
Sistemi di Produzione II La fusione in forma permanente
© 2006 Politecnico di Torino 1
Le lavorazioni: la formatura
2
Le lavorazioni: la formatura
Le lavorazioni industriali
Il processo di fusione
La fusione in forma transitoria
La fusione in forma permanente
La formatura dei polimeri
Esercizi sulla fusione
Sistemi di Produzione II La fusione in forma permanente
© 2006 Politecnico di Torino 2
3
Obiettivi della lezione
Enunciare le peculiarità del processo di fusione in forma permanente
Analizzare i sistemi con colata in conchiglia per gravità e sotto pressione
Descrivere altri sistemi produttivi riconducibili alla fusione in forma permanente
4
Bibliografia per la lezione
“Sistemi di Produzione”A. Villa, G. Murari, D. AntonelliC.L.U.T. Editrice, 2004
capitolo 3 paragrafo 2
“Tecnologia Meccanica e Studi di Fabbricazione”Santochi, GiustiCasa Editrice Ambrosiana, 2000
capitolo 4 paragrafo 5
Sistemi di Produzione II La fusione in forma permanente
© 2006 Politecnico di Torino 3
La fusione in forma permanente
6
La fusione in forma permanente
Caratteristiche principali
Colata in conchiglia per gravità
La pressofusione
Tipologie delle presse
Sistemi di Produzione II La fusione in forma permanente
© 2006 Politecnico di Torino 4
7
La conchiglia
La forma (conchiglia) è realizzata in lega metallica (acciai legati, ghise speciali) per essere utilizzata in un numero elevato di getti uguali
8
Vantaggi
Automatizzazione degli impianti di colata
Produzione in grande serie
Struttura cristallina dei getti fine
Precisione e finitura superficiale molto buona
Sistemi di Produzione II La fusione in forma permanente
© 2006 Politecnico di Torino 5
9
Criticità della forma permanente
La conchiglia non è porosa, bisogna prevedere canali di sfogo per la fuoriuscita dell’aria e dei gas
10
Criticità della forma permanente
La conchiglia non è porosa, bisogna prevedere canali di sfogo per la fuoriuscita dell’aria e dei gas
La temperatura della conchiglia va mantenuta costante per evitare bloccaggi del getto
Sistemi di Produzione II La fusione in forma permanente
© 2006 Politecnico di Torino 6
11
Caratteristiche delle leghe
Colabilità (fluidità)capacità di riempire zone della conchiglia con spessore sottile senza solidificare prematuramente
12
Caratteristiche delle leghe
Colabilità
Temperatura della colatanon bisogna raggiungere temperature elevate per non danneggiare la conchiglia e per allungarne il tempo di vita
Sistemi di Produzione II La fusione in forma permanente
© 2006 Politecnico di Torino 7
13
Leghe colabili
Leghe leggere
Leghe di rame
Leghe di zinco
Leghe bianche antifrizione
Ghise lamellari o sferoidali
14
Metodi di riempimento della conchiglia
Per gravità
Sotto pressione
Sistemi di Produzione II La fusione in forma permanente
© 2006 Politecnico di Torino 8
La fusione in forma permanente
16
La fusione in forma permanente
Caratteristiche principali
Colata in conchiglia per gravità
La pressofusione
Tipologie delle presse
Sistemi di Produzione II La fusione in forma permanente
© 2006 Politecnico di Torino 9
17
Le anime
In terraper forme complesseper forme con problemi di estrazione del getto
18
Le anime in terra
Colata
Sistemi di Produzione II La fusione in forma permanente
© 2006 Politecnico di Torino 10
19
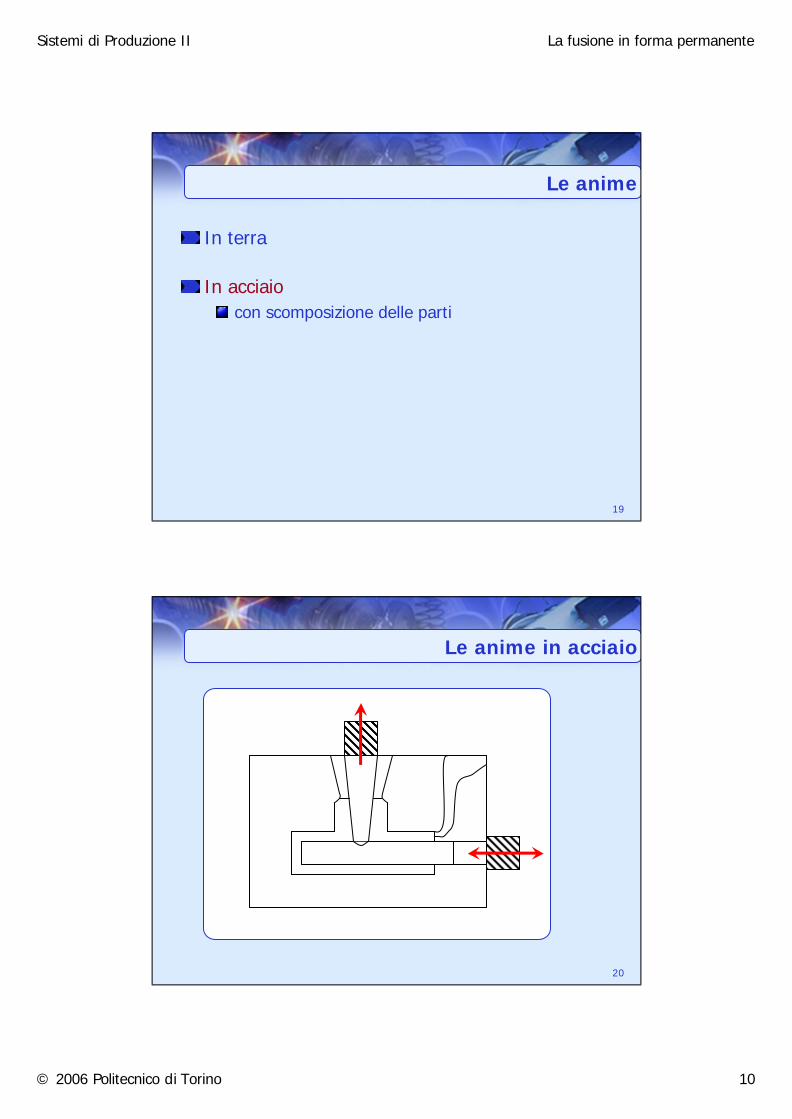
Le anime
In terra
In acciaiocon scomposizione delle parti
20
Le anime in acciaio
Sistemi di Produzione II La fusione in forma permanente
© 2006 Politecnico di Torino 11
21
Da cosa dipende la qualità dei getti
Lubrificazione delle parti in movimento
Temperatura della conchiglia
Verniciatura delle superfici interne
Canalizzazioni di colata
Materozze presenti
22
La temperatura ottima di colata
Esigenze:evitare il ritiro eccessivo del gettoottenere una buona fluidità tale da non provocare un riempimento incompleto
Si raggiunge l’equilibrio termico solo dopo la colata di alcuni pezzi
Sistemi di Produzione II La fusione in forma permanente
© 2006 Politecnico di Torino 12
23
La verniciatura dell’interno della conchiglia
Controllo del trasferimento del calore nelle materozze
Controllo dello scorrimento della lega
Miglioramento della finitura superficiale e del distacco dalla conchiglia
Aumento della vita della conchiglia
24
Progettazione del sistema di colata
Cercare di ridurre al minimo le turbolenze
Alimentare il getto senza spruzzi di colata all’interno della conchiglia
Sistemi di Produzione II La fusione in forma permanente
© 2006 Politecnico di Torino 13
25
Progettazione del sistema di colata
Cercare di ridurre al minimo le turbolenze
Alimentare il getto senza spruzzi di colata all’interno della conchiglia
Basculamento della conchigliaelimina gli intrappolamentiassicura un riempimento più dolce
26
Tipologia dei sistemi di colata
In sorgente
Laterale
Dall’alto (con basculamento)
Sistemi di Produzione II La fusione in forma permanente
© 2006 Politecnico di Torino 14
27
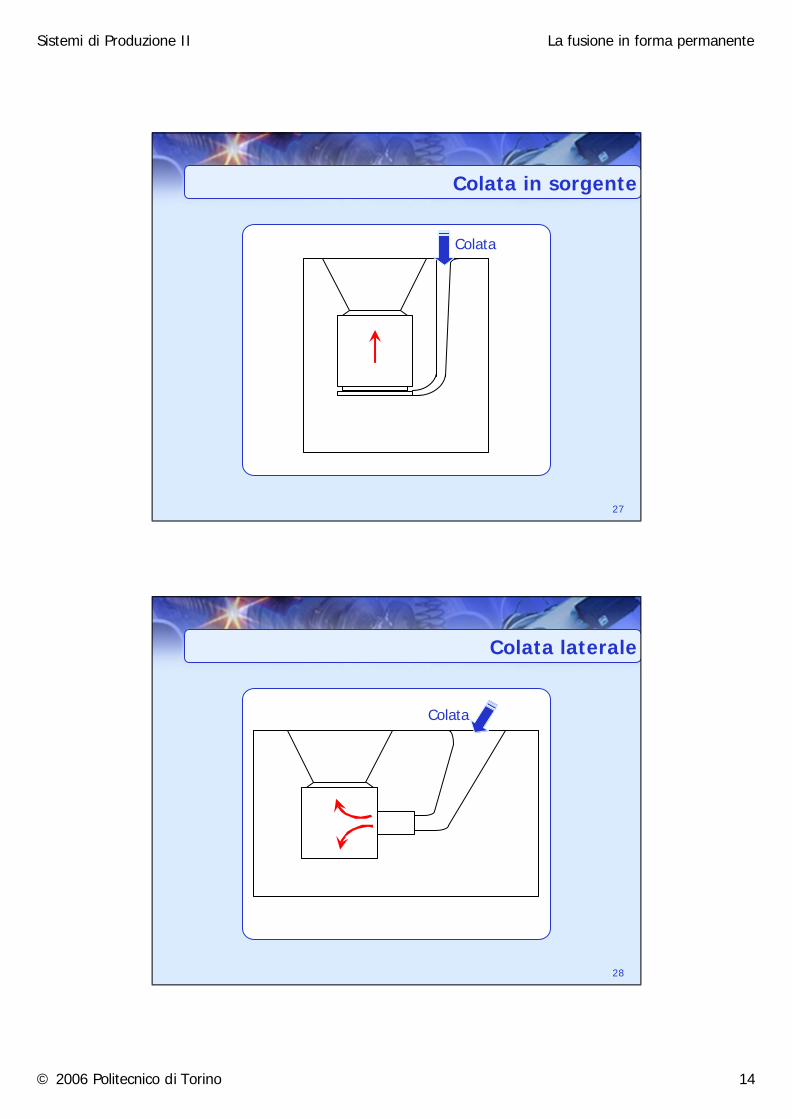
Colata in sorgente
Colata
28
Colata laterale
Colata
Sistemi di Produzione II La fusione in forma permanente
© 2006 Politecnico di Torino 15
29
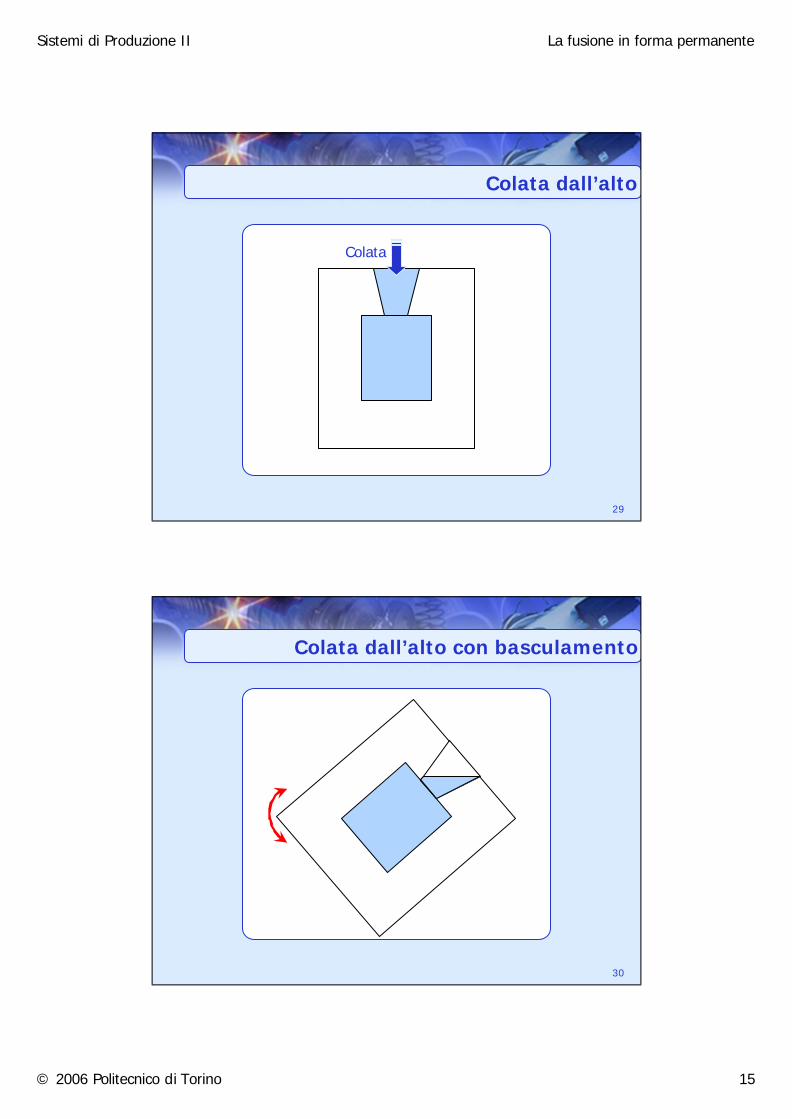
Colata dall’alto
Colata
30
Colata dall’alto con basculamento
Sistemi di Produzione II La fusione in forma permanente
© 2006 Politecnico di Torino 16
La fusione in forma permanente
32
La fusione in forma permanente
Caratteristiche principali
Colata in conchiglia per gravità
La pressofusione
Tipologie delle presse
Sistemi di Produzione II La fusione in forma permanente
© 2006 Politecnico di Torino 17
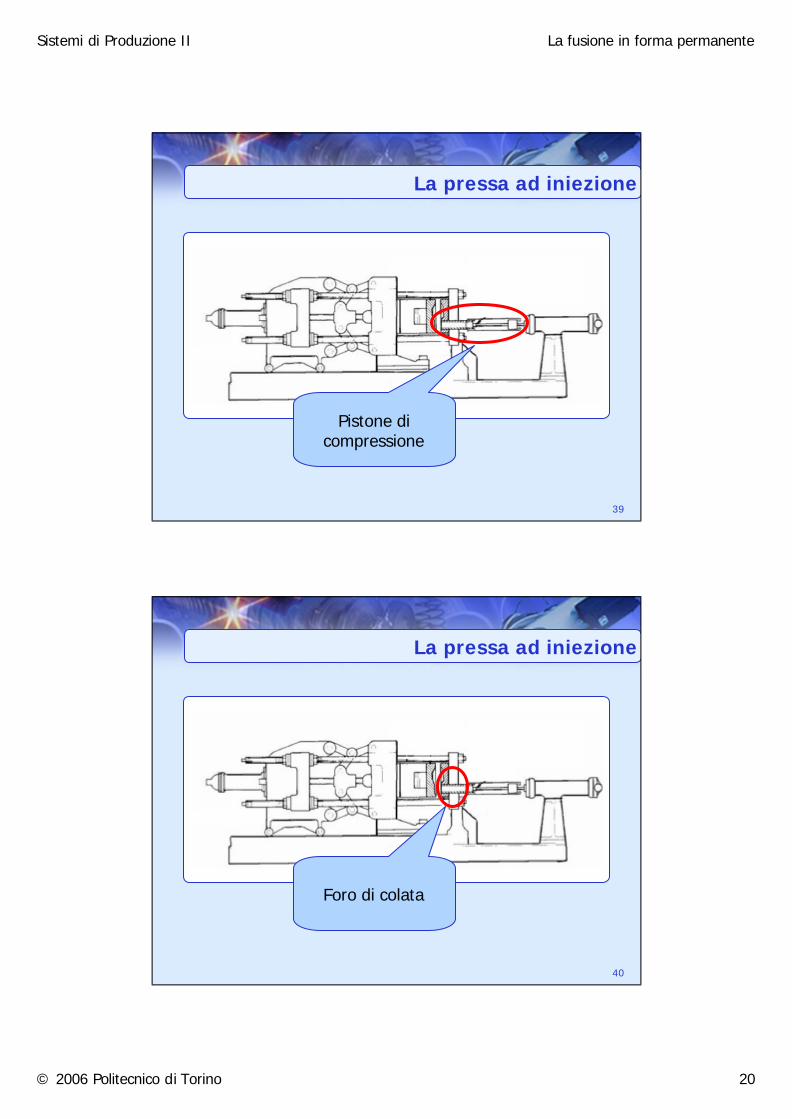
33
Caratteristiche
Il metallo è forzato all’interno di una cavità con una pressione variabile tra 0,7 e 700 MPa
34
Caratteristiche
Il metallo è forzato all’interno di una cavità con una pressione variabile tra 0,7 e 700 MPa
Per ridurre i tempi di lavorazione lo stampo è diviso in due sezioni che permettono la rapida rimozione del getto
stampo mobilestampo fisso
Sistemi di Produzione II La fusione in forma permanente
© 2006 Politecnico di Torino 18
35
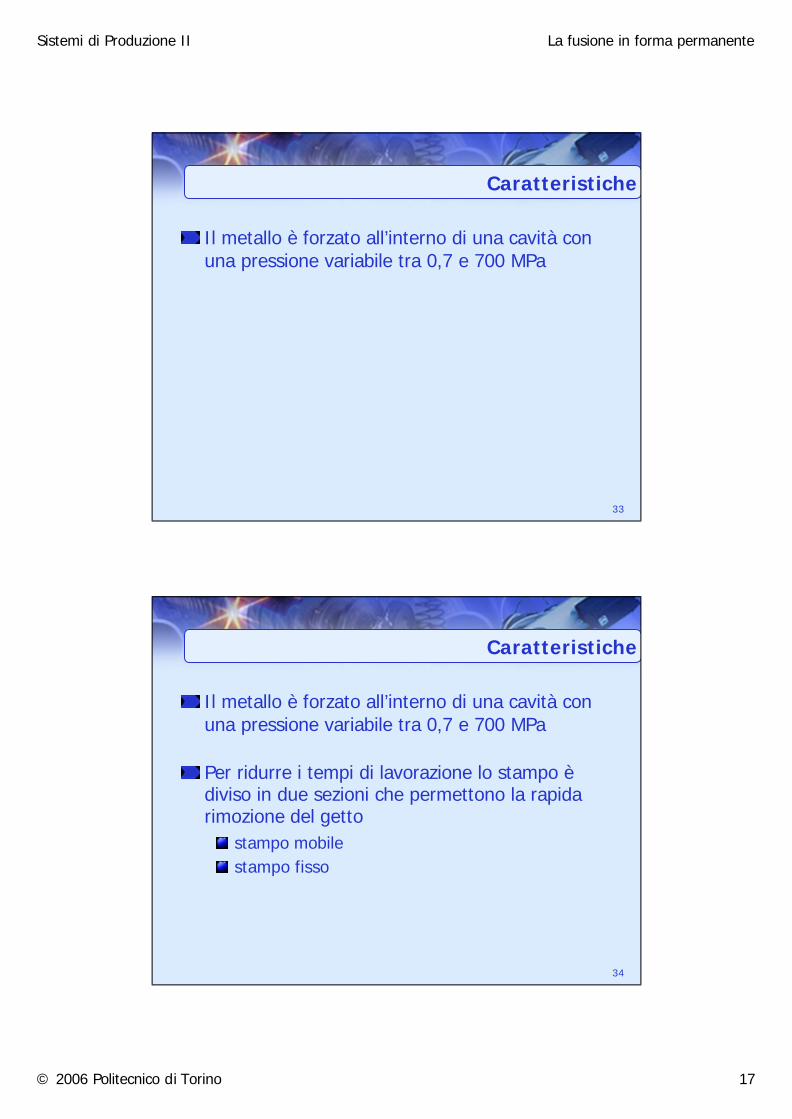
La pressa ad iniezione
36
La pressa ad iniezione
Stampo fisso
Sistemi di Produzione II La fusione in forma permanente
© 2006 Politecnico di Torino 19
37
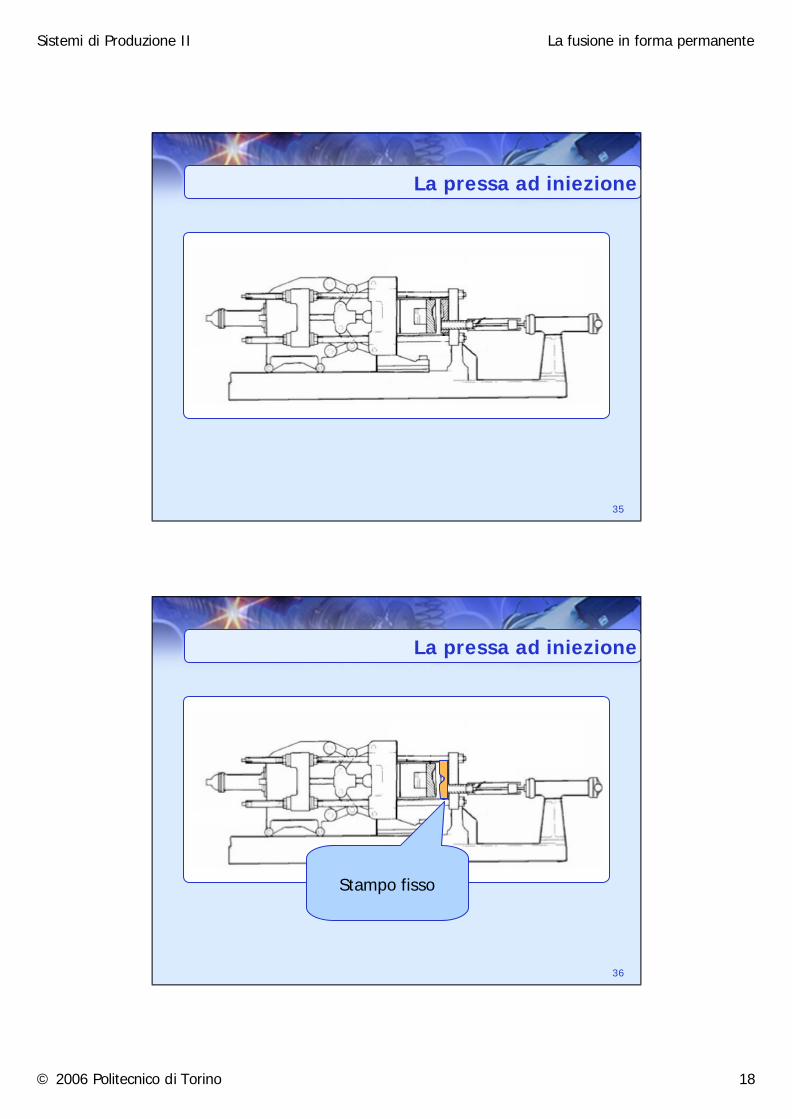
La pressa ad iniezione
Stampo mobile
38
La pressa ad iniezione
Cilindro di chiusura
Sistemi di Produzione II La fusione in forma permanente
© 2006 Politecnico di Torino 20
39
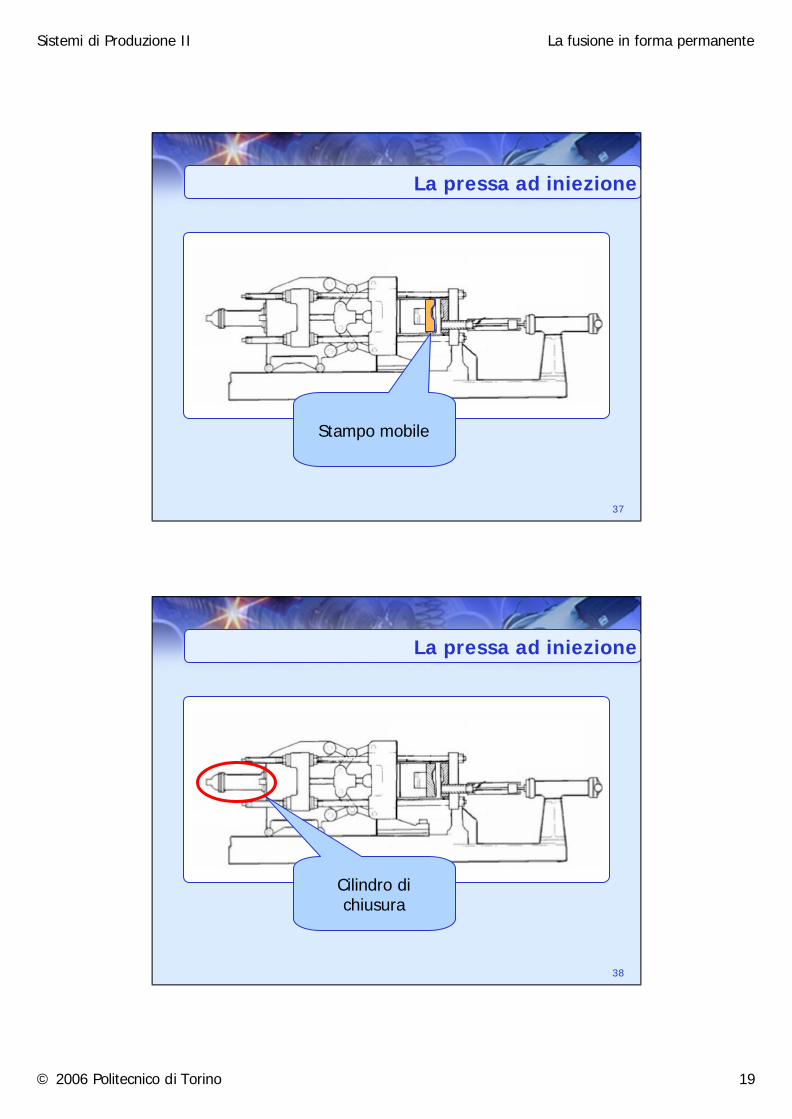
La pressa ad iniezione
Pistone di compressione
40
La pressa ad iniezione
Foro di colata
Sistemi di Produzione II La fusione in forma permanente
© 2006 Politecnico di Torino 21
41
Descrizione del processo
Il metallo fuso è iniettato dentro la cavità
42
Descrizione del processo
Il metallo fuso è iniettato dentro la cavità
Grazie ad un sistema di condotti refrigeranti il metallo solidifica rapidamente all’interno della cavità
Sistemi di Produzione II La fusione in forma permanente
© 2006 Politecnico di Torino 22
43
Descrizione del processo
Il metallo fuso è iniettato dentro la cavità
Grazie ad un sistema di condotti refrigeranti il metallo solidifica rapidamente all’interno della cavità
Le due sezioni dello stampo si aprono e il getto viene estratto con l’aiuto di un estrattore
44
Limiti del sistema
Impossibilità di lavorare le leghe del ferro (a causa dell’elevata temperatura di fusione del ferro)
Sistemi di Produzione II La fusione in forma permanente
© 2006 Politecnico di Torino 23
45
Limiti del sistema
Impossibilità di lavorare le leghe del ferro (a causa dell’elevata temperatura di fusione del ferro)
Consistente porosità del getto dovuta alle turbolenze durante l’iniezione del getto
46
Soluzione alle criticità del sistema
Impossibilità di lavorare le leghe del ferro (a causa dell’elevata temperatura di fusione del ferro)
Consistente porosità del getto dovuta alle turbolenze durante l’iniezione del getto
Rimedio:rimpiazzare le fusione in acciaio con fusioni in leghe leggere (alluminio)
Sistemi di Produzione II La fusione in forma permanente
© 2006 Politecnico di Torino 24
47
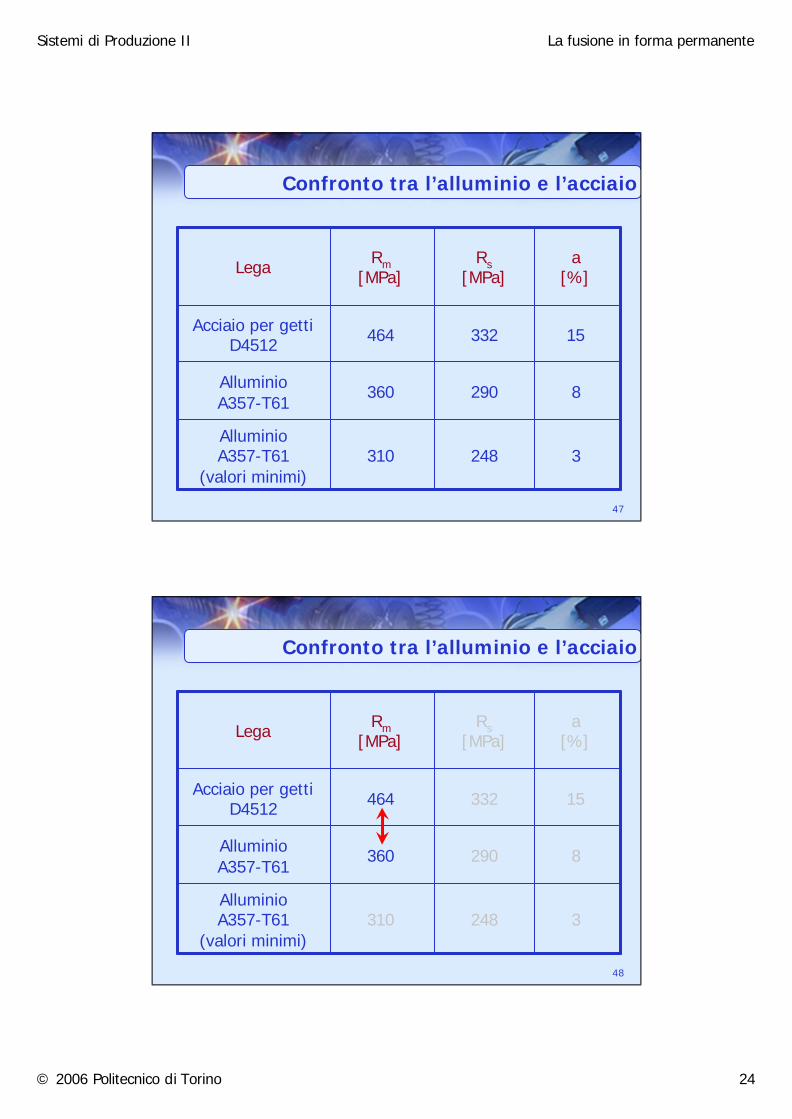
Confronto tra l’alluminio e l’acciaio
3248310AlluminioA357-T61
(valori minimi)
8290360AlluminioA357-T61
15332464Acciaio per gettiD4512
a[%]
Rs[MPa]
Rm[MPa]Lega
48
Confronto tra l’alluminio e l’acciaio
3248310AlluminioA357-T61
(valori minimi)
8290360AlluminioA357-T61
15332464Acciaio per gettiD4512
a[%]
Rs[MPa]
Rm[MPa]Lega
Sistemi di Produzione II La fusione in forma permanente
© 2006 Politecnico di Torino 25
La fusione in forma permanente
50
La fusione in forma permanente
Caratteristiche principali
Colata in conchiglia per gravità
La pressofusione
Tipologie delle presse
Sistemi di Produzione II La fusione in forma permanente
© 2006 Politecnico di Torino 26
51
Le macchine per pressofusione
Presse a camera fredda
Presse a camera calda
52
Presse a camera fredda
L’alimentazione avviene mediante prelevamento del metallo fuso con una siviera da un crogiolo posto all’esterno
Sistemi di Produzione II La fusione in forma permanente
© 2006 Politecnico di Torino 27
53
Presse a camera fredda
L’alimentazione avviene mediante prelevamento del metallo fuso con una siviera da un crogiolo posto all’esterno
Il metallo fuso viene trasferito automaticamente nel sistema di iniezione che lo inietta nella cavità dello stampo
iniezione attraverso cilindro – pistone
54
Presse a camera fredda
La produttività può arrivare a centinaia di pezzi/ora
La produzione riguarda leghe leggere (alluminio, rame, leghe di magnesio)
Sistemi di Produzione II La fusione in forma permanente
© 2006 Politecnico di Torino 28
55
Le macchine per pressofusione
Presse a camera fredda
Presse a camera calda
56
Presse a camera calda
L’alimentazione del metallo fuso è integrata nella macchina
Sistemi di Produzione II La fusione in forma permanente
© 2006 Politecnico di Torino 29
57
Presse a camera calda
L’alimentazione del metallo fuso è integrata nella macchina
Il crogiolo di contenimento del bagno fuso è posto all’interno del sistema di lavorazione con un secondo crogiolo di attesa
58
Presse a camera calda
L’alimentazione del metallo fuso è integrata nella macchina
Il crogiolo di contenimento del bagno fuso è posto all’interno del sistema di lavorazione con un secondo crogiolo di attesa
I due crogioli rimangono in temperatura tramite bruciatori a gas
Sistemi di Produzione II La fusione in forma permanente
© 2006 Politecnico di Torino 30
59
Presse a camera calda
L’iniezione avviene attraverso un dispositivo a pistone azionato da un sistema oleodinamico
in aspirazione si preleva dal crogiolo la quantità di metallo fusoin compressione si inietta il metallo fuso, attraverso un ugello di iniezione, nella cavità della conchiglia
60
Presse a camera calda
La produttività può arrivare a 1000 pezzi/ora
La produzione riguarda leghe di zinco, magnesio
Non adatto a leghe in alluminio a causa della dispersione del ferro delle conchiglie nel bagno fuso
Sistemi di Produzione II La fusione in forma permanente
© 2006 Politecnico di Torino 31
61
Sommario della lezione
Caratteristiche principali della fusione in forma permanente
Colata in conchiglia per gravità
La pressofusione
Tipologie delle presse (camera fredda e camera calda)
Domande di riepilogo







