

Sistemi Integrati di Produzione Ing. Paolo Renna
SISTEMI INTEGRATI DI PRODUZIONE
ING. PAOLO RENNA
PROGETTO DI FINE CORSO – ANNO ACCADEMICO 2008/2009
Siete stati incaricati di progettare un nuovo sistema di produzione per la vostra azienda. Il sistema
deve essere realizzato per la produzione dei cinque pezzi indicati nella tabella relativa al vostro
progetto. Le caratteristiche geometriche dei pezzi, i requisiti tecnologici, i parametri di taglio, i
volumi di produzione annui richiesti e i margini di contribuzione per ogni minuto lavorato sono
riportati nelle schede pezzo allegate.
Per ciascuno dei pezzi, o per gruppi di essi, dovete scegliere quale sistema di produzione realizzare,
seguendo le seguenti indicazioni:
per volumi di ciascun pezzo superiori a 10.000 pz/anno occorrerebbe scegliere un Linea a
Trasferta (Dedicated Machine Line) dedicata alla produzione del pezzo;
per volumi minori occorre raggruppare i pezzi e progettare un FMS.
Il progetto prevede una fase di ingegnerizzazione ed una successiva fase di progettazione del
sistema di produzione.
Fase di ingegnerizzazione
Per tutti i pezzi vi si chiede di:
1. calcolare, in base ai dati geometrici e di lavorazione forniti, i tempi di lavorazione di ciascun
pezzo (l’unità di misura del tempo di lavorazione ottenuta dai dati a disposizione è minuti);
2. di generare il part program per la lavorazione dei pezzi su macchine a controllo numerico
attraverso il software BOBCAM.
Fase di progettazione del sistema di produzione
Per la linea a trasferta
Progettare la linea a trasferta per la produzione richiesta tenendo conto che la linea lavorerà su tre
turni giornalieri per un totale complessivo di 4800 ore/anno e che la sua disponibilità effettiva può
essere assunta pari a A = 90%. Si bilanci la linea cercando di minimizzare il tempo morto di
lavorazione. Dopo aver bilanciato la linea si determini il tasso di produzione reale considerando una
probabilità di download di ciascuna stazione pari a p = 4%. Si determini, a questo punto, il grado di
soddisfacimento della domanda (rispetto al volume minimo richiesto) della linea progettata. Si
determini la probabilità di download limite per soddisfare il volume minimo richiesto.
1

Sistemi Integrati di Produzione Ing. Paolo Renna
Si determini successivamente il numero di pallet da prevedere per la linea utilizzando la Mean
Value Analysis (MVA). Infine, si progetti, sempre utilizzando la MVA, il numero di posizioni
buffer da prevedere per ciascuna stazione.
Per il sistema FMS
Il sistema FMS sarà costituito dai seguenti centri di lavoro a controllo numerico computerizzato: un
centro di lavoro per la fresatura, uno per la foratura, uno per la tornitura ed un centro di misura e di
lavaggio dei pezzi. I tempi di lavorazione sulle macchine operatrici (fresatura, foratura e tornitura)
sono stati calcolati al punto precedente (ingegnerizzazione); i tempi di lavorazione sulle macchine
di misura e lavaggio sia, per tutti i pezzi, pari al 10% della somma dei tempi di lavorazione sulle
macchine operatrici.
Vi si chiede di:
1. determinare il numero di risorse per ciascuna tipologia (cioè la capacità produttiva) attraverso
un modello ottimizzante basato sull’allocazione statica tenendo conto che:
• i volumi di produzione, che devono essere determinati contestualmente con la capacità
produttiva delle macchine, abbiano i limiti riportati su ciascuna scheda pezzo;
• la capacità produttiva di ciascuna risorsa produttiva sia pari a 1.600 ore/anno;
• il costo di investimento di un centro di lavoro (fresatura, foratura e tornitura) è di
300.000€, mentre quello del centro di misura e lavaggio è di 200.000 €;
• l’orizzonte di riferimento per volumi e capacità produttiva è l’anno;
• si debba determinare la capacità produttiva e i volumi che ottimizzano il Valore Attuale
Netto dell’investimento a 7 anni (n = 7) assumendo un tasso di sconto dell’investimento
pari al 5% e un vincolo di budget di 1.600.000 €;
• si determini il numero dei pallet da inserire nel sistema utilizzando il metodo
dell’”extended bottleneck” trascurando i tempi di trasporto ed utilizzando i mix di
produzione ottenuti dal modello ottimizzante;
• si determinino le performance del sistema progettato utilizzando il metodo
dell’allocazione statica;
2. Si affini il progetto utilizzando i metodi basati sulla teoria delle reti di code, ed in particolare
con una rete di Jackson. In particolare si determinino i tempi d’inter-arrivo, esponenzialmente
distribuiti, dei pezzi al sistema in maniera tale che:
• la produzione dei pezzi avvenga nella maniera più uniforme possibile (cioè non si deve
verificare che il sistema finisca per lavorare solamente alcune tipologie di pezzi). A tal fine
si assuma che ciascun centro di lavorazione abbia un tempo di lavorazione medio per pezzo
2
Sistemi Integrati di Produzione Ing. Paolo Renna
(1/μ), esponenzialmente distribuito, pari al tempo medio ponderato (con i volumi) di tutti i
pezzi che transitano dal centro di lavoro stesso;
• il centro di lavoro collo di bottiglia abbia un coefficiente di intensità di traffico (ρ = λ / μ)
al massimo pari al 90%; a tal fine, se per un centro di lavoro, come risultato del modello di
allocazione statica, sono previste più risorse, si modelli il sistema utilizzando il metodo di
decomposizione di processi poissoniani con probabilità di ciascun ramo uguali.
• che il sistema risulti quanto più bilanciato possibile in termini di carico di lavoro ρ delle
risorse di produzione;
• si calcolino le performance delle rete di Jackson e si verifichi che i risultati sono
compatibili con quelli ottenuti dal metodo dell’extended bottleneck; se non lo sono, si
modifichi il numero dei pallet di conseguenza.
3. si effettui la progettazione di dettaglio del sistema facendo uso di un modello di simulazione in
SIMAN (non ARENA); in particolare; a tale proposito:
• si preveda una stazione di pallettizzazione e depallettizzazione con tempi deterministici e pari a
2,0 minuti per tutti i pezzi;
• si assumano i tempi di servizio delle stazioni di lavorazione (fresatura, foratura, tornitura e
misura/lavaggio) deterministici con parametro pari a quello determinato al punto 1;
• si assumano i tempi di inter arrivo esponenzialmente distribuiti con parametro pari a quello
determinato alla rete di Jackson (ricordatevi che il parametro richiesto nell’istruzione expo() è il
valore medio dei tempi di inter arrivo);
• si assuma come orizzonte di pianificazione per la simulazione, una produzione pari al 20%
dell’intera produzione annua;
• si assuma come numero di pallet iniziale quello determinato con la rete di Jackson e si verifichi
che la simulazione proceda regolarmente; se si verifica qualche intoppo attribuibile a scarsità di
pallet si incrementi gradualmente il numero di pallet;
• si progettino il numero di buffer da prevedere per ciascuna risorsa;
• si disegni il lay-out dell’FMS disponendo le macchine in linea nell’ordine suggerito dal metodo
di Hollier;
• si determini il numero di navette da prevedere nel sistema progettato considerando che ciascuna
navetta ha una velocità pari a 2 m/sec a vuoto e 1 m/sec carica;
• si calcolino le performance del sistema progettato ed in particolare, il throghput, throughput
time dei pezzi e quello medio, i coefficienti di utilizzazione delle risorse, il WIP, la dimensione
delle code, etc.. ; tutte le performance devono essere statisticamente significative (si spieghi
cosa si intende per “statisticamente significative”);
3

Sistemi Integrati di Produzione Ing. Paolo Renna
• tutte le decisioni progettuali di cui sopra devono essere prese in base a risultati statisticamente
significativi (spiegare cosa significa e come si è proceduto).
Elaborati da consegnare
Testo in cui spiegate le procedure e i ragionamenti che vi hanno condotto alle soluzioni dei vari
punti del problema;
Listato del part program di ciascun pezzo;
Modello della linea dedicata e calcoli relativi al suo progetto;
Modello matematico, soluzione e analisi delle performance del modello di allocazione statica;
Modello matematico, soluzione e analisi delle performance del modello Rete di Jackson;
Listati dei programmi in SIMAN, sia Model che Experiment;
Listati dei file di risultati (SIMAN Summary Report una replicazione e l’output finale).
N.B.
Per consulenza on-line scrivere a: [email protected]
4

Sistemi Integrati di Produzione Ing. Paolo Renna
VolumeDimensioni (larghezza x lunghezza x profondità)
Tipo di Lavorazione
N° di taglienti
Dimensioni utensile
V [m/min] a [mm/giro] p [mm]V1 500x300x10 esatura Fronta 5 ≅ = 100 mm 60-100 2 5V2 10x200 Foratura 2 ≅ = 10 mm 30-40 0.16V3 500x300x25 esatura Fronta 5 ≅ = 100 mm 60-100 2 5V4 100x300x25 esatura Perifer 5 ≅ = 80; L = 100 20-45 1 2.5V5 5x250 Foratura 2 ≅ = 5 mm 30-40 0.1V6 500x300x10 esatura Fronta 5 ≅ = 100 mm 60-100 2 5
Margine € 1,2 per ciascun minuto lavoratomin max
Vol. annui 10,000 12,000
Parametri di taglio
1000 mm
300 mm
300 mm
Sezione A-A
V1 = 500x300x10
V6 = 500x300x10
V2 = 10x200 V3 = 500x300x25
V4 = 100x300x25V5 = 5x250
250 mm
150 mm
750 mm
Sezione A-A
Pezzo 0
Volume
Dimensioni (larghezza x lunghezza x profondità)
Tipo di Lavorazione
N° di taglienti
Dimensioni utensile
V [m/min] a [mm/giro] p [mm]V1 800x400x30 Fresatura Frontale 5 ÷ = 200 mm 80 2 5
V2 200x400x30 Fresatura Front./Lat 5 ÷ = 50 mm 40 2 5
Margine € 1,5 per ciascun minuto lavoratoMin Max
Vol. annui 500 2000
Parametri di taglio
800 mm
400 mm
400 mm
A A
B
B
V1 = 800x400x30
Sezione A-A
Vista
V2 = 200x400x30V2 = 200x400x30
Pezzo 1
5
Sistemi Integrati di Produzione Ing. Paolo Renna
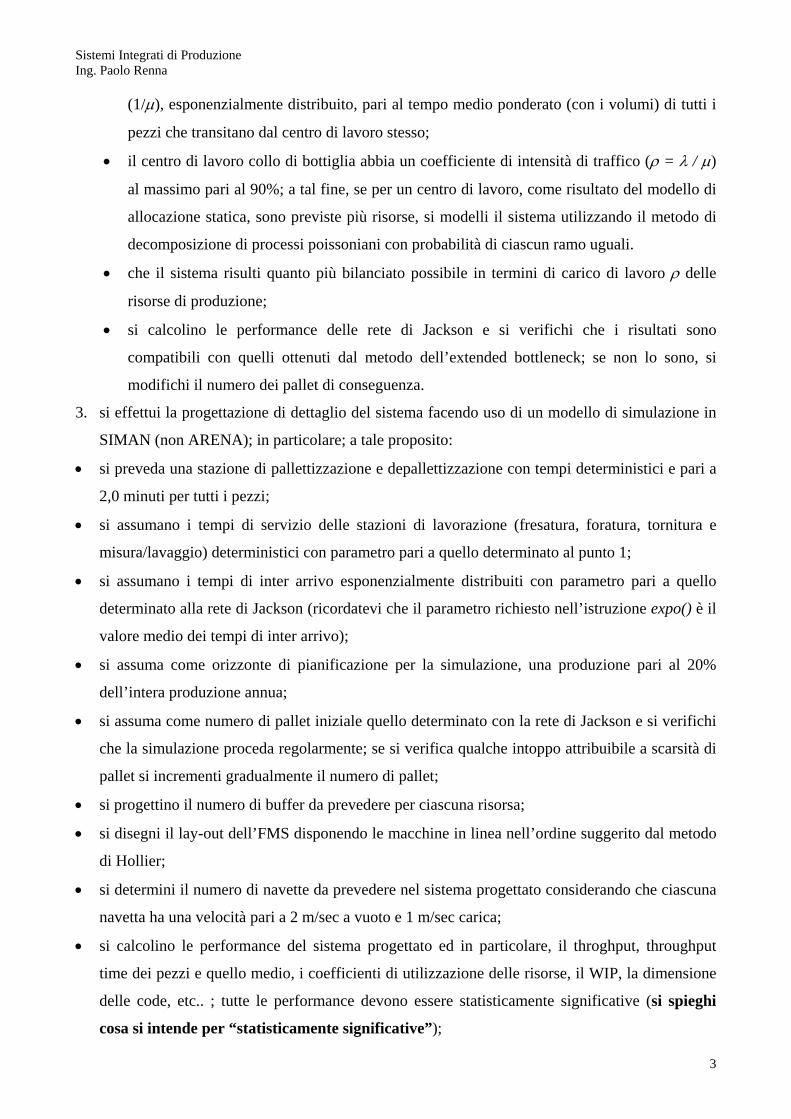
Volume
Dimensioni (larghezza x lunghezza x profondità)
Tipo di Lavorazione
N° di taglienti
Dimensioni utensile
V [m/min] [mm/giro] p [mm]
V1 300x500x10 Tasca 5 = 30 mm; L
= 100 mm 30 2 2
Margine € 2,0 per ciascun minuto lavoratoMin Max
Vol. annui 500 3000
Parametri di taglio
Sezione A-A
Vista
V1 = 300x500x10
150 mm 500 mm
50 mm
800 mm
400 mm
400 mm
A A
B
B
Sezione B-B
300 mm
V1 = 300x500x30
Pezzo 2
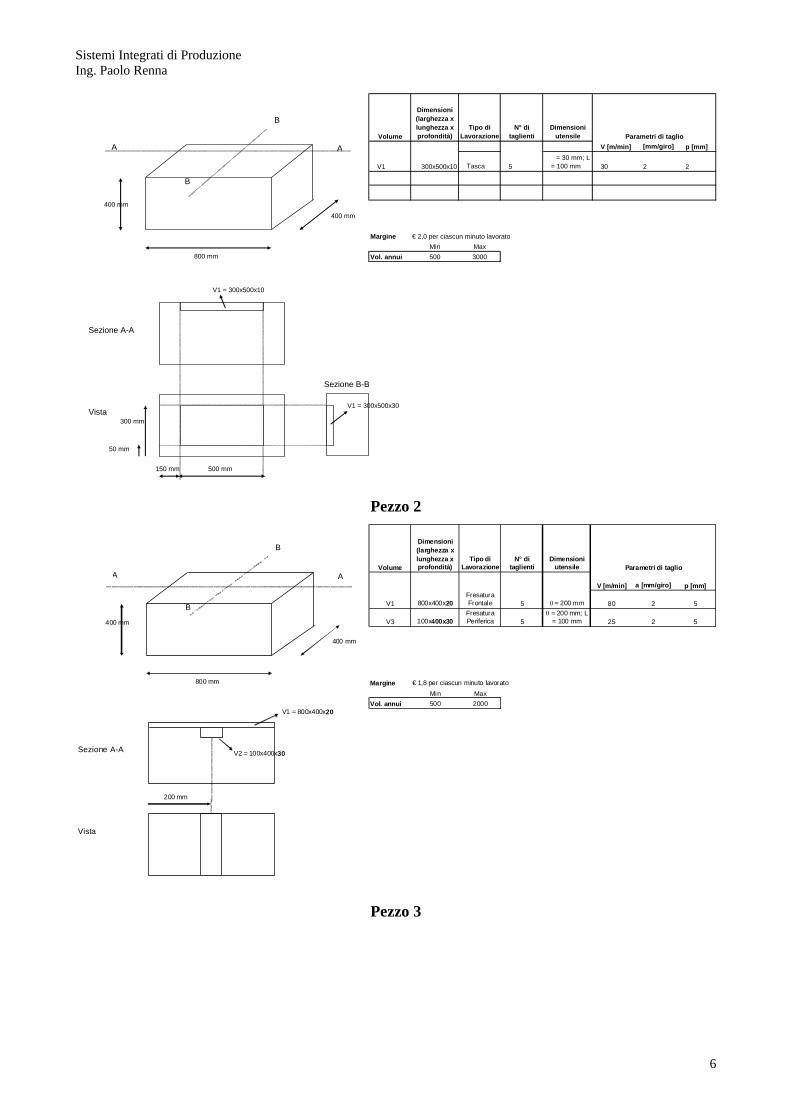
Volume
Dimensioni (larghezza x lunghezza x profondità)
Tipo di Lavorazione
N° di taglienti
Dimensioni utensile
V [m/min] a [mm/giro] p [mm]
V1 800x400x20Fresatura Frontale 5 0 = 200 mm 80 2 5
V3 100x400x30Fresatura Periferica 5
0 = 200 mm; L = 100 mm 25 2 5
Margine € 1,8 per ciascun minuto lavoratoMin Max
Vol. annui 500 2000
Parametri di taglio
V1 = 800x400x20
Sezione A-A V2 = 100x400x30
Vista
200 mm
800 mm
400 mm
400 mm
A A
B
B
Pezzo 3
6
Sistemi Integrati di Produzione Ing. Paolo Renna
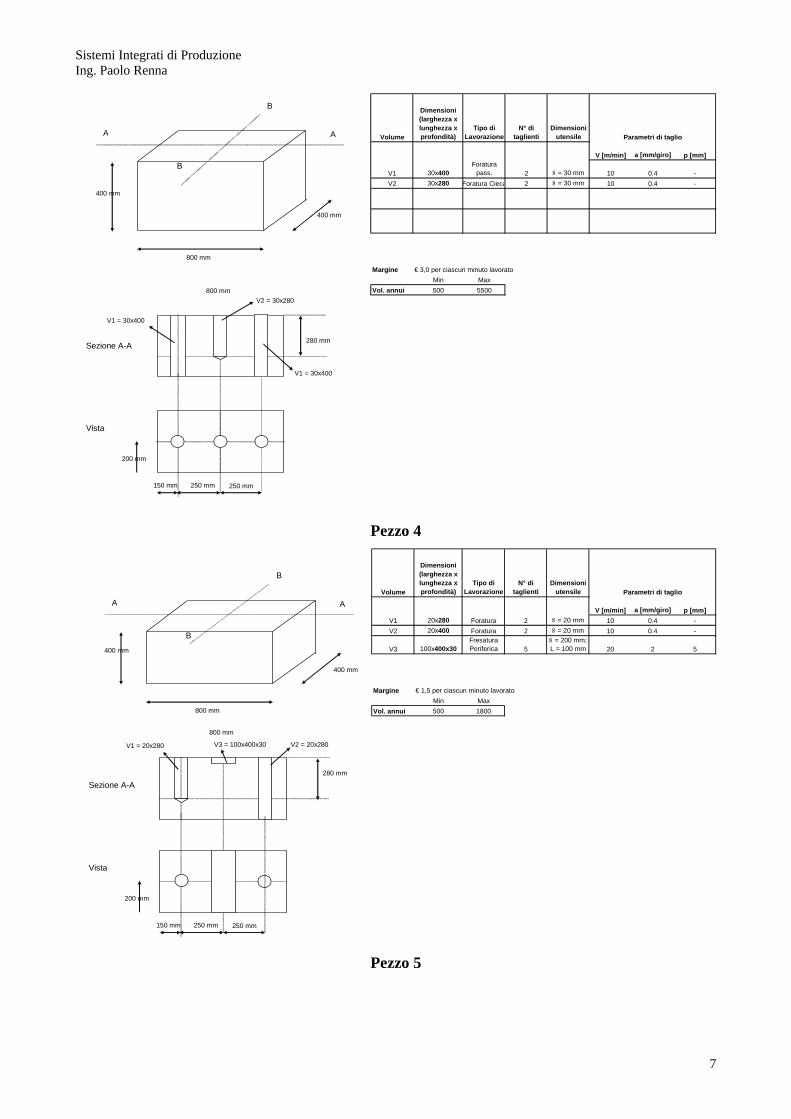
Volume
Dimensioni (larghezza x lunghezza x profondità)
Tipo di Lavorazione
N° di taglienti
Dimensioni utensile
V [m/min] a [mm/giro] p [mm]
V1 30x400Foratura
pass. 2 8 = 30 mm 10 0.4 -V2 30x280 Foratura Cieca 2 8 = 30 mm 10 0.4 -
Margine € 3,0 per ciascun minuto lavoratoMin Max
Vol. annui 500 5500
Parametri di taglio
800 mm
Sezione A-A
V1 = 30x400
280 mm
Vista
150 mm 250 mm 250 mm
200 mm
V1 = 30x400
800 mm
400 mm
A A
B
B
V2 = 30x280
400 mm
Pezzo 4
Volume
Dimensioni (larghezza x lunghezza x profondità)
Tipo di Lavorazione
N° di taglienti
Dimensioni utensile
V [m/min] a [mm/giro] p [mm]V1 20x280 Foratura 2 8 = 20 mm 10 0.4 -V2 20x400 Foratura 2 8 = 20 mm 10 0.4 -
V3 100x400x30Fresatura Periferica 5
8 = 200 mm; L = 100 mm 20 2 5
Margine € 1,5 per ciascun minuto lavoratoMin Max
Vol. annui 500 1800
Parametri di taglio
800 mm
Sezione A-A
V1 = 20x280
280 mm
Vista
V2 = 20x280V3 = 100x400x30
150 mm 250 mm 250 mm
200 mm
800 mm
400 mm
400 mm
A A
B
B
Pezzo 5
7

Sistemi Integrati di Produzione Ing. Paolo Renna
Volume
Dimensioni (larghezza x lunghezza x profondità)
Tipo di Lavorazione
N° di taglienti
Dimensioni utensile
V [m/min] a [mm/giro] p [mm]V1 400x400x30 Lav. Tasca 5 8 = 210 mm 30 2 5
V2 300x400x30Fres.
Front./Lat 5 8 = 50 mm 40 2 5V3 30x280 Foratura 2 8 = 20 mm 10 0.4 "-"
Margine € 1,9 per ciascun minuto lavoratoMin Max
Vol. annui 500 2000
Parametri di taglio
Sezione A-A
V2 = 300x400x30
250 mm
Vista
150 mm
400 mm
200 mm
800 mm
400 mm
A A
B
B
V1 = 300x300x30
400 mm
300 mm
300 mm
300 mm
V3 = 250x30
Pezzo 6
Volume
Dimensioni (larghezza x lunghezza x profondità)
Tipo di Lavorazione
N° di taglienti
Dimensioni utensile
V [m/min] a [mm/giro] p [mm]V1 300x300x10 Lav. Tasca 5 8 = 30 mm 30 2 2
V2 300x400x10Fres.
Front./Lat 5 8 = 50 mm 40 2 2
Margine € 1,6 per ciascun minuto lavoratoMin Max
Vol. annui 500 3000
Parametri di taglio
Sezione A-A
V2 = 300x400x10
250 mm
Vista
150 mm
400 mm
200 mm
800 mm
400 mm
A A
B
B
V1 = 300x300x10
400 mm
300 mm
300 mm
300 mm
Pezzo 7
8
Sistemi Integrati di Produzione Ing. Paolo Renna
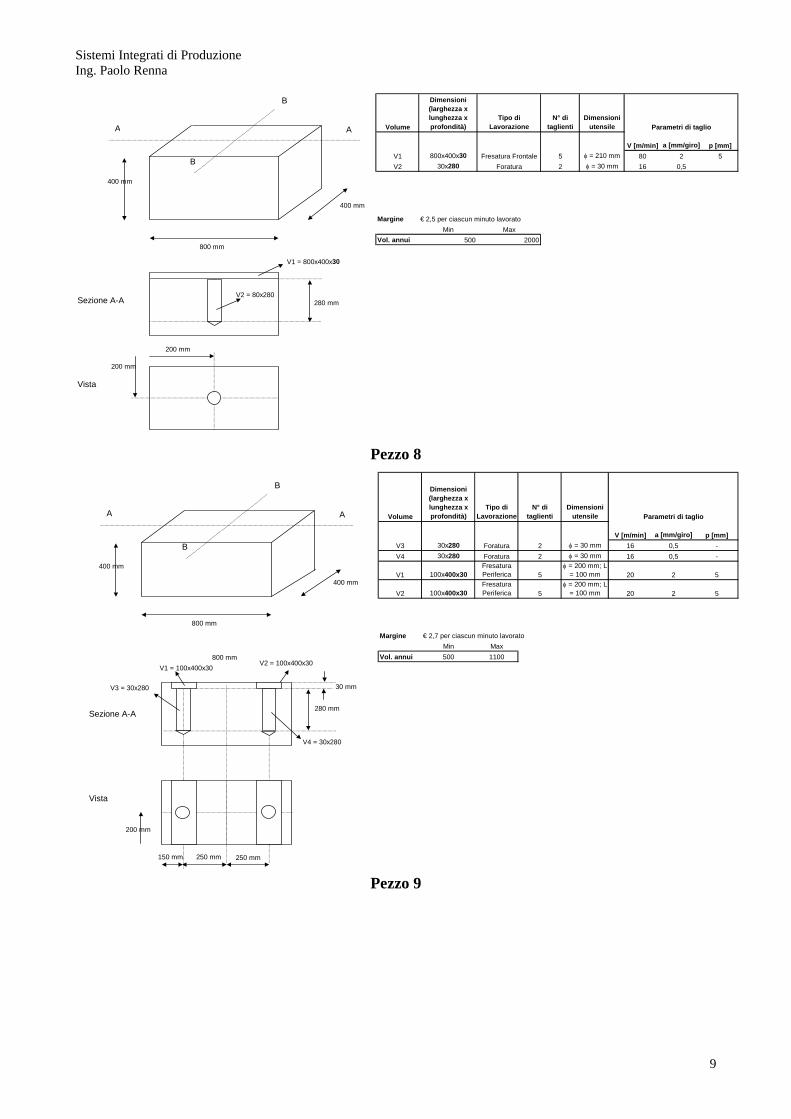
Volume
Dimensioni (larghezza x lunghezza x profondità)
Tipo di Lavorazione
N° di taglienti
Dimensioni utensile
V [m/min] a [mm/giro] p [mm]V1 800x400x30 Fresatura Frontale 5 φ = 210 mm 80 2 5V2 30x280 Foratura 2 φ = 30 mm 16 0,5
Margine € 2,5 per ciascun minuto lavoratoMin Max
Vol. annui 500 2000
Parametri di taglio
800 mm
400 mm
400 mm
A A
B
B
V1 = 800x400x30
Sezione A-AV2 = 80x280
280 mm
Vista
200 mm
200 mm
Pezzo 8
Volume
Dimensioni (larghezza x lunghezza x profondità)
Tipo di Lavorazione
N° di taglienti
Dimensioni utensile
V [m/min] a [mm/giro] p [mm]V3 30x280 Foratura 2 φ = 30 mm 16 0,5 -V4 30x280 Foratura 2 φ = 30 mm 16 0,5 -
V1 100x400x30Fresatura Periferica 5
φ = 200 mm; L = 100 mm 20 2 5
V2 100x400x30Fresatura Periferica 5
φ = 200 mm; L = 100 mm 20 2 5
Margine € 2,7 per ciascun minuto lavoratoMin Max
Vol. annui 500 1100
Parametri di taglio
800 mm
Sezione A-A
V3 = 30x280
280 mm
Vista
V2 = 100x400x30V1 = 100x400x30
150 mm 250 mm 250 mm
200 mm
30 mm
V4 = 30x280
800 mm
400 mm
400 mm
A A
B
B
Pezzo 9
9
Sistemi Integrati di Produzione Ing. Paolo Renna
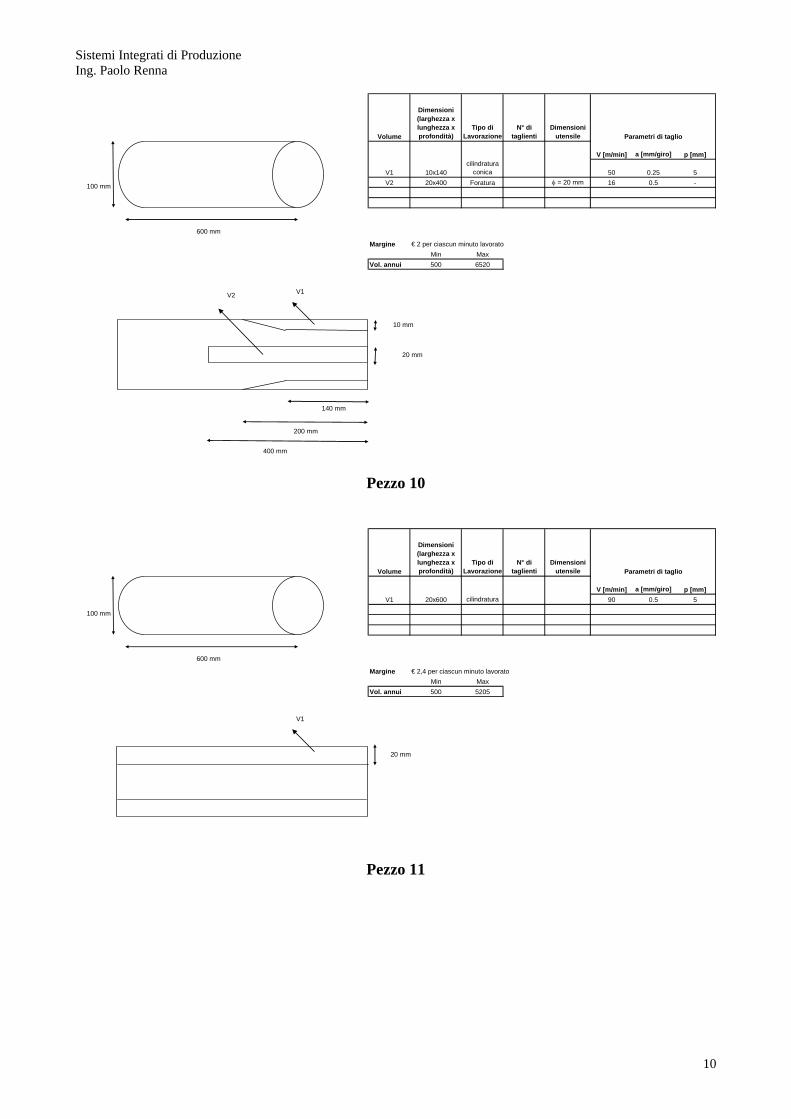
Volume
Dimensioni (larghezza x lunghezza x profondità)
Tipo di Lavorazione
N° di taglienti
Dimensioni utensile
V [m/min] a [mm/giro] p [mm]
V1 10x140cilindratura
conica 50 0.25 5V2 20x400 Foratura φ = 20 mm 16 0.5 -
Margine € 2 per ciascun minuto lavoratoMin Max
Vol. annui 500 6520
Parametri di taglio
600 mm
100 mm
10 mm
V1
140 mm
200 mm
V2
20 mm
400 mm
Pezzo 10
Volume
Dimensioni (larghezza x lunghezza x profondità)
Tipo di Lavorazione
N° di taglienti
Dimensioni utensile
V [m/min] a [mm/giro] p [mm]V1 20x600 cilindratura 90 0.5 5
Margine € 2,4 per ciascun minuto lavoratoMin Max
Vol. annui 500 5205
Parametri di taglio
600 mm
100 mm
20 mm
V1
Pezzo 11
10

Sistemi Integrati di Produzione Ing. Paolo Renna
Volume
Dimensioni (larghezza x lunghezza x profondità)
Tipo di Lavorazione
N° di taglienti
Dimensioni utensile
V [m/min] a [mm/giro] p [mm]
V1 10x140cilindratura
conica 50 0.25 5V2 30x50 sfacciatura 40 0.2 5
Margine € 2,2 per ciascun minuto lavoratoMin Max
Vol. annui 500 4005
Parametri di taglio
600 mm
100 mm
10 mm
V1
140 mm
200 mm
V2
30 mm
Pezzo 12
11
Sistemi Integrati di Produzione Ing. Paolo Renna
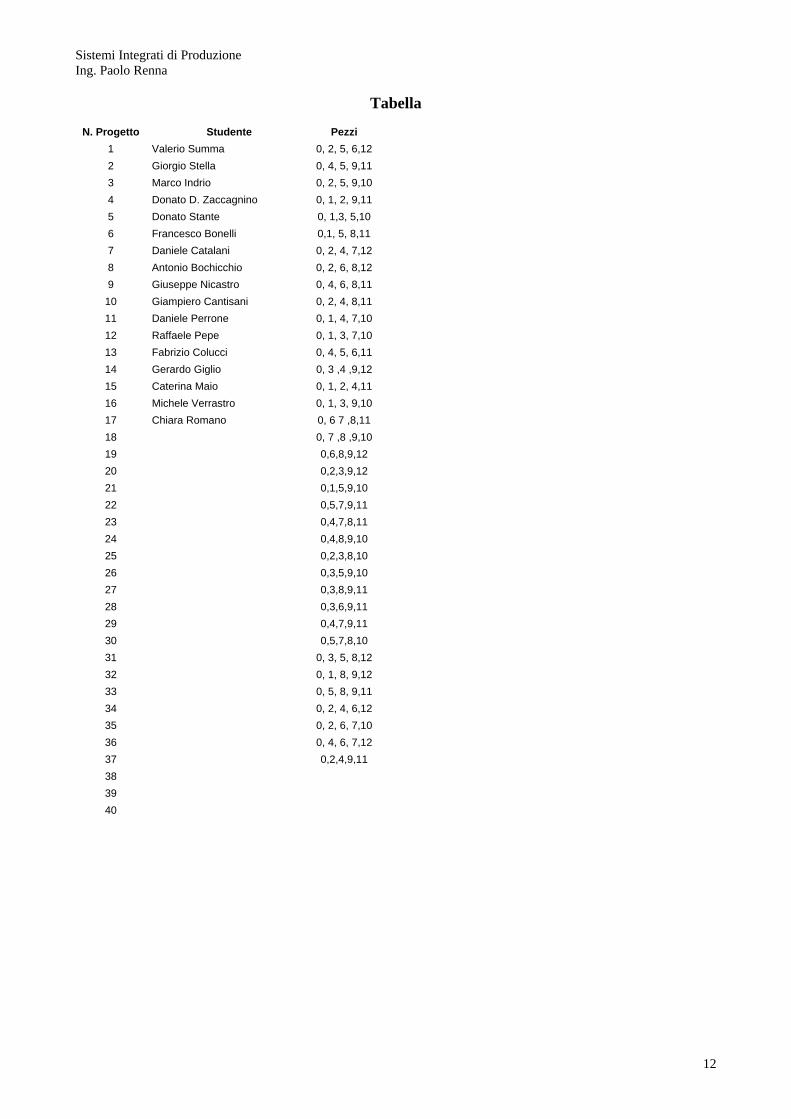
Tabella
N. Progetto Studente Pezzi 1 Valerio Summa 0, 2, 5, 6,122 Giorgio Stella 0, 4, 5, 9,113 Marco Indrio 0, 2, 5, 9,104 Donato D. Zaccagnino 0, 1, 2, 9,115 Donato Stante 0, 1,3, 5,10 6 Francesco Bonelli 0,1, 5, 8,11 7 Daniele Catalani 0, 2, 4, 7,128 Antonio Bochicchio 0, 2, 6, 8,129 Giuseppe Nicastro 0, 4, 6, 8,11
10 Giampiero Cantisani 0, 2, 4, 8,1111 Daniele Perrone 0, 1, 4, 7,1012 Raffaele Pepe 0, 1, 3, 7,1013 Fabrizio Colucci 0, 4, 5, 6,1114 Gerardo Giglio 0, 3 ,4 ,9,1215 Caterina Maio 0, 1, 2, 4,1116 Michele Verrastro 0, 1, 3, 9,1017 Chiara Romano 0, 6 7 ,8,11 18 0, 7 ,8 ,9,1019 0,6,8,9,12 20 0,2,3,9,12 21 0,1,5,9,10 22 0,5,7,9,11 23 0,4,7,8,11 24 0,4,8,9,10 25 0,2,3,8,10 26 0,3,5,9,10 27 0,3,8,9,11 28 0,3,6,9,11 29 0,4,7,9,11 30 0,5,7,8,10 31 0, 3, 5, 8,1232 0, 1, 8, 9,1233 0, 5, 8, 9,1134 0, 2, 4, 6,1235 0, 2, 6, 7,1036 0, 4, 6, 7,1237 0,2,4,9,11 38 39 40
12







