19
1500 1920360 1607 A5 MIG Orbital System IT MANUALE D’USO
| Date post: | 16-Feb-2019 |
| Category: |
Documents |
| Upload: | duongxuyen |
| View: | 215 times |
| Download: | 0 times |
1500
1920
360
1607
A5 MIG Orbital System
ITM
ANUA
LE D
’USO
2 A5 MIG Orbital System© Kemppi Oy 2016 1607
MAN
UALE
D’U
SO
SOMMARIO
1. Introduzione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31.1 Informazioni generali . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31.2 Informazioni sul prodotto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41.3 Compatibilità . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
2. Installazione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52.1 Collegamento a una saldatrice FastMig . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52.2 Collegamento a una saldatrice non FastMig . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52.3 Gruppo anello guida . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62.4 Montaggio del carrello sull’anello guida . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62.5 Selezione di una torcia di saldatura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72.6 Installazione della torcia di saldatura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
3. Funzionamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83.1 Funzioni del carrello . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83.2 Pannello di controllo del carrello . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
3.2.1 Menu Start . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83.2.2 Opzioni del menu . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83.2.3 Menu di configurazione A . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11
3.3 Unità comando a distanza . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .133.3.1 Funzioni di base . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .133.3.2 Funzioni di ALT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13
3.4 Regolazione di precisione della posizione della torcia . . . . . . . . . . . . . . . . . . . . . . . . . .143.5 Software applicativo Kemppi Wise . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .143.6 Informazioni per l’ordine . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .153.7 Dati tecnici . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .16
4. Risoluzione dei problemi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .174.1 Problemi di funzionamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .17
5. Manutenzione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .185.1 Manutenzione quotidiana . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .185.2 Manutenzione periodica . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18
6. Smaltimento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18
3 A5 MIG Orbital System© Kemppi Oy 2016 1607
MAN
UALE
D’U
SO
1. INTRODUZIONE
1.1 Informazioni generali
Congratulazioni per avere scelto l’attrezzatura di saldatura A5 MIG Orbital System 1500. Se utilizzati correttamente, i prodotti Kemppi sono in grado di migliorare notevolmente la produttività delle operazioni di saldatura, assicurando anni di funzionamento e risparmio economico.
Questo manuale d’uso contiene informazioni importanti sull’uso, sulla manutenzione e sulla sicurezza del prodotto Kemppi acquistato. I dati tecnici dell’attrezzatura sono riportati in fondo al manuale.
Prima di iniziare a utilizzare l’attrezzatura, leggere attentamente il manuale d’uso e il libretto delle istruzioni per la sicurezza. Per garantire la sicurezza propria e dell’ambiente di lavoro, prestare particolare attenzione alle istruzioni per la sicurezza contenute nel manuale.
Per ulteriori informazioni sui prodotti Kemppi, contattare Kemppi Oy, rivolgersi a un concessionario autorizzato Kemppi o visitare il sito web di Kemppi all’indirizzo www.kemppi.com.
I dati forniti nel presente manuale sono soggetti a variazioni senza preavviso.
Note importanti I passaggi del manuale che richiedono una particolare attenzione per ridurre al minimo eventuali danni materiali e lesioni personali sono segnalati da questo simbolo. Leggere attentamente queste sezioni e osservarne le istruzioni.
Nota. Fornisce all’utente informazioni utili.
Cautela. Descrive una situazione che potrebbe comportare danni all’attrezzatura o al sistema.
Avvertenza. Descrive una situazione potenzialmente pericolosa. Se non evitata, comporta danni personale o lesioni mortali.
Clausola esonerativaBenché sia stato posto il massimo impegno per garantire l’accuratezza e la completezza delle informazioni contenute nella presente guida, si declina ogni responsabilità per eventuali errori od omissioni. Kemppi si riserva il diritto di variare in qualunque momento senza preavviso le specifiche del prodotto descritto. È vietato copiare, registrare, riprodurre o trasmettere il contenuto della presente guida senza avere ricevuto previo permesso scritto da parte di Kemppi.
4 A5 MIG Orbital System© Kemppi Oy 2016 1607
MAN
UALE
D’U
SO
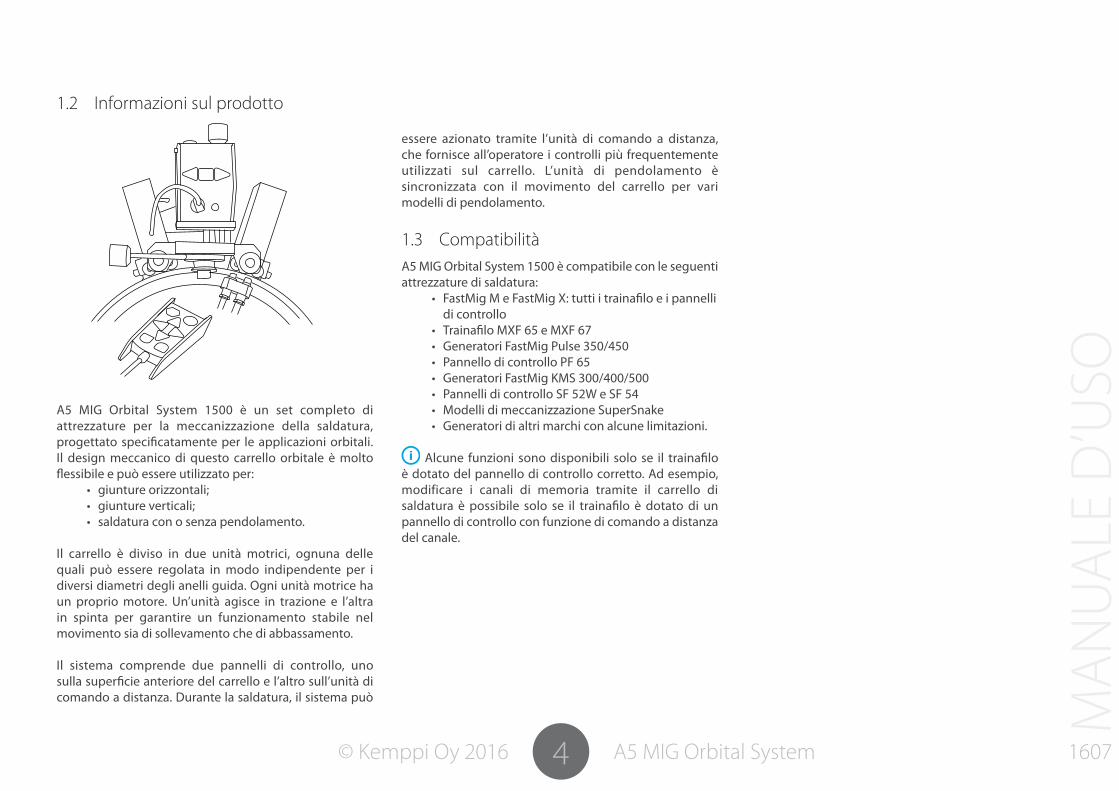
1.2 Informazioni sul prodotto
A5 MIG Orbital System 1500 è un set completo di attrezzature per la meccanizzazione della saldatura, progettato specificatamente per le applicazioni orbitali. Il design meccanico di questo carrello orbitale è molto flessibile e può essere utilizzato per:
• giunture orizzontali;• giunture verticali; • saldatura con o senza pendolamento.
Il carrello è diviso in due unità motrici, ognuna delle quali può essere regolata in modo indipendente per i diversi diametri degli anelli guida. Ogni unità motrice ha un proprio motore. Un’unità agisce in trazione e l’altra in spinta per garantire un funzionamento stabile nel movimento sia di sollevamento che di abbassamento.
Il sistema comprende due pannelli di controllo, uno sulla superficie anteriore del carrello e l’altro sull’unità di comando a distanza. Durante la saldatura, il sistema può
essere azionato tramite l’unità di comando a distanza, che fornisce all’operatore i controlli più frequentemente utilizzati sul carrello. L’unità di pendolamento è sincronizzata con il movimento del carrello per vari modelli di pendolamento.
1.3 CompatibilitàA5 MIG Orbital System 1500 è compatibile con le seguenti attrezzature di saldatura:
• FastMig M e FastMig X: tutti i trainafilo e i pannelli di controllo
• Trainafilo MXF 65 e MXF 67• Generatori FastMig Pulse 350/450• Pannello di controllo PF 65• Generatori FastMig KMS 300/400/500• Pannelli di controllo SF 52W e SF 54• Modelli di meccanizzazione SuperSnake• Generatori di altri marchi con alcune limitazioni.
Alcune funzioni sono disponibili solo se il trainafilo è dotato del pannello di controllo corretto. Ad esempio, modificare i canali di memoria tramite il carrello di saldatura è possibile solo se il trainafilo è dotato di un pannello di controllo con funzione di comando a distanza del canale.
5 A5 MIG Orbital System© Kemppi Oy 2016 1607
MAN
UALE
D’U
SO
2. INSTALLAZIONE
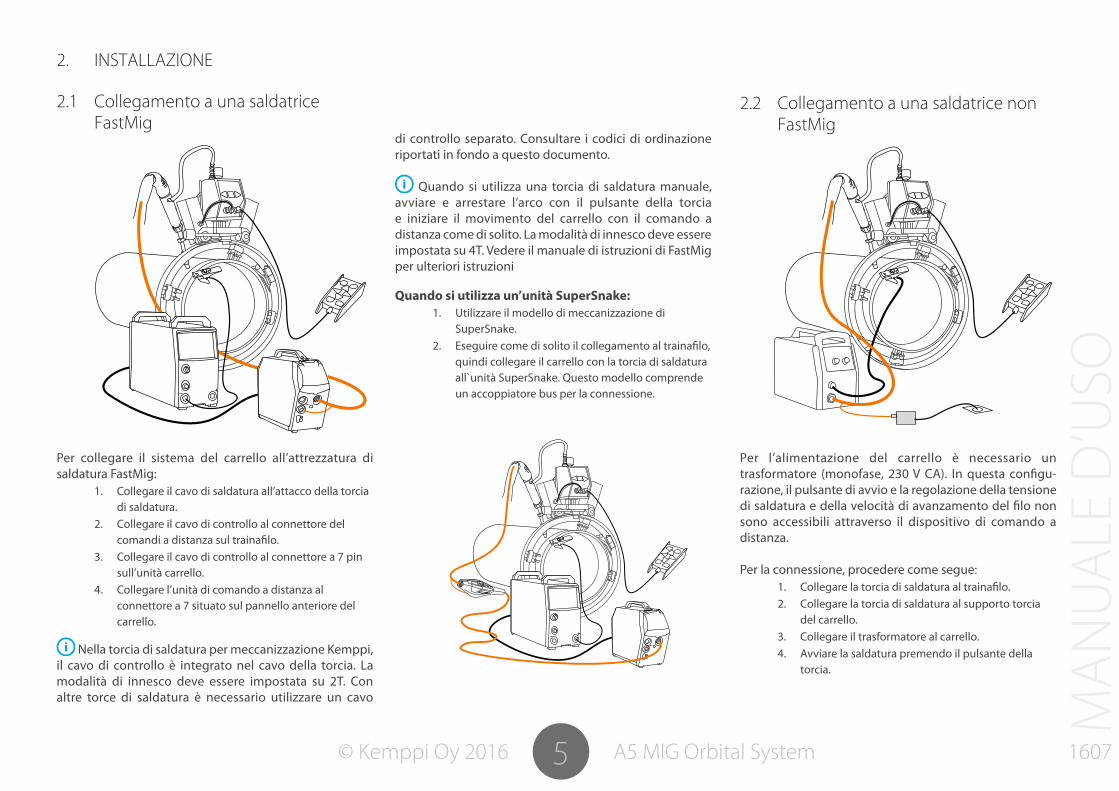
2.1 Collegamento a una saldatrice FastMig
Per collegare il sistema del carrello all’attrezzatura di saldatura FastMig:
1. Collegare il cavo di saldatura all’attacco della torcia di saldatura.
2. Collegare il cavo di controllo al connettore del comandi a distanza sul trainafilo.
3. Collegare il cavo di controllo al connettore a 7 pin sull’unità carrello.
4. Collegare l’unità di comando a distanza al connettore a 7 situato sul pannello anteriore del carrello.
Nella torcia di saldatura per meccanizzazione Kemppi, il cavo di controllo è integrato nel cavo della torcia. La modalità di innesco deve essere impostata su 2T. Con altre torce di saldatura è necessario utilizzare un cavo
di controllo separato. Consultare i codici di ordinazione riportati in fondo a questo documento.
Quando si utilizza una torcia di saldatura manuale, avviare e arrestare l’arco con il pulsante della torcia e iniziare il movimento del carrello con il comando a distanza come di solito. La modalità di innesco deve essere impostata su 4T. Vedere il manuale di istruzioni di FastMig per ulteriori istruzioni
Quando si utilizza un’unità SuperSnake: 1. Utilizzare il modello di meccanizzazione di
SuperSnake.2. Eseguire come di solito il collegamento al trainafilo,
quindi collegare il carrello con la torcia di saldatura all`unità SuperSnake. Questo modello comprende un accoppiatore bus per la connessione.
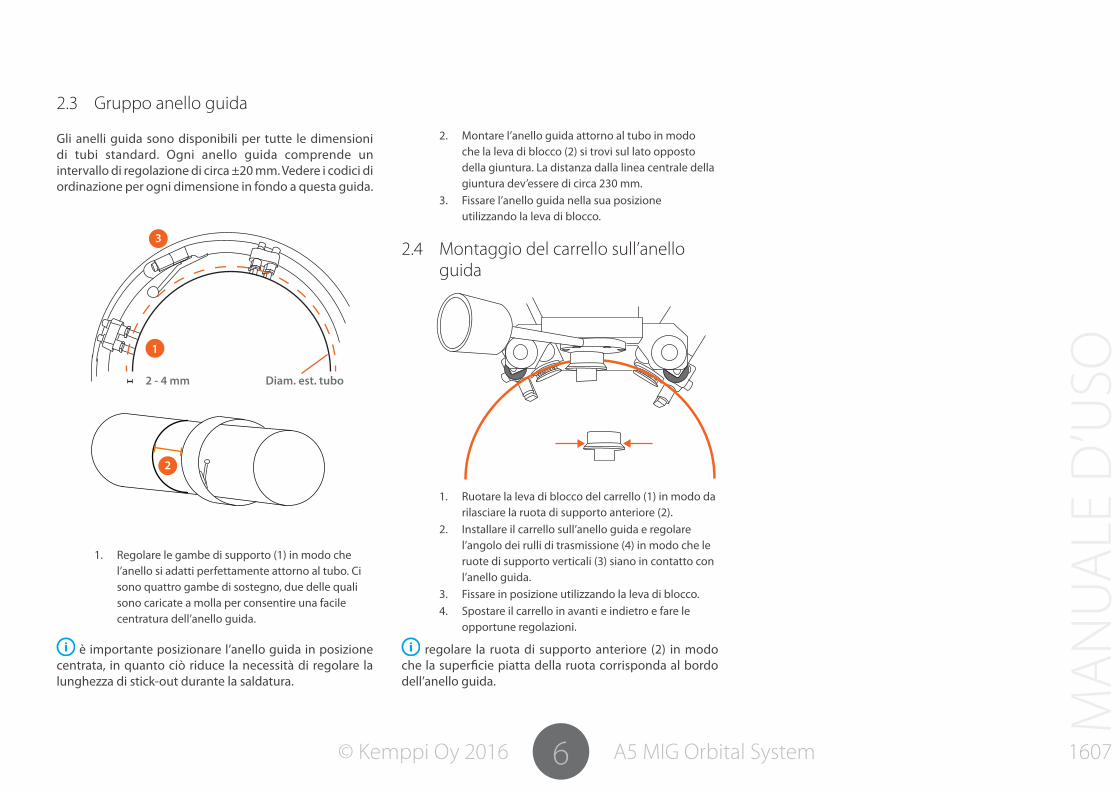
2.2 Collegamento a una saldatrice non FastMig
Per l’alimentazione del carrello è necessario un trasformatore (monofase, 230 V CA). In questa configu- razione, il pulsante di avvio e la regolazione della tensione di saldatura e della velocità di avanzamento del filo non sono accessibili attraverso il dispositivo di comando a distanza.
Per la connessione, procedere come segue: 1. Collegare la torcia di saldatura al trainafilo.2. Collegare la torcia di saldatura al supporto torcia
del carrello.3. Collegare il trasformatore al carrello.4. Avviare la saldatura premendo il pulsante della
torcia.
6 A5 MIG Orbital System© Kemppi Oy 2016 1607
MAN
UALE
D’U
SO
2.3 Gruppo anello guida
Gli anelli guida sono disponibili per tutte le dimensioni di tubi standard. Ogni anello guida comprende un intervallo di regolazione di circa ±20 mm. Vedere i codici di ordinazione per ogni dimensione in fondo a questa guida.
2 - 4 mm Diam. est. tubo
2
3
1
1. Regolare le gambe di supporto (1) in modo che l’anello si adatti perfettamente attorno al tubo. Ci sono quattro gambe di sostegno, due delle quali sono caricate a molla per consentire una facile centratura dell’anello guida.
è importante posizionare l’anello guida in posizione centrata, in quanto ciò riduce la necessità di regolare la lunghezza di stick-out durante la saldatura.
2. Montare l’anello guida attorno al tubo in modo che la leva di blocco (2) si trovi sul lato opposto della giuntura. La distanza dalla linea centrale della giuntura dev’essere di circa 230 mm.
3. Fissare l’anello guida nella sua posizione utilizzando la leva di blocco.
2.4 Montaggio del carrello sull’anello guida
1. Ruotare la leva di blocco del carrello (1) in modo da rilasciare la ruota di supporto anteriore (2).
2. Installare il carrello sull’anello guida e regolare l’angolo dei rulli di trasmissione (4) in modo che le ruote di supporto verticali (3) siano in contatto con l’anello guida.
3. Fissare in posizione utilizzando la leva di blocco.4. Spostare il carrello in avanti e indietro e fare le
opportune regolazioni.
regolare la ruota di supporto anteriore (2) in modo che la superficie piatta della ruota corrisponda al bordo dell’anello guida.

7 A5 MIG Orbital System© Kemppi Oy 2016 1607
MAN
UALE
D’U
SO
2.5 Selezione di una torcia di saldatura
Le torce di meccanizzazione Kemppi offrono diversi vantaggi rispetto alle torce di saldatura manuali. I segnali di controllo e alimentazione del carrello sono integrati nel cavo della torcia, pertanto è necessario un solo cavo tra il trainafilo e il carrello di saldatura. Ciò permette inoltre di effettuare le regolazione delle funzioni del carrello e dei parametri di saldatura sul dispositivo di comando a distanza.
Kemppi offre tre modelli di torcia di saldatura progettati appositamente per la saldatura meccanizzata:
PMT MN32C (modello con lance multiple)Diversi design di lance. Lancia leggermente curva per saldatura meccanizzata. Sono disponibili tipi di ugello del gas e di punta di contatto particolarmente lunghi, adatti espressamente per la saldatura in prima passata in cianfrini stretti.
MMT42C Modello di lancia diretta raffreddata ad aria
MMT42C Modello di lancia diretta raffreddata a liquido per applicazioni gravose
consultare i dettagli tecnici delle torce di saldatura riportati nei rispettivi documenti.
2.6 Installazione della torcia di saldatura
1. Fissare il supporto torcia all’unità di pendolamento.2. Fissare la torcia al supporto.3. Collegare il cavo di controllo.4. Assicurarsi che l’unità di pendolamento sia in
posizione centrale.5. Utilizzare le viti di regolazione e il regolatore
di distanza del pendolamento per regolare la posizione della torcia.
8 A5 MIG Orbital System© Kemppi Oy 2016 1607
MAN
UALE
D’U
SO
3. FUNZIONAMENTO
3.1 Funzioni del carrello
1. Il pulsante STOP in cima al carrello è uguale a quello del dispositivo di comando a distanza
2. Il pulsante Display consente di visualizzare le impostazioni del menu e i rispettivi valori
3. Il pulsante Menu consente di spostarsi da un menu all’altro
4. I pulsanti Scroll left/right (Scorri a sinistra/destra) consentono di cambiare i valori delle impostazioni del menu
3.2 Pannello di controllo del carrello
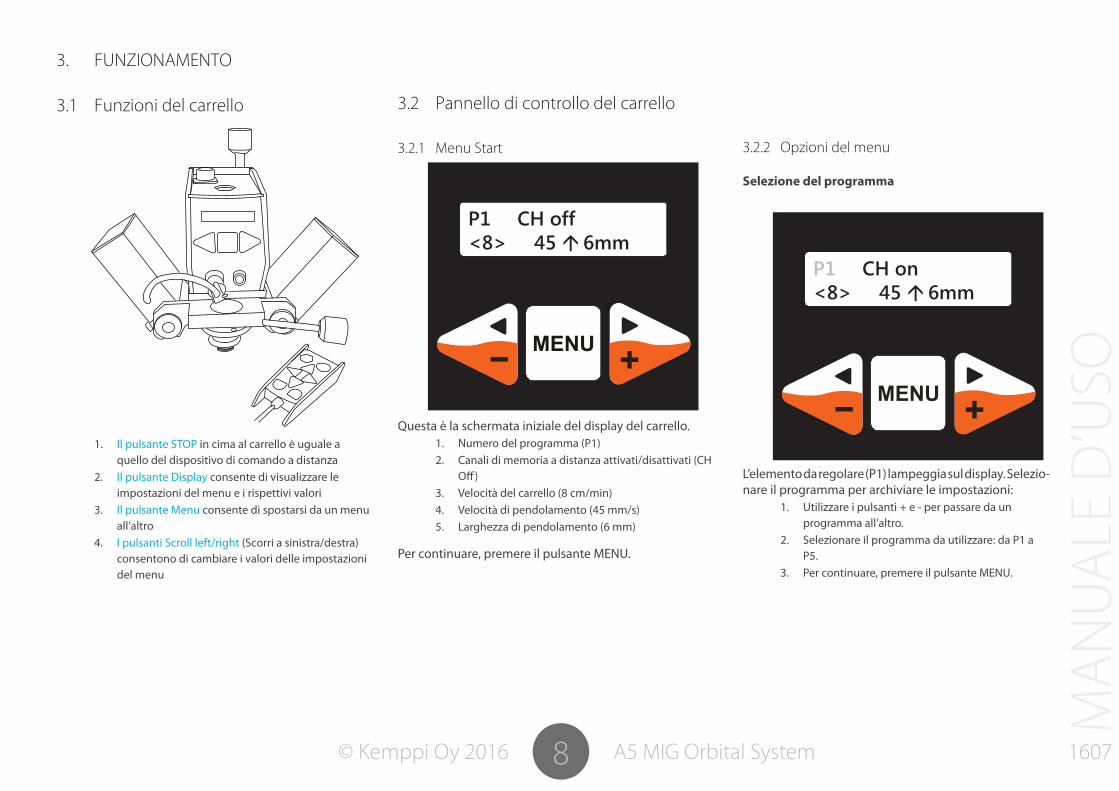
3.2.1 Menu Start
P1 CH off<8> 45 6mm
Questa è la schermata iniziale del display del carrello. 1. Numero del programma (P1)2. Canali di memoria a distanza attivati/disattivati (CH
Off)3. Velocità del carrello (8 cm/min)4. Velocità di pendolamento (45 mm/s)5. Larghezza di pendolamento (6 mm)
Per continuare, premere il pulsante MENU.
3.2.2 Opzioni del menu
Selezione del programma
P1 CH on<8> 45 6mm
L’elemento da regolare (P1) lampeggia sul display. Selezio- nare il programma per archiviare le impostazioni:
1. Utilizzare i pulsanti + e - per passare da un programma all’altro.
2. Selezionare il programma da utilizzare: da P1 a P5.
3. Per continuare, premere il pulsante MENU.
9 A5 MIG Orbital System© Kemppi Oy 2016 1607
MAN
UALE
D’U
SO
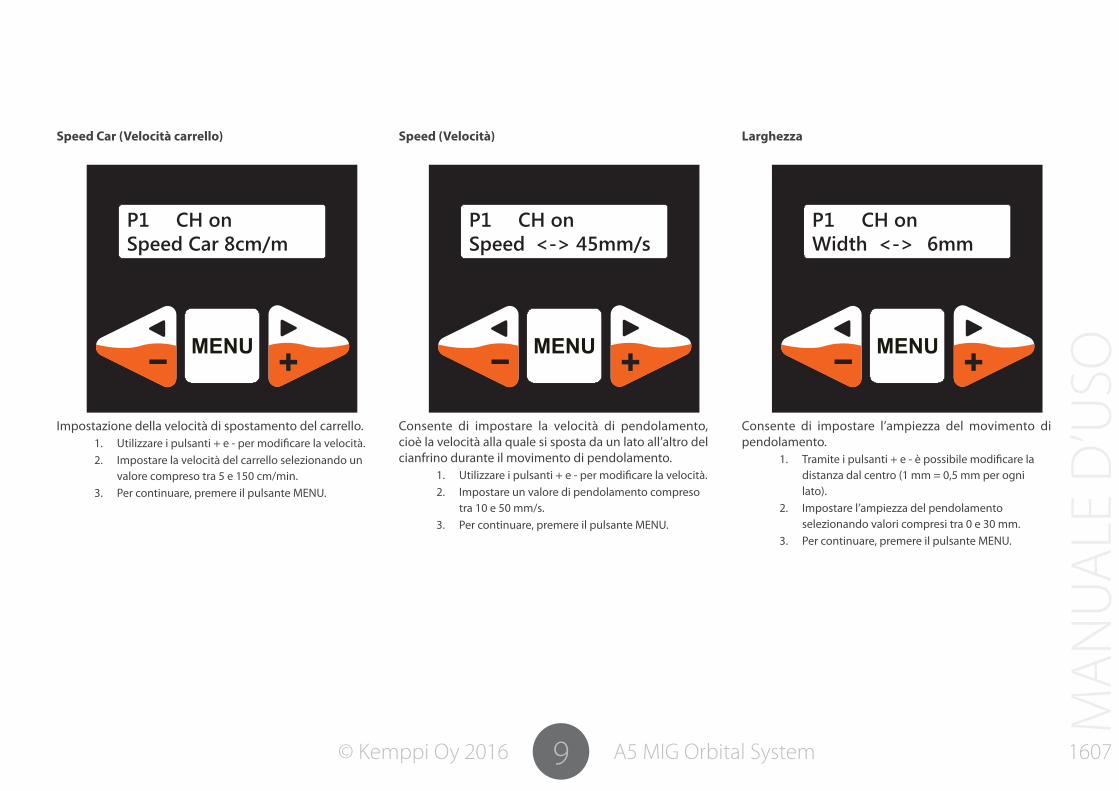
Speed Car (Velocità carrello)
P1 CH on Speed Car 8cm/m
Impostazione della velocità di spostamento del carrello. 1. Utilizzare i pulsanti + e - per modificare la velocità.2. Impostare la velocità del carrello selezionando un
valore compreso tra 5 e 150 cm/min.3. Per continuare, premere il pulsante MENU.
Speed (Velocità)
P1 CH on Speed <-> 45mm/s
Consente di impostare la velocità di pendolamento, cioè la velocità alla quale si sposta da un lato all’altro del cianfrino durante il movimento di pendolamento.
1. Utilizzare i pulsanti + e - per modificare la velocità.2. Impostare un valore di pendolamento compreso
tra 10 e 50 mm/s.3. Per continuare, premere il pulsante MENU.
Larghezza
P1 CH on Width <-> 6mm
Consente di impostare l’ampiezza del movimento di pendolamento.
1. Tramite i pulsanti + e - è possibile modificare la distanza dal centro (1 mm = 0,5 mm per ogni lato).
2. Impostare l’ampiezza del pendolamento selezionando valori compresi tra 0 e 30 mm.
3. Per continuare, premere il pulsante MENU.
10 A5 MIG Orbital System© Kemppi Oy 2016 1607
MAN
UALE
D’U
SO
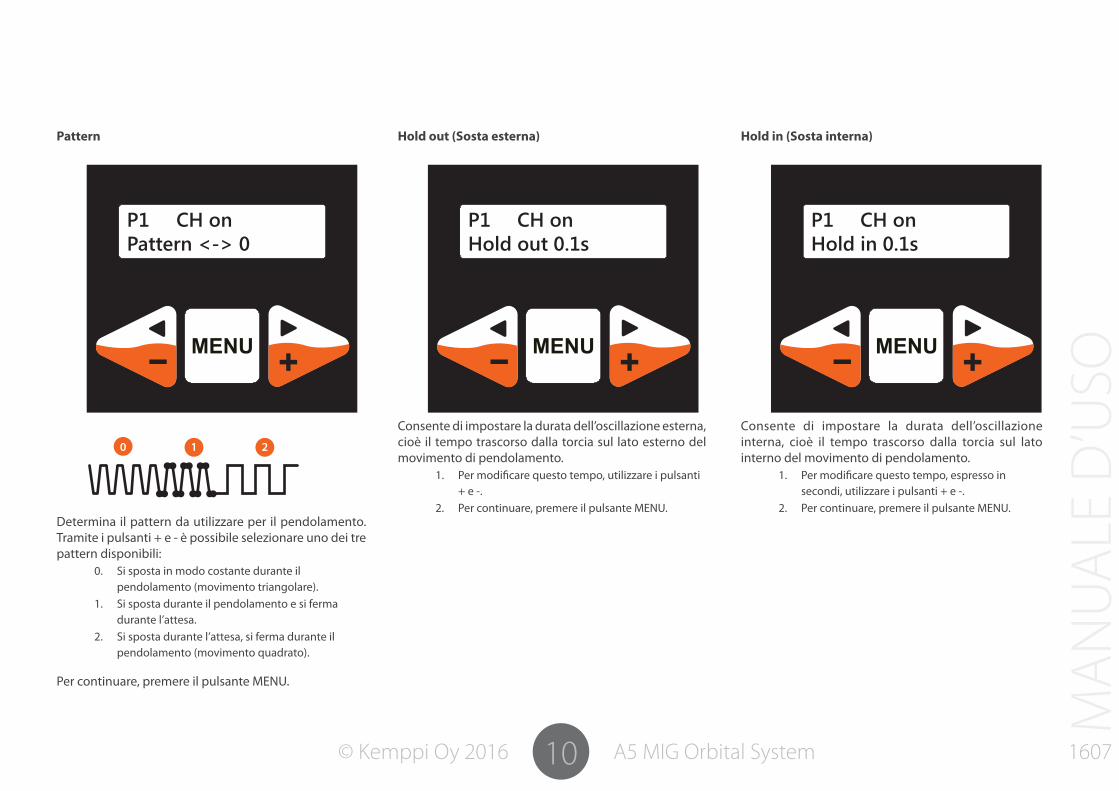
Pattern
P1 CH on Pattern <-> 0
1 20
Determina il pattern da utilizzare per il pendolamento. Tramite i pulsanti + e - è possibile selezionare uno dei tre pattern disponibili:
0. Si sposta in modo costante durante il pendolamento (movimento triangolare).
1. Si sposta durante il pendolamento e si ferma durante l’attesa.
2. Si sposta durante l’attesa, si ferma durante il pendolamento (movimento quadrato).
Per continuare, premere il pulsante MENU.
Hold out (Sosta esterna)
P1 CH on Hold out 0.1s
Consente di impostare la durata dell’oscillazione esterna, cioè il tempo trascorso dalla torcia sul lato esterno del movimento di pendolamento.
1. Per modificare questo tempo, utilizzare i pulsanti + e -.
2. Per continuare, premere il pulsante MENU.
Hold in (Sosta interna)
P1 CH on Hold in 0.1s
Consente di impostare la durata dell’oscillazione interna, cioè il tempo trascorso dalla torcia sul lato interno del movimento di pendolamento.
1. Per modificare questo tempo, espresso in secondi, utilizzare i pulsanti + e -.
2. Per continuare, premere il pulsante MENU.
11 A5 MIG Orbital System© Kemppi Oy 2016 1607
MAN
UALE
D’U
SO
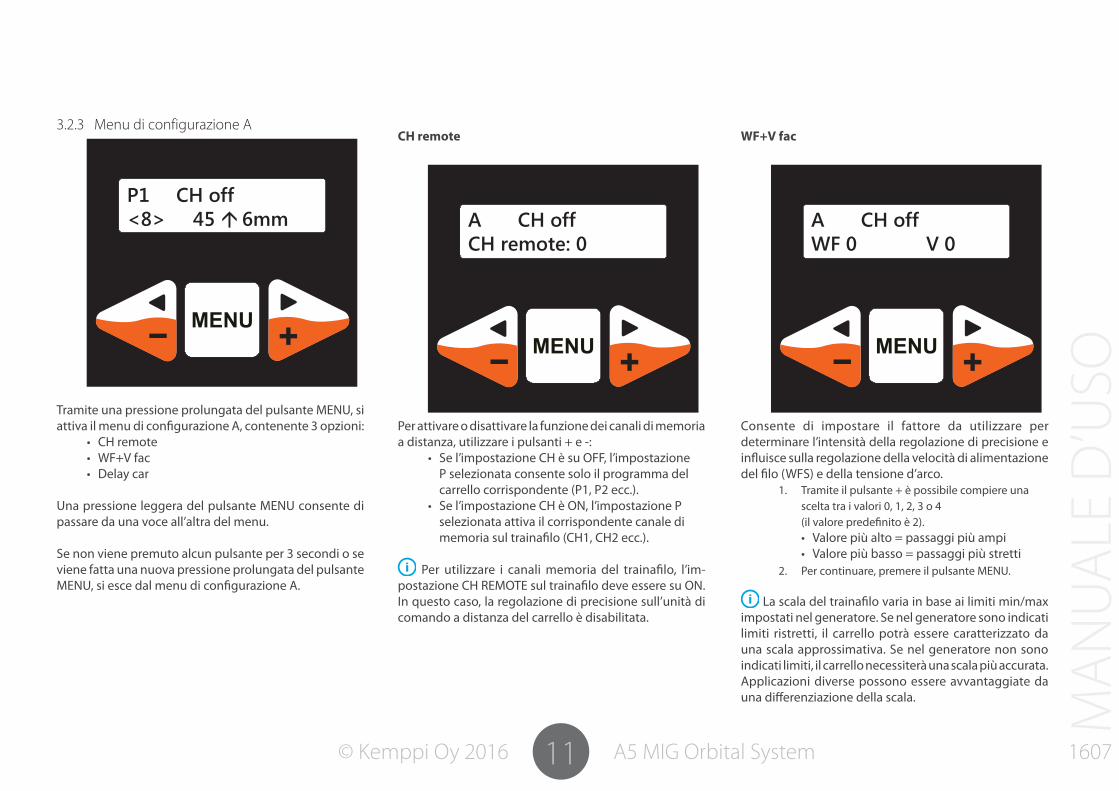
3.2.3 Menu di configurazione A
P1 CH off<8> 45 6mm
Tramite una pressione prolungata del pulsante MENU, si attiva il menu di configurazione A, contenente 3 opzioni:
• CH remote• WF+V fac • Delay car
Una pressione leggera del pulsante MENU consente di passare da una voce all’altra del menu.
Se non viene premuto alcun pulsante per 3 secondi o se viene fatta una nuova pressione prolungata del pulsante MENU, si esce dal menu di configurazione A.
CH remote
A CH off CH remote: 0
Per attivare o disattivare la funzione dei canali di memoria a distanza, utilizzare i pulsanti + e -:
• Se l’impostazione CH è su OFF, l’impostazione P selezionata consente solo il programma del carrello corrispondente (P1, P2 ecc.).
• Se l’impostazione CH è ON, l’impostazione P selezionata attiva il corrispondente canale di memoria sul trainafilo (CH1, CH2 ecc.).
Per utilizzare i canali memoria del trainafilo, l’im- postazione CH REMOTE sul trainafilo deve essere su ON. In questo caso, la regolazione di precisione sull’unità di comando a distanza del carrello è disabilitata.
WF+V fac
A CH off WF 0 V 0
Consente di impostare il fattore da utilizzare per determinare l’intensità della regolazione di precisione e influisce sulla regolazione della velocità di alimentazione del filo (WFS) e della tensione d’arco.
1. Tramite il pulsante + è possibile compiere una scelta tra i valori 0, 1, 2, 3 o 4 (il valore predefinito è 2).• Valore più alto = passaggi più ampi• Valore più basso = passaggi più stretti
2. Per continuare, premere il pulsante MENU.
La scala del trainafilo varia in base ai limiti min/max impostati nel generatore. Se nel generatore sono indicati limiti ristretti, il carrello potrà essere caratterizzato da una scala approssimativa. Se nel generatore non sono indicati limiti, il carrello necessiterà una scala più accurata. Applicazioni diverse possono essere avvantaggiate da una differenziazione della scala.
12 A5 MIG Orbital System© Kemppi Oy 2016 1607
MAN
UALE
D’U
SO
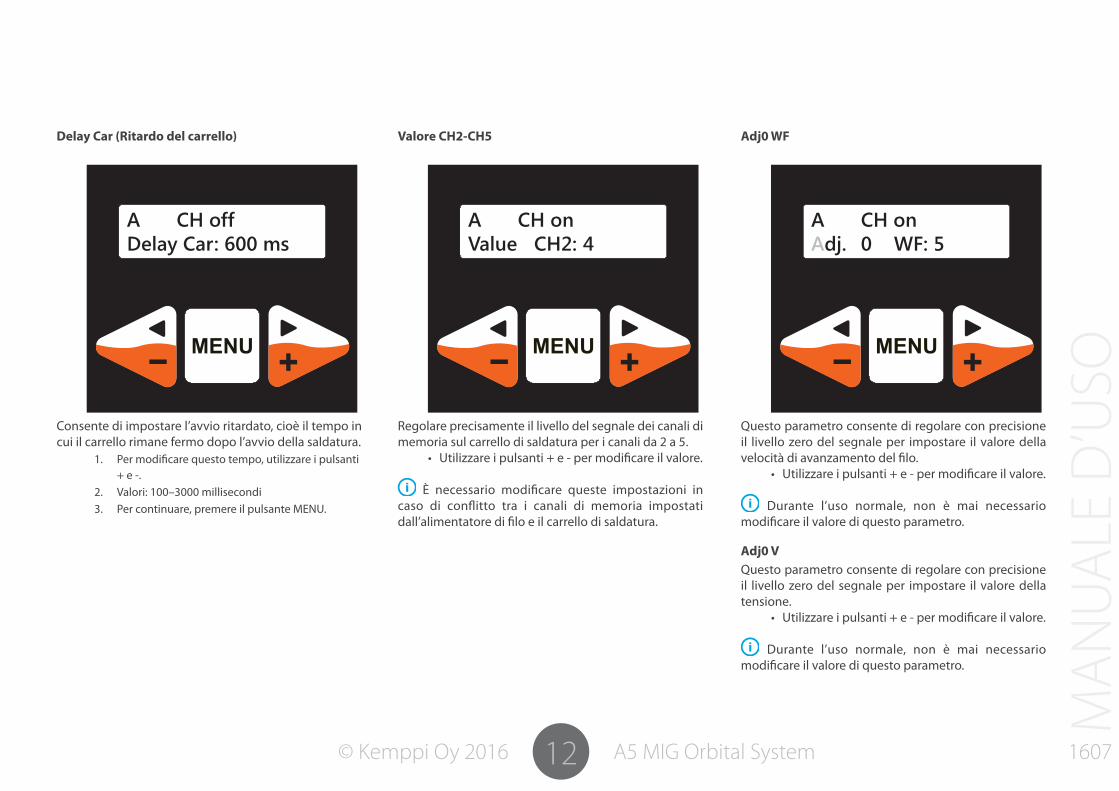
Delay Car (Ritardo del carrello)
A CH off Delay Car: 600 ms
Consente di impostare l’avvio ritardato, cioè il tempo in cui il carrello rimane fermo dopo l’avvio della saldatura.
1. Per modificare questo tempo, utilizzare i pulsanti + e -.
2. Valori: 100–3000 millisecondi3. Per continuare, premere il pulsante MENU.
Valore CH2-CH5
A CH on Value CH2: 4
Regolare precisamente il livello del segnale dei canali di memoria sul carrello di saldatura per i canali da 2 a 5.
• Utilizzare i pulsanti + e - per modificare il valore.
È necessario modificare queste impostazioni in caso di conflitto tra i canali di memoria impostati dall’alimentatore di filo e il carrello di saldatura.
Adj0 WF
A CH on Adj. 0 WF: 5
Questo parametro consente di regolare con precisione il livello zero del segnale per impostare il valore della velocità di avanzamento del filo.
• Utilizzare i pulsanti + e - per modificare il valore.
Durante l’uso normale, non è mai necessario modificare il valore di questo parametro.
Adj0 VQuesto parametro consente di regolare con precisione il livello zero del segnale per impostare il valore della tensione.
• Utilizzare i pulsanti + e - per modificare il valore.
Durante l’uso normale, non è mai necessario modificare il valore di questo parametro.

13 A5 MIG Orbital System© Kemppi Oy 2016 1607
MAN
UALE
D’U
SO
3.3 Unità comando a distanza
3.3.1 Funzioni di base
1. Premere Stop per spegnere l’arco e arrestare il carrello.
2. Tenere premuto ALT per attivare le funzioni secondarie dei pulsanti, contrassegnate in arancio.
3. Prima pressione CH: avvia il test avanzamento (arco spento) con velocità e pendolamento programmati.
4. Seconda pressione CH durante la saldatura o l’avanzamento: la velocità del carrello aumenta (Su) o diminuisce (Giù).
5. Pressione prolungata CH: trasporto ad alta velocità (arco spento).
Sposta la linea centrale del pendolamento o della saldatura nella direzione del pulsante.
La direzione indicata è riferita con lo sguardo rivolto verso il pannello di controllo del carrello. Se ci si trova dall’altra parte del carrello, occorre interpretare le direzioni nel senso inverso.
Aumenta o riduce l’ampiezza del pendolamento di 1 mm ogni volta che si preme il pulsante (0,5 mm su entrambi i lati).
3.3.2 Funzioni di ALT
Avvia la saldatura nella direzione indicata dal pulsante. Se è in corso un test di avanzamento, l’arco si accende.
Attivare il programma successivo (Su) o precedente (Giù), compreso il canale di memoria, se CH REMOTE è su ON sul trainafilo.
Aumenta (+) o riduce (-) la tensione d’arco.
Aumenta (+) o riduce (-) la velocità di avanzamento del filo.
La regolazione di precisione della tensione e dell’alimentazione del filo funziona solo se l’opzione CH REMOTE del trainafilo è su OFF.
Stop interrompe sia il funzionamento del carrello sia la saldatura.
14 A5 MIG Orbital System© Kemppi Oy 2016 1607
MAN
UALE
D’U
SO
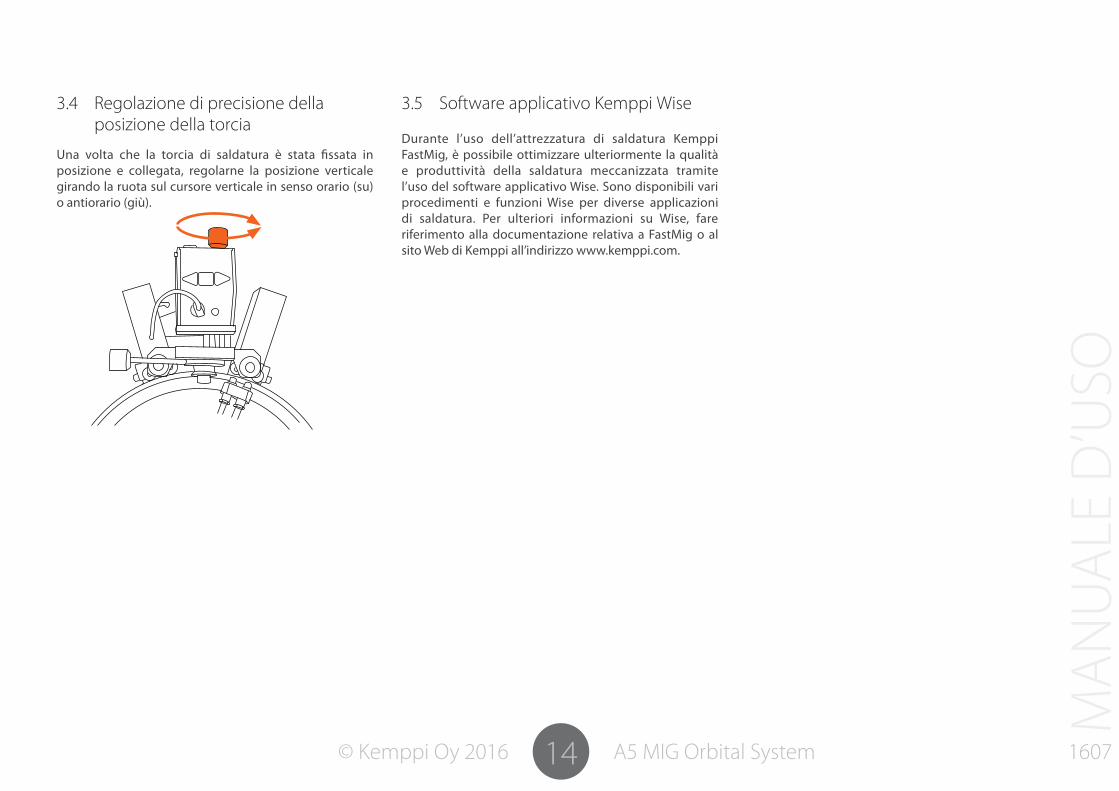
3.4 Regolazione di precisione della posizione della torcia
Una volta che la torcia di saldatura è stata fissata in posizione e collegata, regolarne la posizione verticale girando la ruota sul cursore verticale in senso orario (su) o antiorario (giù).
3.5 Software applicativo Kemppi Wise
Durante l’uso dell’attrezzatura di saldatura Kemppi FastMig, è possibile ottimizzare ulteriormente la qualità e produttività della saldatura meccanizzata tramite l’uso del software applicativo Wise. Sono disponibili vari procedimenti e funzioni Wise per diverse applicazioni di saldatura. Per ulteriori informazioni su Wise, fare riferimento alla documentazione relativa a FastMig o al sito Web di Kemppi all’indirizzo www.kemppi.com.

15 A5 MIG Orbital System© Kemppi Oy 2016 1607
MAN
UALE
D’U
SO
3.6 Informazioni per l’ordine
Nome prodotto Codice prodottoCARRELLO ORBITALE A5 MIG 1500 6190715
SUPPORTO PER INCLINAZIONE PENDOLAMENTO A5 6190708
SUPPORTO PER CURVA PENDOLAMENTO A5 6190709
TESTA DELLA TORCIA FLOTTANTE A5 6190711
TRASFORMATORE PER CARRELLO MIG A5 6190714
CAVO DI CONTROLLO PER CARRELLO MIG A5 6190716
Torcia di saldatura PMT MN 32C (raffreddata ad aria, a lance intercambiabili, 5 m, 320 A)
6250405
Lancia 30°, 198 mm, RP (lancia leggermente curva per saldatura meccanizzata)
W010975
Torcia di saldatura MMT 42C (raffreddata ad aria, 4,5 m) 6254207
Torcia di saldatura MT51MWC (raffreddata a liquido, 4,5 m) 6255162
Punta di contatto per passata di fondo W008123
Ugello del gas per passata di fondo W008124
SUPERSNAKE GT 02SWC 15M 61541501
SUPERSNAKE GT 02SWC 25M 61542501C1
SUPERSNAKE GT 02SWC-70 20M 61542001
SUPERSNAKE GT 02SC 15 M 61531501
ANELLO GUIDA PER TUBO DA 6 POLLICI 6190806
ANELLO GUIDA PER TUBO DA 8 POLLICI 6190808
ANELLO GUIDA PER TUBO DA 10 POLLICI 6190810
ANELLO GUIDA PER TUBO DA 12 POLLICI 6190812
ANELLO GUIDA PER TUBO DA 14 POLLICI 6190814
ANELLO GUIDA PER TUBO DA 16 POLLICI 6190816
ANELLO GUIDA PER TUBO DA 18 POLLICI 6190818
ANELLO GUIDA PER TUBO DA 20 POLLICI 6190820
ANELLO GUIDA PER TUBO DA 22 POLLICI 6190822
ANELLO GUIDA PER TUBO DA 28 POLLICI 6190828
ANELLO GUIDA PER TUBO DA 36 POLLICI 6190836
ANELLO GUIDA PER TUBO DA 48 POLLICI 6190848
ANELLI GUIDA KEMPPIDiametro esterno tubo
Anello guida adatto
[pollici] [mm] Codice di ordinazione
Anello guida
min max min max
5 7 127,0 177,8 6190806 ANELLO GUIDA PER TUBO DEL DIAMETRO DI 6 POLLICI
7 9 177,8 228,6 6190808 ANELLO GUIDA PER TUBO DEL DIAMETRO DI 8 POLLICI
9 11 228,6 279,4 6190810 ANELLO GUIDA PER TUBO DEL DIAMETRO DI 10 POLLICI
11 13 279,4 330,2 6190812 ANELLO GUIDA PER TUBO DEL DIAMETRO DI 12 POLLICI
13 15 330,2 381,0 6190814 ANELLO GUIDA PER TUBO DEL DIAMETRO DI 14 POLLICI
15 17 381,0 431,8 6190816 ANELLO GUIDA PER TUBO DEL DIAMETRO DI 16 POLLICI
17 19 431,8 482,6 6190818 ANELLO GUIDA PER TUBO DEL DIAMETRO DI 18 POLLICI
19 21 482,6 533,4 6190820 ANELLO GUIDA PER TUBO DEL DIAMETRO DI 20 POLLICI
21 23 533,4 584,2 6190822 ANELLO GUIDA PER TUBO DEL DIAMETRO DI 22 POLLICI
27 29 685,8 736,6 6190828 ANELLO GUIDA PER TUBO DEL DIAMETRO DI 28 POLLICI
35 37 889,0 939,8 6190836 ANELLO GUIDA PER TUBO DEL DIAMETRO DI 36 POLLICI
39 41 990,6 1041,4 6190840 ANELLO GUIDA PER TUBO DEL DIAMETRO DI 40 POLLICI
47 49 1193,8 1244,6 6190848 ANELLO GUIDA PER TUBO DEL DIAMETRO DI 48 POLLICI
49 51 1244,6 1295,4 6190850 ANELLO GUIDA PER TUBO DEL DIAMETRO DI 50 POLLICI
51 53 1295,4 1346,2 6190852 ANELLO GUIDA PER TUBO DEL DIAMETRO DI 52 POLLICI
53 55 1346,2 1397,0 6190854 ANELLO GUIDA PER TUBO DEL DIAMETRO DI 54 POLLICI
55 57 1397,0 1447,8 6190856 ANELLO GUIDA PER TUBO DEL DIAMETRO DI 56 POLLICI
57 59 1447,8 1498,6 6190858 ANELLO GUIDA PER TUBO DEL DIAMETRO DI 58 POLLICI
59 61 1498,6 1549,4 6190860 ANELLO GUIDA PER TUBO DEL DIAMETRO DI 60 POLLICI
61 63 1549,4 1600,2 6190862 ANELLO GUIDA PER TUBO DEL DIAMETRO DI 62 POLLICI
63 65 1600,2 1651,0 6190864 ANELLO GUIDA PER TUBO DEL DIAMETRO DI 64 POLLICI
65 67 1651,0 1701,8 6190866 ANELLO GUIDA PER TUBO DEL DIAMETRO DI 66 POLLICI
67 69 1701,8 1752,6 6190868 ANELLO GUIDA PER TUBO DEL DIAMETRO DI 68 POLLICI
69 71 1752,6 1803,4 6190870 ANELLO GUIDA PER TUBO DEL DIAMETRO DI 70 POLLICI
16 A5 MIG Orbital System© Kemppi Oy 2016 1607
MAN
UALE
D’U
SO
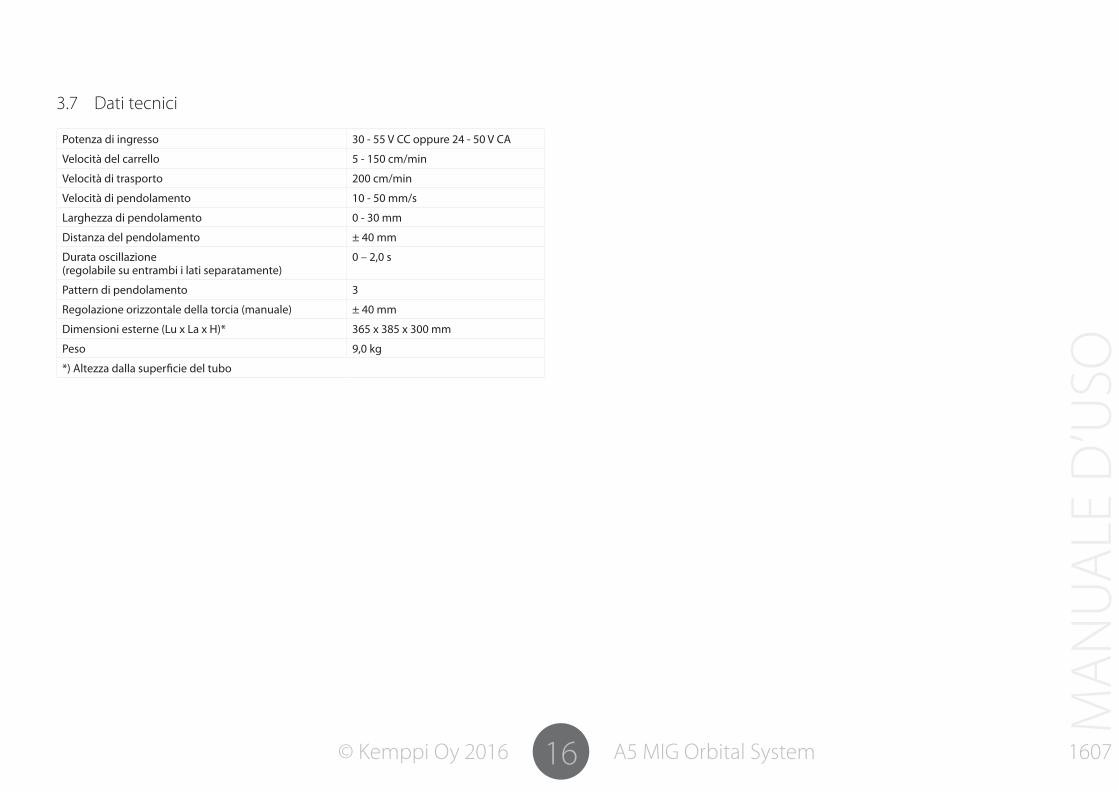
3.7 Dati tecnici
Potenza di ingresso 30 - 55 V CC oppure 24 - 50 V CA
Velocità del carrello 5 - 150 cm/min
Velocità di trasporto 200 cm/min
Velocità di pendolamento 10 - 50 mm/s
Larghezza di pendolamento 0 - 30 mm
Distanza del pendolamento ± 40 mm
Durata oscillazione (regolabile su entrambi i lati separatamente)
0 – 2,0 s
Pattern di pendolamento 3
Regolazione orizzontale della torcia (manuale) ± 40 mm
Dimensioni esterne (Lu x La x H)* 365 x 385 x 300 mm
Peso 9,0 kg
*) Altezza dalla superficie del tubo
17 A5 MIG Orbital System© Kemppi Oy 2016 1607
MAN
UALE
D’U
SO
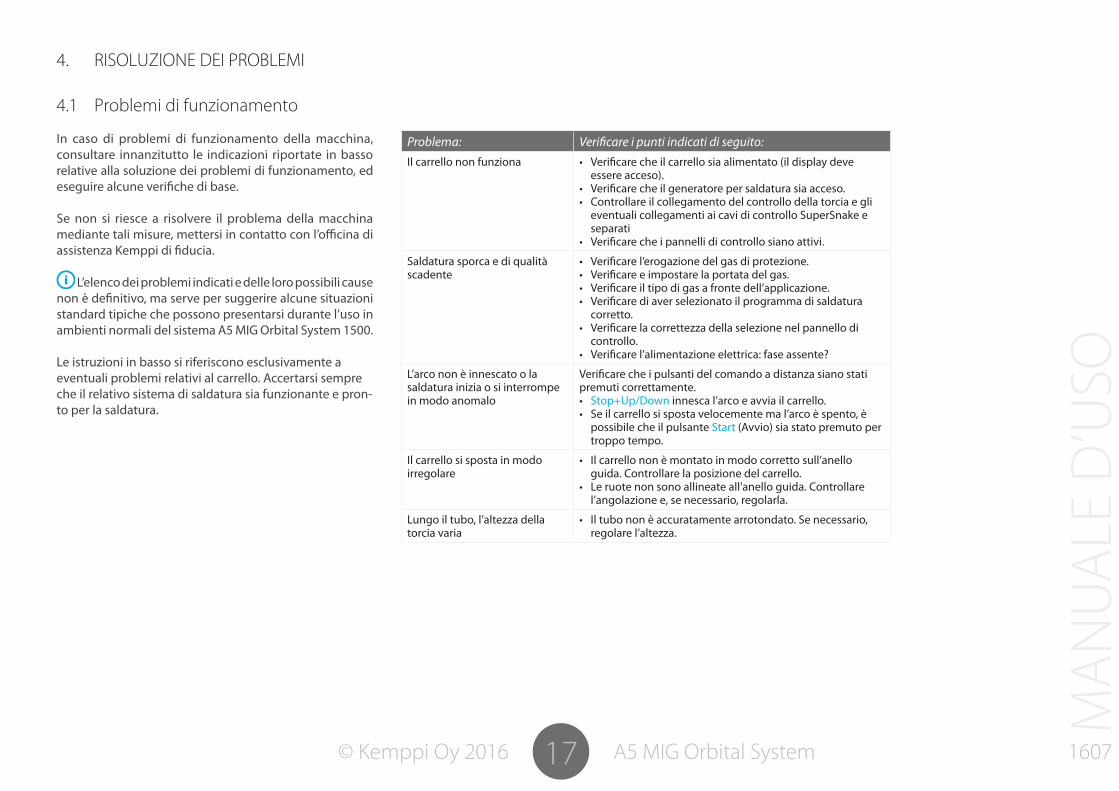
4. RISOLUZIONE DEI PROBLEMI
4.1 Problemi di funzionamento
In caso di problemi di funzionamento della macchina, consultare innanzitutto le indicazioni riportate in basso relative alla soluzione dei problemi di funzionamento, ed eseguire alcune verifiche di base.
Se non si riesce a risolvere il problema della macchina mediante tali misure, mettersi in contatto con l’officina di assistenza Kemppi di fiducia.
L’elenco dei problemi indicati e delle loro possibili cause non è definitivo, ma serve per suggerire alcune situazioni standard tipiche che possono presentarsi durante l’uso in ambienti normali del sistema A5 MIG Orbital System 1500.
Le istruzioni in basso si riferiscono esclusivamente a eventuali problemi relativi al carrello. Accertarsi sempre che il relativo sistema di saldatura sia funzionante e pron-to per la saldatura.
Problema: Verificare i punti indicati di seguito: Il carrello non funziona • Verificare che il carrello sia alimentato (il display deve
essere acceso).• Verificare che il generatore per saldatura sia acceso.• Controllare il collegamento del controllo della torcia e gli
eventuali collegamenti ai cavi di controllo SuperSnake e separati
• Verificare che i pannelli di controllo siano attivi.
Saldatura sporca e di qualità scadente
• Verificare l’erogazione del gas di protezione.• Verificare e impostare la portata del gas.• Verificare il tipo di gas a fronte dell’applicazione.• Verificare di aver selezionato il programma di saldatura
corretto.• Verificare la correttezza della selezione nel pannello di
controllo.• Verificare l’alimentazione elettrica: fase assente?
L’arco non è innescato o la saldatura inizia o si interrompe in modo anomalo
Verificare che i pulsanti del comando a distanza siano stati premuti correttamente. • Stop+Up/Down innesca l’arco e avvia il carrello. • Se il carrello si sposta velocemente ma l’arco è spento, è
possibile che il pulsante Start (Avvio) sia stato premuto per troppo tempo.
Il carrello si sposta in modo irregolare
• Il carrello non è montato in modo corretto sull’anello guida. Controllare la posizione del carrello.
• Le ruote non sono allineate all’anello guida. Controllare l’angolazione e, se necessario, regolarla.
Lungo il tubo, l’altezza della torcia varia
• Il tubo non è accuratamente arrotondato. Se necessario, regolare l’altezza.

18 A5 MIG Orbital System© Kemppi Oy 2016 1607
MAN
UALE
D’U
SO
5. MANUTENZIONE
Nel valutare e pianificare la manutenzione di routine, tenere conto della frequenza di utilizzo della macchina e dell’ambiente di lavoro in cui essa viene usata.
Un uso corretto e una manutenzione regolare della macchina contribuiscono a evitare guasti delle attrezzature e tempi di arresto superflui.
Accertarsi che il carrello non si avvii accidentalmente mentre le dita si trovano nella zona della ruota.
5.1 Manutenzione quotidiana• Verificare che tutti i cavi e tutte le spine siano intatti.• Mantenere puliti il carrello e il supporto per torcia. • Verificare che tutti i componenti scorrano senza difficoltà. Se necessario,
applicare spruzzi di grasso o detergente.• Verificare le condizioni della torcia.
5.2 Manutenzione periodica
La manutenzione periodica deve essere eseguita esclusivamente da personale adeguatamente qualificato.
Eseguire almeno ogni sei mesi le seguenti attività: • Connettori elettrici della macchina: pulire tutti i componenti ossidati e serrare i
collegamenti allentati. • Condizioni della trasmissione e delle ruote del supporto. Se ci sono segni di
usura, cambiare i componenti.
Non utilizzare aria compressa per pulire, in quanto vi è il rischio che la sporcizia si compatti ulteriormente negli interstizi dei profili di raffreddamento.
Non utilizzare dispositivi di lavaggio a pressione.
Le riparazioni delle macchine Kemppi devono essere eseguite esclusivamente da elettricisti qualificati e autorizzati.
6. SMALTIMENTO
Non smaltire le attrezzature elettriche con i rifiuti normali!
Ai sensi della direttiva europea 2002/96/CE sui rifiuti di apparecchiature elettriche ed elettroniche, e del suo recepimento nelle legislazioni nazionali, le attrezzature elettriche giunte a fine vita devono essere raccolte separatamente e conferite in una struttura appropriata per il riciclaggio nel rispetto dell’ambiente.
I proprietari delle attrezzature sono tenuti a consegnare le unità messe fuori servizio a un centro di raccolta regionale conformemente alle indicazioni delle autorità locali, oppure a un rappresentante Kemppi. L’applicazione della direttiva europea indicata permette il miglioramento della salute umana e dell’ambiente.
And you know.

















