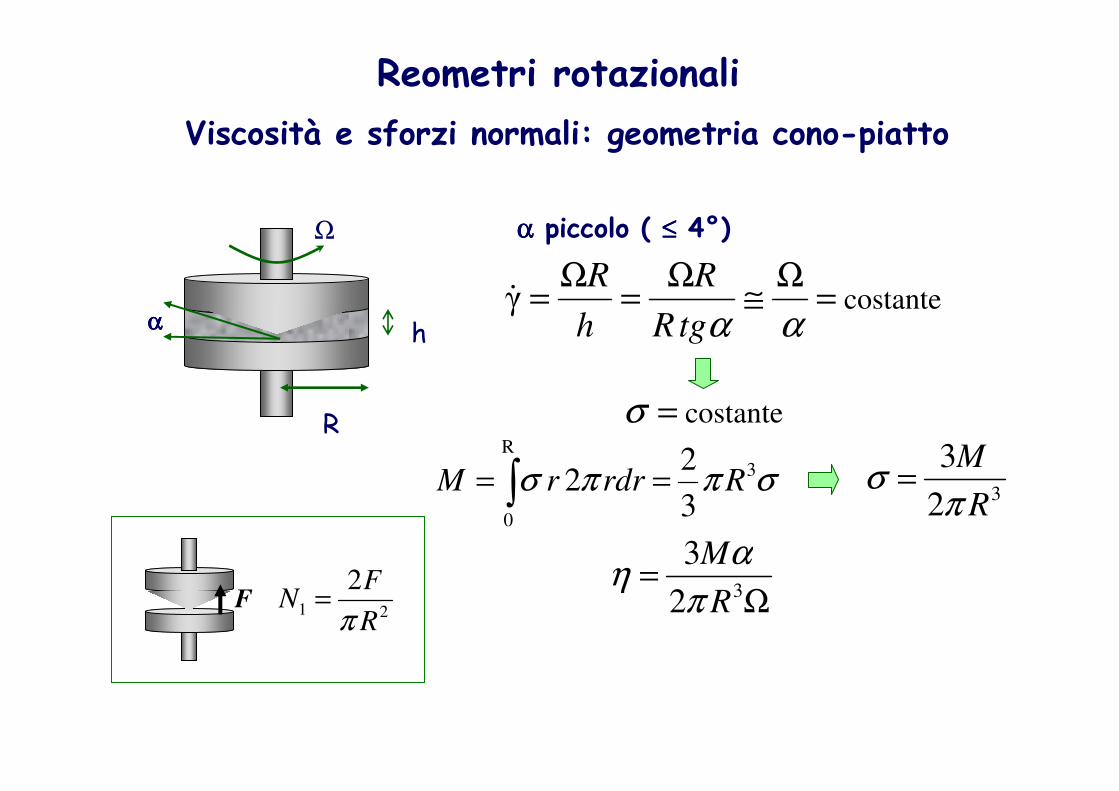
Reometri rotazionali
Viscosità e sforzi normali: geometria cono-piatto
R
h
Ω
ααααcostanteγ =
Ω≅
Ω=
Ω=
ααtgR
R
h
R&
αααα piccolo ( ≤≤≤≤ 4°)
σππσ 3
R
03
22 RrdrrM == ∫
costante=σ
32
3
R
M
πσ =
Ω=
32
3
R
M
π
αη
21
2
R
FN
π=F

Reometri rotazionali
viscosità e viscoelasticità: geometria piatto-piatto
R
h
Ωdall’equazione del moto (componente secondo ϑ):
0===dz
d
dz
d
dz
d zz σττ ϑϑ
0==dz
d
dz
d z γγ ϑ &&
dz
dr
Ω=γ&
)(γγ rh
r&& =
Ω=
∫∫ ==R
0
2
R
0
2 22 drrdrrM γηπσπ &
∫=R
dR
MR
γ
γγγηγ
π&
&&&&
0
3
3
3
)(2equazione integrale da ricavare la funzione incognita )γ(&η
z
h
RΩ=Rγ&

Reometri rotazionali
viscosità e viscoelasticità: geometria piatto-piatto
+
Ω=
Rd
Md
R
Mh
γπη
&ln
ln
4
1
4
324
nel caso di un fluido non Newtoniano si usa la relazione ottenuta dalla derivazione (ricorrendo alla formula di Leibniz 1)
per un fluido Newtoniano
h
RR
Ω=γ&con
Ω=
4
2
R
Mh
πη
moduli viscoelastici: δγπ
cos2
'04
0
R
hMG = δ
γπsin
2''
04
0
R
hMG =
1
Reometri rotazionali
Viscosimetro di Brookfield
Il rotore è immerso in una coppa
Si impone una velocità angolare
Si misura la coppia
La viscosità si ricava come rapporto tracoppia e velocità di rotazione moltiplicato per una costante di calibrazione
Misura rigorosa solo per fluidi Newtoniani
Solo valori indicativi per fluidi non-Newtoniani
Uso molto facile
Diversi rotori permettono di misurare ampiorange di viscosità

Limiti dei reometri rotazionali
Forze di inerzia (centrifughe)
Le maggiori dissipazioni richiedono coppiemaggiori e si traducono in una viscosità(apparente) maggiore
Le forze centrifughe possono causare flussi secondari (vortici).
Forze elastiche
Al di sopra di una shear rate critica compare la “edge fracture”.
Gli sforzi normali “spingono” il fluido verso il centro. L’unica forza che bilancia questo effetto è la tensione superficiale.

Viscosimetro a capillare
La forza motrice è data dalla forza peso, ossia dal battente idrostatico di liquido che si realizza con la sua risalita iniziale e che varia nel tempo durante la prova.
La misura consiste nel misurare il tempo di efflusso di un volume noto di liquido attraverso il capillare, ed è, di norma necessaria una correzione cinetica.
Si calcola una viscosità cinematica con l’espressione:
A Cannon-Fenske (liquidi trasparenti)B Cannon-Fenske (liquidi opachi)C Ubbelohde
nt
ktk
''' −=ν
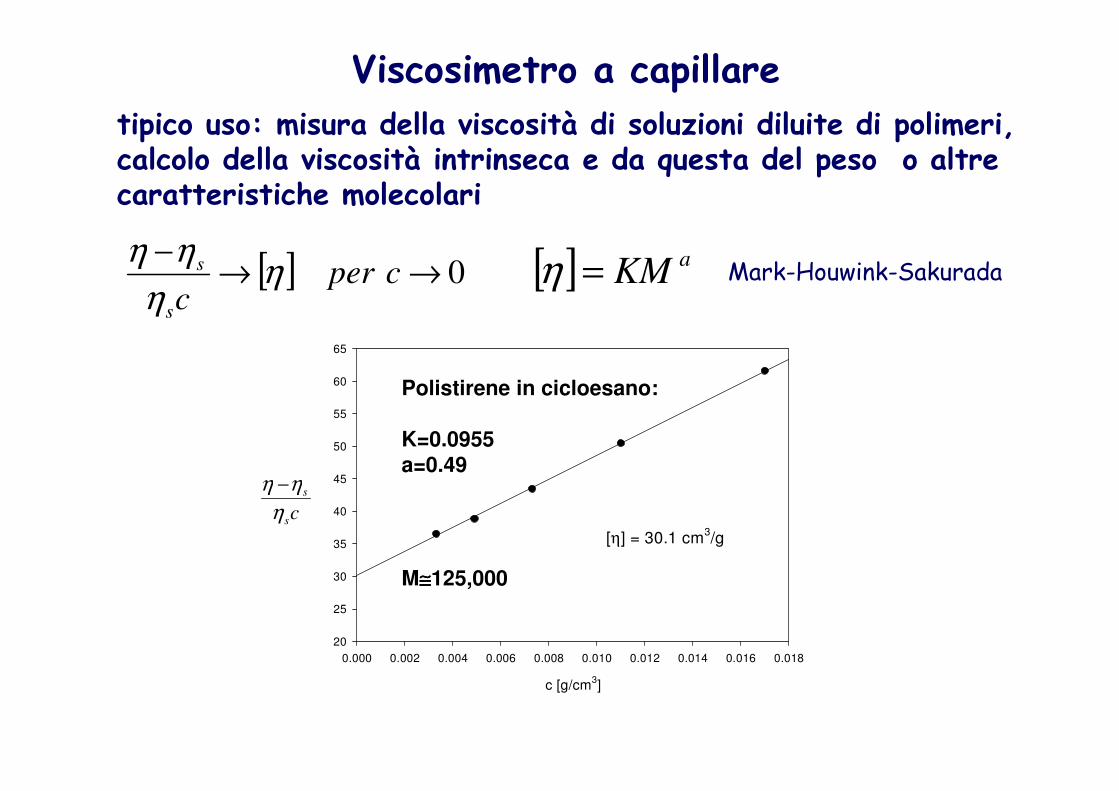
Viscosimetro a capillare
tipico uso: misura della viscosità di soluzioni diluite di polimeri, calcolo della viscosità intrinseca e da questa del peso o altre caratteristiche molecolari
c [g/cm3]
0.000 0.002 0.004 0.006 0.008 0.010 0.012 0.014 0.016 0.018
(η−η
s
)/cη
s
[cm
3/g
]
20
25
30
35
40
45
50
55
60
65
[η] = 30.1 cm3/g
Polistirene in cicloesano:
K=0.0955
a=0.49
M≅≅≅≅125,000
[ ] 0→→−
cpercs
s ηη
ηη [ ] aKM=η Mark-Houwink-Sakurada
cs
s
η
ηη −
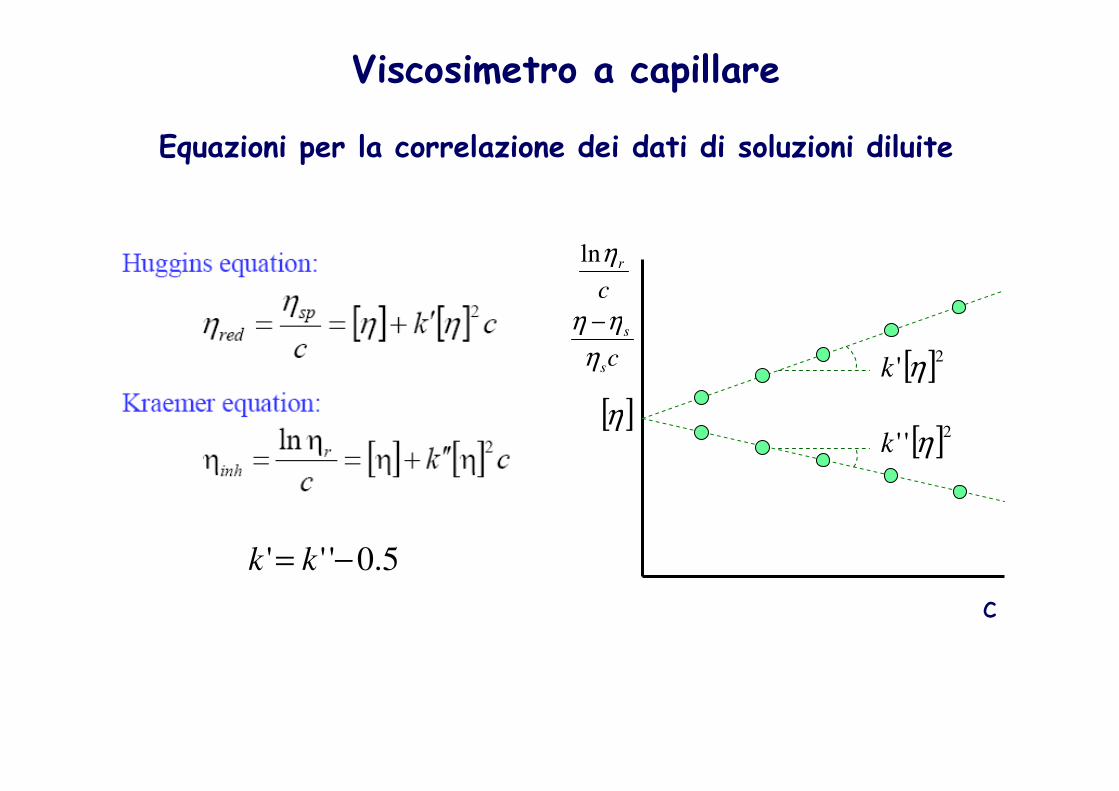
Viscosimetro a capillare
Equazioni per la correlazione dei dati di soluzioni diluite
5.0''' −= kk
c
cs
s
η
ηη −
c
rηln
[ ]η
[ ]2' ηk
[ ]2'' ηk

Reometro a capillare
Il polimero è spinto da un pistone in un capillare.
Viene misurata la differenza della pressione tra l’imbocco e lo sbocco del capillare.
Nota la portata, la viscosità è data (per fluidi Newtoniani) da:
R
Ppolimero
V
L
LQ
PR
8
4∆=
πη
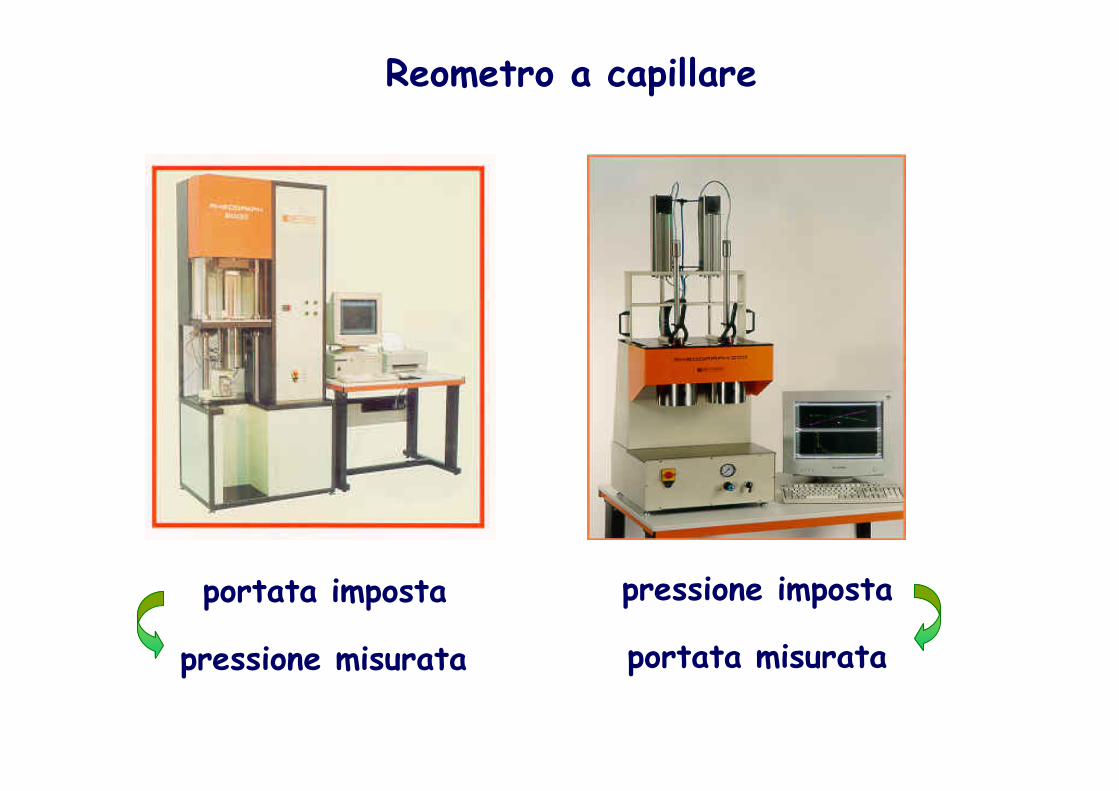
Reometro a capillare
portata imposta pressione imposta
portata misuratapressione misurata

Reometro a capillare

Reometro a capillare
Effetti di imbocco:
La pressione è misurata prima dell’imbocco del capillare ∆∆∆∆P contiene anche le perdite di imbocco Per determinare ∆∆∆∆Pcap è necessaria la correzione di Bagley

Reometro a capillare
L
0
P [b
ar]
0
Misure svolte a portate differenti (velocità medie differenti –differenti numeri di Reynolds)
la correzione di Bagleydipende da Re
cap
entrmeasL
PLPP
∆+∆=∆
lo sforzo alla parete si calcola dalla ‘lunghezza effettiva’
del capillare
)(2 eRL
PRw
+
∆=σ
(Re)ee =

Reometro a capillare
effetto della correzione di Bagley
HDPE – 180°C
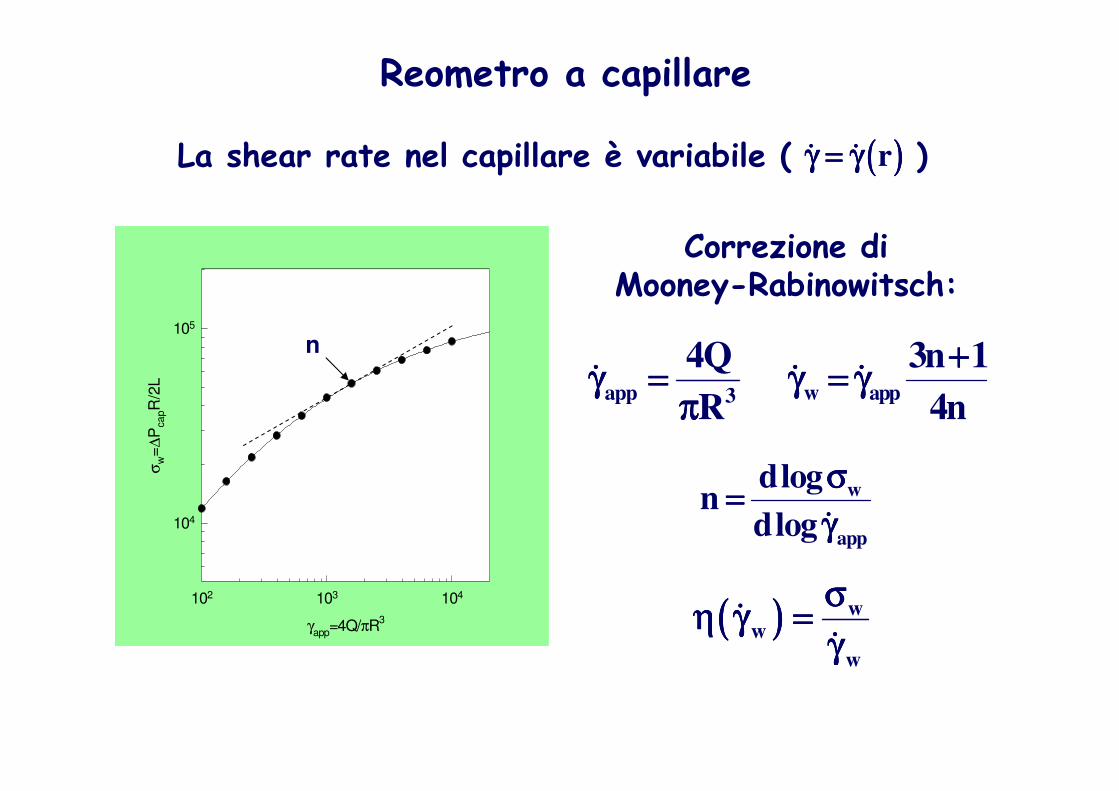
La shear rate nel capillare è variabile ( )(((( ))))rγ = γγ = γγ = γγ = γ& && && && &
app 3
4Q
Rγ =γ =γ =γ =
ππππ&&&&
w app
3n 1
4n
++++γ = γγ = γγ = γγ = γ& && && && &
w
app
dlogn
dlog
σσσσ====
γγγγ&&&&
(((( )))) ww
w
σσσση γ =η γ =η γ =η γ =
γγγγ&&&&
&&&&
Correzione diMooney-Rabinowitsch:
Reometro a capillare
γapp
=4Q/πR3
102 103 104
σw=
∆P
ca
pR
/2L
104
105
n
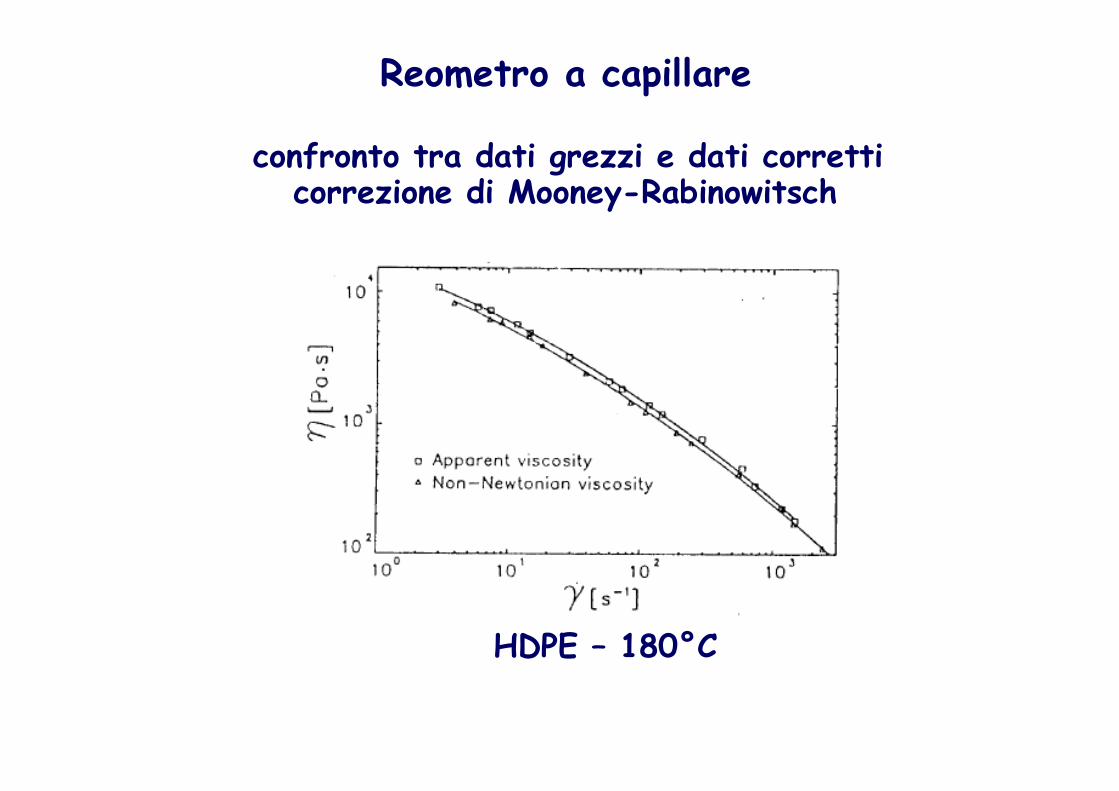
confronto tra dati grezzi e dati corretticorrezione di Mooney-Rabinowitsch
Reometro a capillare
HDPE – 180°C

Da tutte le shear rate:
si ricava la curva
si determina n (log-log)
si determina
Si ricava la curva
Reometro a capillare
Procedura sperimentale
Per ogni shear rate (portata):
misure con almeno 3 capillari
calcolo delle perdite di imbocco
si ricavacap
w
P R
L 2
∆∆∆∆σ =σ =σ =σ =
w appσ − γσ − γσ − γσ − γ&&&&
wγγγγ&&&&
(((( ))))wη γη γη γη γ&&&&
shear rate [s-1]
101 102 103 104 105
Vis
co
sity [
Pa
s]
1
10
100
1000

Melt Flow Index (MFI)
Principio di misura:
Il polimero viene fuso ad una temperaturastandard
Un peso standard viene applicato medianteun pistone, forzando il polimero attraversoun ugello di lunghezza e diametro standard
Il Melt Flow Index in queste condizioni èdefinito come la massa (in grammi) dipolimero estrusa nel tempo standard di 10minuti
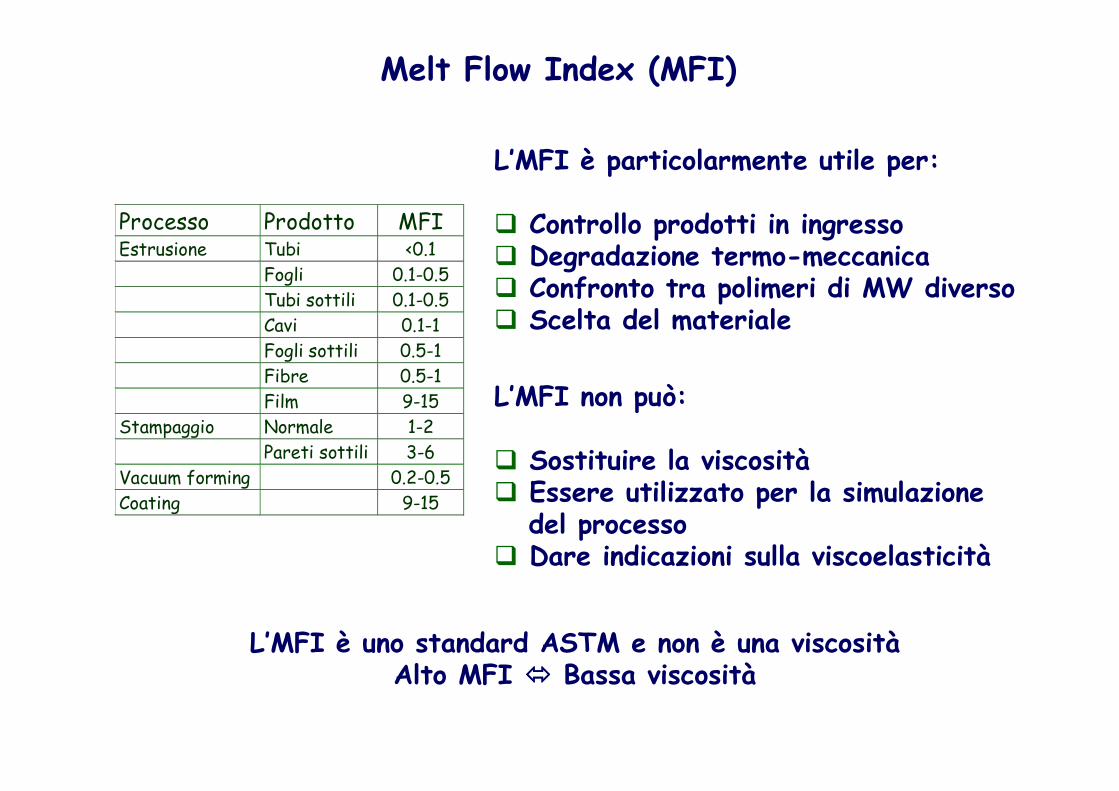
Melt Flow Index (MFI)
L’MFI è particolarmente utile per:
Controllo prodotti in ingresso Degradazione termo-meccanica Confronto tra polimeri di MW diverso Scelta del materiale
Processo Prodotto MFI Estrusione Tubi <0.1
Fogli 0.1-0.5
Tubi sottili 0.1-0.5
Cavi 0.1-1
Fogli sottili 0.5-1
Fibre 0.5-1
Film 9-15
Stampaggio Normale 1-2
Pareti sottili 3-6
Vacuum forming 0.2-0.5
Coating 9-15
L’MFI è uno standard ASTM e non è una viscositàAlto MFI Bassa viscosità
L’MFI non può:
Sostituire la viscosità Essere utilizzato per la simulazionedel processo
Dare indicazioni sulla viscoelasticità
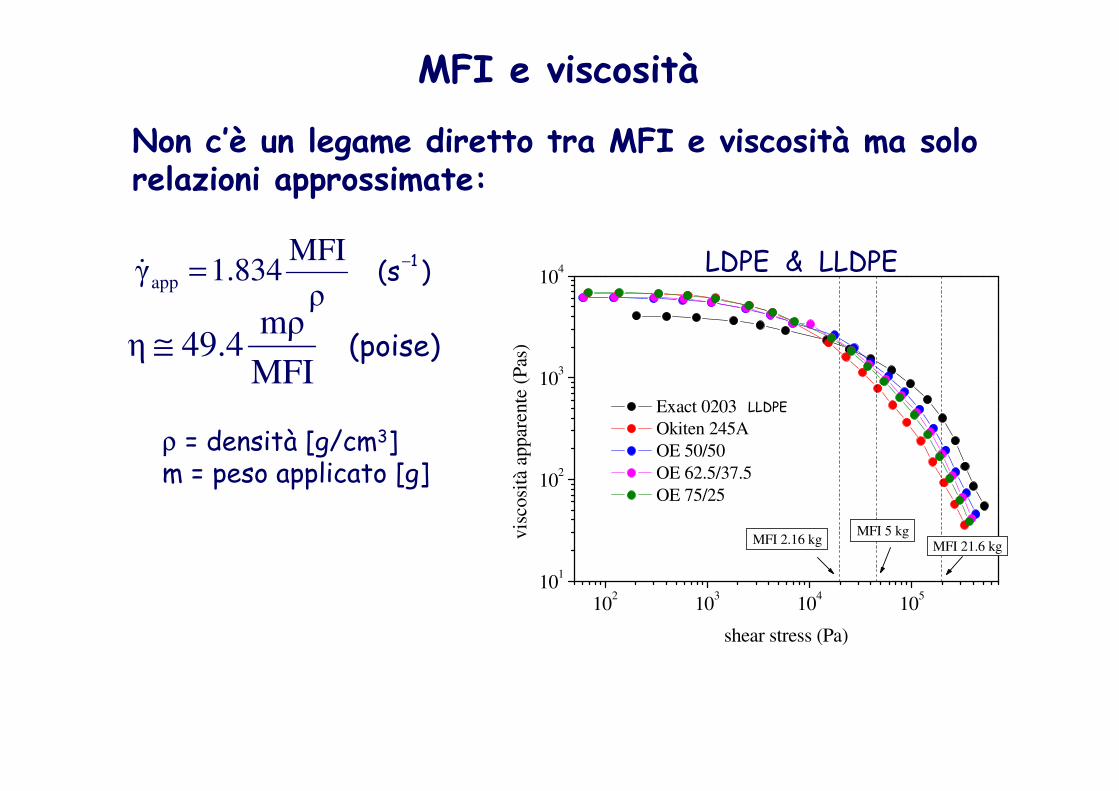
MFI e viscosità
ρ = densità [g/cm3]m = peso applicato [g]
)(s 1−=ρ
MFI834.1γapp
&
(poise)MFI
mρ4.49η ≅
Non c’è un legame diretto tra MFI e viscosità ma solo relazioni approssimate:
102
103
104
105
101
102
103
104
MFI 21.6 kgMFI 2.16 kg
MFI 5 kg
Exact 0203
Okiten 245A
OE 50/50
OE 62.5/37.5
OE 75/25
vis
cosi
tà a
ppar
ente
(P
as)
shear stress (Pa)
LDPE & LLDPE
LLDPE
Strumenti empirici o approssimati
Il flusso (anche nel caso di fluido Newtoniano) non èmodellabile analiticamente
La viscosità rappresenta comunque la “resistenza” delliquido a fluire sotto l’azione di forze esterne
Una misura (qualitativa) di viscosità è sempre ottenibileda un tempo (o una velocità, una portata, ecc.) di flussosotto l’azione di forze note, o viceversa dalla misuradella forza (o coppia, o potenza), una volta assegnata lacinematica
ESEMPI Coppe ad efflusso (coppa Ford) Cono Marsh Viscosimetri a caduta di sfera o a risalita di bolla Strumenti con rotori a pale (viscosimetro di Stormer)
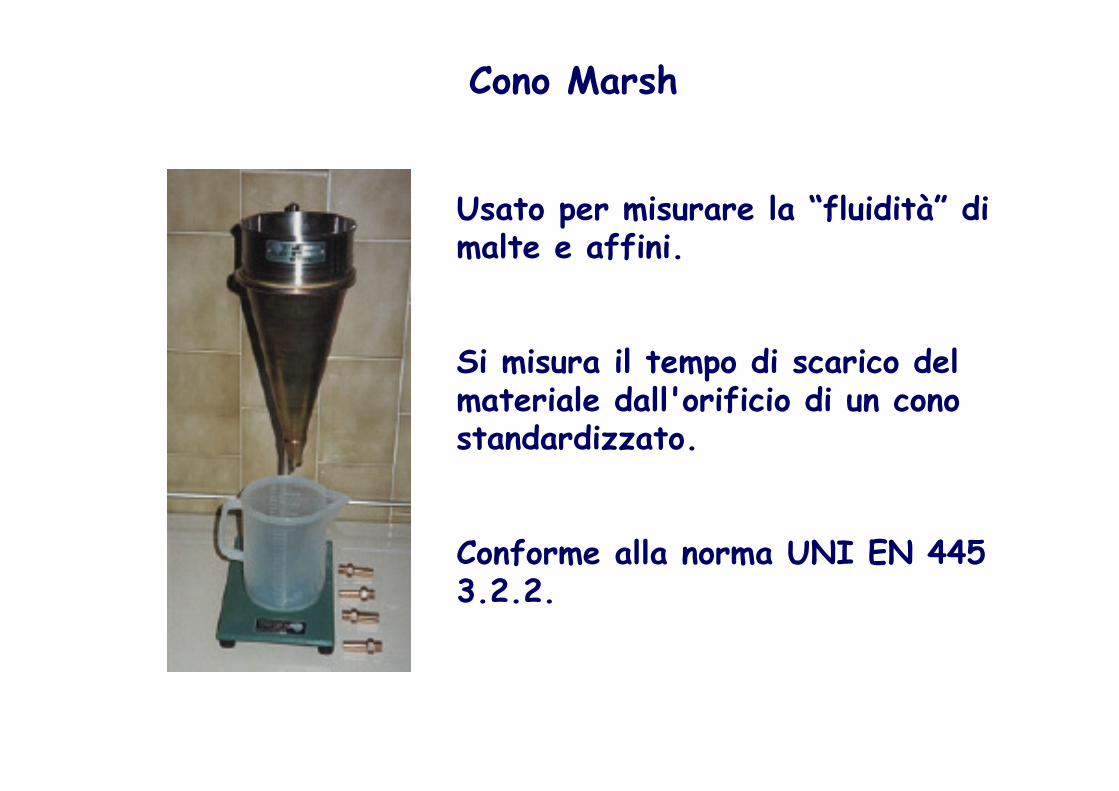
Cono Marsh
Usato per misurare la “fluidità” di malte e affini.
Si misura il tempo di scarico del materiale dall'orificio di un cono standardizzato.
Conforme alla norma UNI EN 445 3.2.2.

Coppa Ford
E’ usata per la caratterizzazione rapida di oli, pitture, inchiostri, solventi, ecc.Le caratteristiche e le modalità d’uso della coppa sono standardizzate (ASTM Standard D1200).
Si misura il tempo di efflusso che è usato come tale per definire la risposta (secondi coppa Ford n.4) o per ricavare la viscositàcinematica, con relazioni empiriche, se il fluido è Newtoniano.

Viscosimetro Stormer
E’ usata nel settore delle pitture.
Si misura il peso necessario a produrre una velocità di rotazione pari a 200 rpm
La misura è espressa in unità specifiche (Krebs units)
antesignano dei reometri a sforzo controllato
Le caratteristiche e modalità d’uso sono standardizzate (ASTM D562, GB/T 9269-88)

viscograph, amylograph
viscograph
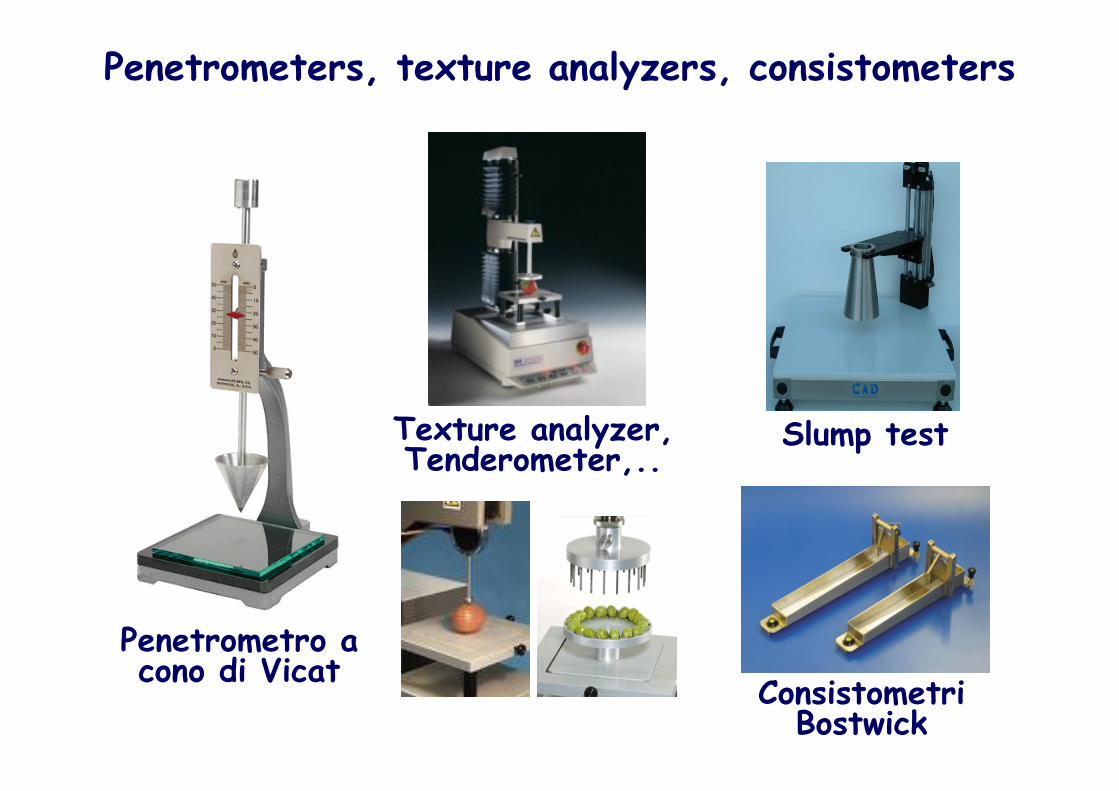
Penetrometers, texture analyzers, consistometers
Penetrometro acono di Vicat
ConsistometriBostwick
Texture analyzer,Tenderometer,..
Slump test

Reometria estensionale
T
Stretching rate:
Sforzo di trazione:
Viscosità elongazionale:
L
v=Γ&
A
Tel =σ
Γ
σ=η
&
elel
L
fluido Newtoniano: ηηηηE = costante = 3ηηηη
fuso polimerico: ηηηηE, η η η η = f( e struttura)γε &&,

Viscosità elongazionale dei polimeri
ηηηηE cresce a gradienti intermedi (ramificazioni): strain hardening
ηηηηE decresce a gradienti più alti

Extension
Compression
Sheet stretching
Tipi di flusso estensionale
x
z

Bubble collapse
Entrance flows
Fiber spinning
Stagnation flows
x r θ θ θ θ
r θ φθ φθ φθ φx r θθθθ r
Tipi di flusso estensionale
r
xx y z
x
r
+
x
z

Reometri estensionali
“Rotary clamps”:
Il fluido è “tirato” agli estremi da due pulegge dentate.
La velocità delle pulegge determina la velocità di allungamento.
La forza di stiro viene misurata ad uno degli estremi.
( )1 2 c
0
R
Lε
Ω + Ω=&
( )( )
( )( )el
0
f t f t
S t S exp tσ
ε= =
− &
( ) elel t
ση
ε=
&

Reometri estensionali
Filatura:
Il fluido estruso da un capillare è“tirato” dal basso da una puleggia.
La velocità della puleggia determina la velocità di allungamento.
La forza di stiro viene misurata alla puleggia.
2
0
Q
R Lε
π≅&
el 2
o
f
Rσ
π=
elel
fL
Q
ση
ε= =
&







